1.本发明属数控系统加工技术领域,特别涉及一种滑雪板打磨轨迹矫正的方法、装置及电子设备。
背景技术:
2.随着滑雪运动的普及,让滑雪板的打磨维护需求与日俱增,雪上运动等项目需要对滑雪板的底面进行清理、磨削、涂蜡和抛光等工序。
3.目前,在数控系统加工技术中,通常是人工放置滑雪板后,采用手动测量出滑雪板产品的中点,找到打磨路径上所有的中点,再通过轮就沿着这条路径对滑雪板进行打磨。但是,人工放置滑雪板后,滑雪板在滑雪板磨床上的姿态会存在一定的倾斜角度,对倾斜的滑雪板进行手动测量的误差较大,不能准确的测量出滑雪板的中点,导致找到的点与实际的中点存在误差,无法找到正确的打磨路径,使得砂轮沿着测得的错误的路径进行打磨,容易发生打磨厚薄不均匀等情况,打磨加工效果差。
4.综上所述,在现有的数控系统加工技术中,存在着测量误差大,打磨加工效果差的技术问题。
技术实现要素:
5.本发明所要解决的技术问题是测量误差大,打磨加工效果差的技术问题。
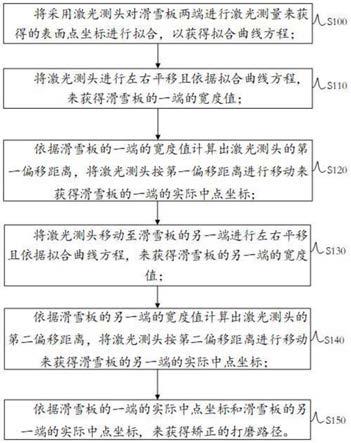
6.为解决上述技术问题,本发明提供了一种滑雪板打磨轨迹矫正的方法,所述方法包括:将采用激光测头对滑雪板两端进行激光测量来获得的表面点坐标进行拟合,以获得拟合曲线方程;将激光测头进行左右平移且依据拟合曲线方程,来获得滑雪板的一端的宽度值;依据滑雪板的一端的宽度值计算出激光测头的第一偏移距离,将激光测头按第一偏移距离进行移动来获得滑雪板的一端的实际中点坐标;将激光测头移动至滑雪板的另一端进行左右平移且依据拟合曲线方程,来获得滑雪板的另一端的宽度值;依据滑雪板的另一端的宽度值计算出激光测头的第二偏移距离,将激光测头按第二偏移距离进行移动来获得滑雪板的另一端的实际中点坐标;依据滑雪板的一端的实际中点坐标和滑雪板的另一端的实际中点坐标,来获得矫正的打磨路径。
7.进一步地,所述采用激光测头对滑雪板两端进行激光测量来获得的表面点坐标包括:建立基准坐标系,所述基准坐标系包括x轴、y轴和z轴,所述x轴是滑雪板的长度方向,所述y轴是滑雪板的宽度方向,所述z轴是滑雪板的垂直方向;采用激光测头沿着z轴朝滑雪板的两端投下一束光源,依据返回光点的坐标信息来获得表面点坐标。
8.进一步地,所述光源为多个点光,多个所述点光为等间距分布。
9.进一步地,所述将采用激光测头对滑雪板两端进行激光测量来获得的表面点坐标进行拟合,以获得拟合曲线方程包括:依据表面点坐标且采用最小二乘法来求出拟合曲线方程。
10.进一步地,所述将激光测头进行左右平移且依据拟合曲线方程,来获得滑雪板的
一端的宽度包括:将激光测头沿x轴方向向左移动第一段距离,以及将激光测头返回原位后再向右移动第二段距离,且依据记录的有效返回光点个数、有效返回光点个数确定的水平距离和激光测头的自身测量宽度,来计算出滑雪板的一端的宽度。
11.依据本发明的又一个方面,本发明还提供一种滑雪板打磨轨迹矫正的装置,所述装置包括:拟合模块,用于将采用激光测头对滑雪板两端进行激光测量来获得的表面点坐标进行拟合,以获得拟合曲线方程;第一宽度计算模块,用于将激光测头进行左右平移且依据拟合曲线方程,来获得滑雪板的一端的宽度值;第一中点坐标计算模块,用于依据滑雪板的一端的宽度值计算出激光测头的第一偏移距离,将激光测头按第一偏移距离进行移动来获得滑雪板的一端的实际中点坐标;第二宽度计算模块,用于将激光测头移动至滑雪板的另一端进行左右平移且依据拟合曲线方程,来获得滑雪板的另一端的宽度值;第二中点坐标计算模块,用于依据滑雪板的另一端的宽度值计算出激光测头的第二偏移距离,将激光测头按第二偏移距离进行移动来获得滑雪板的另一端的实际中点坐标;路径矫正模块,用于依据滑雪板的一端的实际中点坐标和滑雪板的另一端的实际中点坐标,来获得矫正的打磨路径。
