1.本发明涉及锂离子电池技术领域,具体涉及一种锂离子电池极片剥离强度的测试方法。
背景技术:
2.锂离子电池具有工作电压高、比能量大、自放电小、循环寿命长、无记忆效应、可快速充放电等突出的优点,是现今世界上应用最为广泛的电池之一,在新能源领域的发展也备受关注。
3.锂离子电池通常由正负极片和隔离膜、电解质、壳体等组成。正负极片通常由敷料层和集流体构成。敷料层包含活性物质、导电物质和粘结剂等。其中,活性物质主要发挥容量作用,导电剂主要发挥导电作用,粘结剂的作用是将活性物质、导电剂相互粘结在一起,同时粘结在集流体上。为保证加工过程和循环过程中,敷料层不会过度膨胀或脱离集流体,导致电池失效,对敷料层的粘结力进行表征是非常必要的。
4.目前业内对有粘结力、剥离力的测试表征已经有了初步的表征方法,基本为采取胶带对敷料层表面或者单点进行粘结、剥离测试,剥离测试的结果为剥离强度值,未对形貌进行记录比较。另外,剥离制样的规范性和剥离的稳定性对测试结果的准确度存在影响。主要的细节如在对极片进行180
°
翻转剥离时极片的弯折需要两侧对称、预剥离的重要性。不经预剥离,钢板的边缘会损坏粘接层或极片,而且该损坏部分会因剥离开始瞬间峰值太大而发生断裂的现象,影响测试结果和效率;经过预剥离,在胶带粘结的起点,如果不够平滑,极片边缘与胶带粘结在一起,增加操作难度,也会发生预剥离失败。需要对预剥离的起始点进行优化。
5.综上,极片剥离强度的测试制样和固定等对方法对表征剥离强度结果的准确性、重复性和再现性是重要的。基于此,有必要对剥离强度的测试方法进行进一步开发。
技术实现要素:
6.本发明要解决的技术问题是提供一种锂离子电池极片剥离强度的测试方法,通过该方法可有效评估极片的剥离强度,提高测试数据的准确性,为极片粘结强度相关的材料选型、配方优化、工艺改善等提供基础数据。
7.为了解决上述技术问题,本发明提供了如下的技术方案:
8.本发明提供了一种锂离子电池极片剥离强度的测试方法,包括以下步骤:
9.s1.取辊压后的正极片,制作成极片长条,其中极片长条的长度大于100mm,宽度为20~35mm;
10.s2.取一硬质板材作为底板