12.进一步地,所述拟合模块包括:测量单元,用于建立基准坐标系,所述基准坐标系包括x轴、y轴和z轴,所述x轴是滑雪板的长度方向,所述y轴是滑雪板的宽度方向,所述z轴是滑雪板的垂直方向;采用激光测头沿着z轴朝滑雪板的两端投下一束光源,依据返回光点的坐标信息来获得表面点坐标。
13.进一步地,所述光源为多个点光,多个所述点光为等间距分布。
14.依据本发明的又一个方面,本发明还提供一种滑雪板打磨轨迹矫正的电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现以下步骤:将采用激光测头对滑雪板两端进行激光测量来获得的表面点坐标进行拟合,以获得拟合曲线方程;将激光测头进行左右平移且依据拟合曲线方程,来获得滑雪板的一端的宽度值;依据滑雪板的一端的宽度值计算出激光测头的第一偏移距离,将激光测头按第一偏移距离进行移动来获得滑雪板的一端的实际中点坐标;将激光测头移动至滑雪板的另一端进行左右平移且依据拟合曲线方程,来获得滑雪板的另一端的宽度值;依据滑雪板的另一端的宽度值计算出激光测头的第二偏移距离,将激光测头按第二偏移距离进行移动来获得滑雪板的另一端的实际中点坐标;依据滑雪板的一端的实际中点坐标和滑雪板的另一端的实际中点坐标,来获得矫正的打磨路径。
15.依据本发明的又一个方面,本发明还提供一种滑雪板打磨轨迹矫正的计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现以下步骤:将采用激光测头对滑雪板两端进行激光测量来获得的表面点坐标进行拟合,以获得拟合曲线方程;将激光测头进行左右平移且依据拟合曲线方程,来获得滑雪板的一端的宽度值;依据滑雪板的一端的宽度值计算出激光测头的第一偏移距离,将激光测头按第一偏移距离进行移动来获得滑雪板的一端的实际中点坐标;将激光测头移动至滑雪板的另一端进行左右平移且依据拟合曲线方程,来获得滑雪板的另一端的宽度值;依据滑雪板的另一端的宽度值计算出激光测头的第二偏移距离,将激光测头按第二偏移距离进行移动来获得滑雪板的另一端的实际中点坐标;依据滑雪板的一端的实际中点坐标和滑雪板的另一端的实际中点坐标,来获得矫正的打磨路径。
16.有益效果:
17.本发明提供一种滑雪板打磨轨迹矫正的方法,将采用激光测头对滑雪板两端进行激光测量来获得的表面点坐标进行拟合,以获得拟合曲线方程;将激光测头进行左右平移且依据拟合曲线方程,来获得滑雪板的一端的宽度值;依据滑雪板的一端的宽度值计算出激光测头的第一偏移距离,将激光测头按第一偏移距离进行移动来获得滑雪板的一端的实际中点坐标;将激光测头移动至滑雪板的另一端进行左右平移且依据拟合曲线方程,来获得滑雪板的另一端的宽度值;依据滑雪板的另一端的宽度值计算出激光测头的第二偏移距离,将激光测头按第二偏移距离进行移动来获得滑雪板的另一端的实际中点坐标;依据滑雪板的一端的实际中点坐标和滑雪板的另一端的实际中点坐标,来获得矫正的打磨路径。这样在对倾斜放置的滑雪板进行打磨路径的测量过程中,通过激光测头所返回的信息,以及对倾斜放置的滑雪板实际中点的计算,优化出合理的打磨路径,能够准确的测量出滑雪板的中点,减小找到的点与实际的中点存在误差,实现找到正确的打磨路径,提高打磨加工效果。从而达到了减小测量误差,提高打磨加工效果的技术效果。
附图说明
18.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
19.图1为本发明实施例提供的一种滑雪板打磨轨迹矫正的方法的流程图;
20.图2为本发明实施例提供的一种滑雪板打磨轨迹矫正的装置的结构框图;
21.图3为本发明实施例提供的一种滑雪板打磨轨迹矫正的电子设备的结构图;
22.图4为本发明实施例提供的一种滑雪板打磨轨迹矫正的计算机可读存储介质的结构图;
23.图5为本发明实施例提供的一种滑雪板打磨轨迹矫正的方法的示意图一;
24.图6为本发明实施例提供的一种滑雪板打磨轨迹矫正的方法的示意图二;
25.图7为本发明实施例提供的的一种滑雪板打磨轨迹矫正的方法的示意图三。
具体实施方式
26.本发明公开了一种滑雪板打磨轨迹矫正的方法,将采用激光测头对滑雪板两端进行激光测量来获得的表面点坐标进行拟合,以获得拟合曲线方程;将激光测头进行左右平移且依据拟合曲线方程,来获得滑雪板的一端的宽度值;依据滑雪板的一端的宽度值计算出激光测头的第一偏移距离,将激光测头按第一偏移距离进行移动来获得滑雪板的一端的实际中点坐标;将激光测头移动至滑雪板的另一端进行左右平移且依据拟合曲线方程,来获得滑雪板的另一端的宽度值;依据滑雪板的另一端的宽度值计算出激光测头的第二偏移距离,将激光测头按第二偏移距离进行移动来获得滑雪板的另一端的实际中点坐标;依据滑雪板的一端的实际中点坐标和滑雪板的另一端的实际中点坐标,来获得矫正的打磨路径。这样在对倾斜放置的滑雪板进行打磨路径的测量过程中,通过激光测头所返回的信息,以及对倾斜放置的滑雪板实际中点的计算,优化出合理的打磨路径,能够准确的测量出滑
雪板的中点,减小找到的点与实际的中点存在误差,实现找到正确的打磨路径,提高打磨加工效果。从而达到了减小测量误差,提高打磨加工效果的技术效果。
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围;其中本实施中所涉及的“和/或”关键词,表示和、或两种情况,换句话说,本发明实施例所提及的a和/或b,表示了a和b、a或b两种情况,描述了a与b所存在的三种状态,如a和/或b,表示:只包括a不包括b;只包括b不包括a;包括a与b。
28.应当理解,虽然术语“第一”,“第二”等在这里可以用来描述各种元件,部件,区域,层和/或部分,但是这些元件,部件,区域,层和/或部分不应当受到这些术语的限制。这些术语仅用于区分一个元件,部件,区域,层或区段与另一个元件,部件,区域,层或区段。因此,在不背离示例性实施例的教导的情况下,下面讨论的第一元件,部件,区域,层或部分可以被称作第二元件,部件,区域,层或部分。这里可以使用空间上相关的术语,例如“下面”,“上面”等,以便于描述一个元件或特征与另一个元件或特征的关系。可以理解,除了图中所示的方位之外,空间上相对的术语还包括使用或操作中的装置的不同方位。例如,如果图中的设备被翻转,那么被描述为“下面”的元件或特征将被定向为“上面”其它元件或特征。因此,示例性术语“下面”可以包括上面和下面的取向。该设备可以被定向(旋转90度或在其它定向上),并且这里所使用的空间相关描述符被相应地解释。
29.同时,本发明实施例中,当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在居中组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本发明实施例中所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明目的,并不是旨在限制本发明。
30.实施例一
31.请参见图1,图1是本发明实施例提供的一种滑雪板打磨轨迹矫正的方法的流程图。本发明实施例提供的一种滑雪板打磨轨迹矫正的方法,包括以下步骤:
32.步骤s100,将采用激光测头对滑雪板两端进行激光测量来获得的表面点坐标进行拟合,以获得拟合曲线方程;
33.所述采用激光测头对滑雪板两端进行激光测量来获得的表面点坐标包括:建立基准坐标系,所述基准坐标系包括x轴、y轴和z轴,所述x轴是滑雪板的长度方向,所述y轴是滑雪板的宽度方向,所述z轴是滑雪板的垂直方向;采用激光测头沿着z轴朝滑雪板的两端投下一束光源,依据返回光点的坐标信息来获得表面点坐标。所述光源为多个点光,多个所述点光为等间距分布,多个点光可以是指3个点光、4个点光、5个点光、6个点光等,相邻两个点光之间的间距都相等,多个点光可以位于同一直线上。所述将采用激光测头对滑雪板两端进行激光测量来获得的表面点坐标进行拟合,以获得拟合曲线方程包括:依据表面点坐标且采用最小二乘法来求出拟合曲线方程。
34.具体而言,激光测头可以位于数控滑雪板磨床中,激光测头可以用于测量滑雪板的位置信息,找到滑雪板的中点,让砂轮从正确的路径开始对滑雪板进行磨削。激光测头会
向下投下光源(即沿着z轴朝滑雪板的方向),光源由一排若干等距的光点组成,由于投射到滑雪板上的光点可返回有效数据(即表面点坐标),投射到悬空区域反射的光点不在有效测量范围内无法返回有效数据,假设滑雪板处于完全正确的位置,投射到滑雪板上的光点就会打在滑雪板居中的位置,激光侧头就会显示出中点坐标,然后激光侧头就沿着x轴扫过整个滑雪板,找到打磨路径上所有的中点,此时砂轮可以沿着这条所有的中点的连线所形成的正确路径对滑雪板进行打磨。
35.请参见图5和图7,图5是本发明实施例提供的一种滑雪板打磨轨迹矫正的方法的示意图一,图7是本发明实施例提供的的一种滑雪板打磨轨迹矫正的方法的示意图三。当滑雪板的姿态为倾斜时,则滑雪板会存在沿着y轴方向的上的倾斜,或者沿着x轴方向上的倾斜的两种倾斜情况。滑雪板两端可以分别是指下述滑雪板的一端和下述滑雪板的另一端,滑雪板的一端和滑雪板的另一端可构成滑雪板的整体。首先可以通过建立基准坐标系,在滑雪板放置的水平方向中,沿着滑雪板的长度的方向为x轴的方向,滑雪板的宽度方向为y轴的方向,垂直于放置滑雪板的水平面的方向为z轴的方向。通过激光测头朝着滑雪板的打磨起始端投下一束光源,对返回光点的坐标信息进行保存,采用最小二乘法求出这些点的拟合曲线方程。可以设已知数据点(yi,zi)分布为直线,构造拟合函数为z=by a,则需残差平方和:为最小。其中,d表示激光测头投下光源的光点个数,(yi,zi)表示激光测头打下光点返回的第i个点坐标,只取其中y轴和z轴的坐标信息。然后,计算时的正则方程组为采用此正则方程组可以求出a和b的值,即可求出拟合曲线方程:z=by a。这样能够为下述步骤s110和下述步骤s130中提供上述拟合曲线方程。
36.步骤s110,将激光测头进行左右平移且依据拟合曲线方程,来获得滑雪板的一端的宽度值;
37.所述将激光测头进行左右平移且依据拟合曲线方程,来获得滑雪板的一端的宽度包括:将激光测头沿x轴方向向左移动第一段距离,以及将激光测头返回原位后再向右移动第二段距离,且依据记录的有效返回光点个数、有效返回光点个数确定的水平距离和激光测头的自身测量宽度,来计算出滑雪板的一端的宽度。
38.具体而言,在上述步骤s100中获得拟合曲线方程后,可以在结合激光侧头的特性来计算滑雪板这一端的实际中点。激光测头的自身测量宽度是指激光测头本身的参数,即激光测量的宽度范围,因本发明实施例提供的一种滑雪板打磨轨迹矫正的方法中激光测头可以采用线性激光。将激光测头进行左右平移是指将激光测头沿着x轴方向向左移动一段距离,或者将激光测头沿着x轴方向向右移动一段距离。
39.请参见图6,图6是本发明实施例提供的一种滑雪板打磨轨迹矫正的方法的示意图
二。可以将激光测头沿x轴方向向左移动一段距离,该移动的距离可以为d1,在移动的过程中,需要将激光测头的测量范围超出滑雪板宽的边缘,但又不完全超出,要使测头范围的一部分在滑雪板上。同理,将激光测头返回原位(即在向左移动激光测头之前的初始位置)后再向右移动一段距离,该移动的距离可以为d2。在记录向左移动一段距离的数据、向右移动一段距离的数据、有效返回光点个数、有效返回光点个数确定的水平距离和激光测头的自身测量宽度的数据后,即可算出滑雪板的宽度m(即宽度值),m的计算过程如下:因为(l1 l2 l3 d1 d2)2 [b(l1 l2 l3 d1 d2)]2=m2,可以得到其中(i=1,2,3),其中,li表示根据第i次有效返回光点个数确定的水平距离,si表示第i次有效返回光点个数,m表示激光测头的自身测量宽度,d表示激光测头投下光源的光点总个数。这样为下述步骤s120中提供滑雪板的一端的宽度值。
[0040]
步骤s120,依据滑雪板的一端的宽度值计算出激光测头的第一偏移距离,将激光测头按第一偏移距离进行移动来获得滑雪板的一端的实际中点坐标;
[0041]
具体而言,在通过上述步骤s110中获得滑雪板的一端的宽度值后,如果l3 d2>l2 d1,则将激光侧头从一开始的位置向右水平移动一定的偏移量n,移动后激光侧头显示的坐标就是滑雪板这一端实际中点的坐标,可以记为(x1,y1,z1)。其中,n的计算过程如下:因为可以得到:同理,如果l3 d2<l2 d1,则将激光侧头从一开始的位置向左水平移动一定的偏移量n,其中,向左水平移动一定的偏移量n,其中,
[0042]
步骤s130,将激光测头移动至滑雪板的另一端进行左右平移且依据拟合曲线方程,来获得滑雪板的另一端的宽度值;
[0043]
具体而言,通过上述步骤获得滑雪板的一端的实际中点坐标后,可以将激光测头沿着x轴移动至滑雪板的另一端,激光测头每隔1mm就记录一个点(即记录该点的坐标),将途中所有记录到的点记为(0,yj,zj)。激光测头到达滑雪板的另一端后,便可以参照上述步骤s110,来获得滑雪板的另一端的宽度值,由于获得滑雪板的另一端的宽度值与上述获得滑雪板的一端的宽度值原理相同,此处不再累述。
[0044]
步骤s140,依据滑雪板的另一端的宽度值计算出激光测头的第二偏移距离,将激光测头按第二偏移距离进行移动来获得滑雪板的另一端的实际中点坐标;
[0045]
具体而言,在上述步骤s130获得滑雪板的另一端的宽度值后,可以参照上述步骤s120来测出滑雪板的另一端的实际中点坐标,可以记作(x2,y2,z2)。由于获得滑雪板的另一端的实际中点坐标与上述获得滑雪板的一端的实际中点坐标原理相同,此处不再累述。
[0046]
步骤s150,依据滑雪板的一端的实际中点坐标和滑雪板的另一端的实际中点坐标,来获得矫正的打磨路径。
[0047]
具体而言,通过上述步骤s100、步骤s110、步骤s120、步骤s130和步骤s140来获得滑雪板的一端的实际中点坐标和滑雪板的另一端的实际中点坐标之后,可以依据滑雪板的
一端和另一端的中点的x,y坐标来求出正确打磨路径的方程,该正确打磨路径的方程记作:y=px q。如首先在激光测头扫过整个滑雪板的过程中,可以一一记录激光侧头所测到的坐标,再将这些坐标一一矫正到正确的路径上,设实际路径坐标为(0,yj),正确路径的坐标为(xj,yj),则根据以及yj=pxj q,可以求出所有矫正后的(xj,yj)的坐标,根据这些求出所有矫正后的坐标就可得出矫正后的打磨路径,即将滑雪板两端中点相连后得到该直线的函数方程,此函数即为最优的打磨路径。
[0048]
本发明提供一种滑雪板打磨轨迹矫正的方法,将采用激光测头对滑雪板两端进行激光测量来获得的表面点坐标进行拟合,以获得拟合曲线方程;将激光测头进行左右平移且依据拟合曲线方程,来获得滑雪板的一端的宽度值;依据滑雪板的一端的宽度值计算出激光测头的第一偏移距离,将激光测头按第一偏移距离进行移动来获得滑雪板的一端的实际中点坐标;将激光测头移动至滑雪板的另一端进行左右平移且依据拟合曲线方程,来获得滑雪板的另一端的宽度值;依据滑雪板的另一端的宽度值计算出激光测头的第二偏移距离,将激光测头按第二偏移距离进行移动来获得滑雪板的另一端的实际中点坐标;依据滑雪板的一端的实际中点坐标和滑雪板的另一端的实际中点坐标,来获得矫正的打磨路径。这样在对倾斜放置的滑雪板进行打磨路径的测量过程中,通过激光测头所返回的信息,以及对倾斜放置的滑雪板实际中点的计算,优化出合理的打磨路径,能够准确的测量出滑雪板的中点,减小找到的点与实际的中点存在误差,实现找到正确的打磨路径,提高打磨加工效果。从而达到了减小测量误差,提高打磨加工效果的技术效果。
[0049]
为了对本发明提供的一种滑雪板打磨轨迹矫正的装置,上述实施例一对一种滑雪板打磨轨迹矫正的方法做了详细说明,基于同一发明构思,本技术还提供了一种滑雪板打磨轨迹矫正的装置,详见实施例二。
[0050]
实施例二
[0051]
请参见图2,图2是本发明实施例提供的一种滑雪板打磨轨迹矫正的装置的结构框图。本发明实施例二提供一种滑雪板打磨轨迹矫正的装置,包括:拟合模块200,用于将采用激光测头对滑雪板两端进行激光测量来获得的表面点坐标进行拟合,以获得拟合曲线方程;第一宽度计算模块210,用于将激光测头进行左右平移且依据拟合曲线方程,来获得滑雪板的一端的宽度值;第一中点坐标计算模块220,用于依据滑雪板的一端的宽度值计算出激光测头的第一偏移距离,将激光测头按第一偏移距离进行移动来获得滑雪板的一端的实际中点坐标;第二宽度计算模块230,用于将激光测头移动至滑雪板的另一端进行左右平移且依据拟合曲线方程,来获得滑雪板的另一端的宽度值;第二中点坐标计算模块240,用于依据滑雪板的另一端的宽度值计算出激光测头的第二偏移距离,将激光测头按第二偏移距离进行移动来获得滑雪板的另一端的实际中点坐标;路径矫正模块250,用于依据滑雪板的一端的实际中点坐标和滑雪板的另一端的实际中点坐标,来获得矫正的打磨路径。所述拟合模块200包括:测量单元,用于建立基准坐标系,所述基准坐标系包括x轴、y轴和z轴,所述x轴是滑雪板的长度方向,所述y轴是滑雪板的宽度方向,所述z轴是滑雪板的垂直方向;采用激光测头沿着z轴朝滑雪板的两端投下一束光源,依据返回光点的坐标信息来获得表面点坐标。所述光源为多个点光,多个所述点光为等间距分布。
[0052]
本发明提供一种滑雪板打磨轨迹矫正的装置,通过拟合模块200用于将采用激光测头对滑雪板两端进行激光测量来获得的表面点坐标进行拟合,以获得拟合曲线方程;第
一宽度计算模块210用于将激光测头进行左右平移且依据拟合曲线方程,来获得滑雪板的一端的宽度值;第一中点坐标计算模块220用于依据滑雪板的一端的宽度值计算出激光测头的第一偏移距离,将激光测头按第一偏移距离进行移动来获得滑雪板的一端的实际中点坐标;第二宽度计算模块230用于将激光测头移动至滑雪板的另一端进行左右平移且依据拟合曲线方程,来获得滑雪板的另一端的宽度值;第二中点坐标计算模块240用于依据滑雪板的另一端的宽度值计算出激光测头的第二偏移距离,将激光测头按第二偏移距离进行移动来获得滑雪板的另一端的实际中点坐标;路径矫正模块250用于依据滑雪板的一端的实际中点坐标和滑雪板的另一端的实际中点坐标,来获得矫正的打磨路径。这样在对倾斜放置的滑雪板进行打磨路径的测量过程中,通过激光测头所返回的信息,以及对倾斜放置的滑雪板实际中点的计算,优化出合理的打磨路径,能够准确的测量出滑雪板的中点,减小找到的点与实际的中点存在误差,实现找到正确的打磨路径,提高打磨加工效果。从而达到了减小测量误差,提高打磨加工效果的技术效果。
[0053]
为了对本发明提供的一种滑雪板打磨轨迹矫正的电子设备,上述实施例一对一种滑雪板打磨轨迹矫正的方法做了详细说明,基于同一发明构思,本技术还提供了一种滑雪板打磨轨迹矫正的电子设备,详见实施例三。
[0054]
实施例三
[0055]
请参见图3,图3是本发明实施例提供的一种滑雪板打磨轨迹矫正的电子设备的结构图。本发明实施例三提供一种滑雪板打磨轨迹矫正的电子设备,包括存储器310、处理器320及存储在存储器310上并可在处理器320上运行的计算机程序311,所述处理器320执行所述程序时实现以下步骤:将采用激光测头对滑雪板两端进行激光测量来获得的表面点坐标进行拟合,以获得拟合曲线方程;将激光测头进行左右平移且依据拟合曲线方程,来获得滑雪板的一端的宽度值;依据滑雪板的一端的宽度值计算出激光测头的第一偏移距离,将激光测头按第一偏移距离进行移动来获得滑雪板的一端的实际中点坐标;将激光测头移动至滑雪板的另一端进行左右平移且依据拟合曲线方程,来获得滑雪板的另一端的宽度值;依据滑雪板的另一端的宽度值计算出激光测头的第二偏移距离,将激光测头按第二偏移距离进行移动来获得滑雪板的另一端的实际中点坐标;依据滑雪板的一端的实际中点坐标和滑雪板的另一端的实际中点坐标,来获得矫正的打磨路径。
[0056]
本发明提供一种滑雪板打磨轨迹矫正的电子设备,将采用激光测头对滑雪板两端进行激光测量来获得的表面点坐标进行拟合,以获得拟合曲线方程;将激光测头进行左右平移且依据拟合曲线方程,来获得滑雪板的一端的宽度值;依据滑雪板的一端的宽度值计算出激光测头的第一偏移距离,将激光测头按第一偏移距离进行移动来获得滑雪板的一端的实际中点坐标;将激光测头移动至滑雪板的另一端进行左右平移且依据拟合曲线方程,来获得滑雪板的另一端的宽度值;依据滑雪板的另一端的宽度值计算出激光测头的第二偏移距离,将激光测头按第二偏移距离进行移动来获得滑雪板的另一端的实际中点坐标;依据滑雪板的一端的实际中点坐标和滑雪板的另一端的实际中点坐标,来获得矫正的打磨路径。这样在对倾斜放置的滑雪板进行打磨路径的测量过程中,通过激光测头所返回的信息,以及对倾斜放置的滑雪板实际中点的计算,优化出合理的打磨路径,能够准确的测量出滑雪板的中点,减小找到的点与实际的中点存在误差,实现找到正确的打磨路径,提高打磨加工效果。从而达到了减小测量误差,提高打磨加工效果的技术效果。
[0057]
为了对本发明提供的一种滑雪板打磨轨迹矫正的计算机可读存储介质400,上述实施例一对一种滑雪板打磨轨迹矫正的方法做了详细说明,基于同一发明构思,本技术还提供了一种滑雪板打磨轨迹矫正的计算机可读存储介质400,详见实施例四。
[0058]
实施例四
[0059]
请参见图4,图4为本发明实施例提供的一种滑雪板打磨轨迹矫正的计算机可读存储介质400的结构图。本发明实施例四提供一种滑雪板打磨轨迹矫正的计算机可读存储介质400,其上存储有计算机程序411,该程序被处理器320执行时实现以下步骤:将采用激光测头对滑雪板两端进行激光测量来获得的表面点坐标进行拟合,以获得拟合曲线方程;将激光测头进行左右平移且依据拟合曲线方程,来获得滑雪板的一端的宽度值;依据滑雪板的一端的宽度值计算出激光测头的第一偏移距离,将激光测头按第一偏移距离进行移动来获得滑雪板的一端的实际中点坐标;将激光测头移动至滑雪板的另一端进行左右平移且依据拟合曲线方程,来获得滑雪板的另一端的宽度值;依据滑雪板的另一端的宽度值计算出激光测头的第二偏移距离,将激光测头按第二偏移距离进行移动来获得滑雪板的另一端的实际中点坐标;依据滑雪板的一端的实际中点坐标和滑雪板的另一端的实际中点坐标,来获得矫正的打磨路径。
[0060]
本发明提供一种滑雪板打磨轨迹矫正的计算机可读存储介质400,将采用激光测头对滑雪板两端进行激光测量来获得的表面点坐标进行拟合,以获得拟合曲线方程;将激光测头进行左右平移且依据拟合曲线方程,来获得滑雪板的一端的宽度值;依据滑雪板的一端的宽度值计算出激光测头的第一偏移距离,将激光测头按第一偏移距离进行移动来获得滑雪板的一端的实际中点坐标;将激光测头移动至滑雪板的另一端进行左右平移且依据拟合曲线方程,来获得滑雪板的另一端的宽度值;依据滑雪板的另一端的宽度值计算出激光测头的第二偏移距离,将激光测头按第二偏移距离进行移动来获得滑雪板的另一端的实际中点坐标;依据滑雪板的一端的实际中点坐标和滑雪板的另一端的实际中点坐标,来获得矫正的打磨路径。这样在对倾斜放置的滑雪板进行打磨路径的测量过程中,通过激光测头所返回的信息,以及对倾斜放置的滑雪板实际中点的计算,优化出合理的打磨路径,能够准确的测量出滑雪板的中点,减小找到的点与实际的中点存在误差,实现找到正确的打磨路径,提高打磨加工效果。从而达到了减小测量误差,提高打磨加工效果的技术效果。
[0061]
最后所应说明的是,以上具体实施方式仅用以说明本发明的技术方案而非限制,尽管参照实例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。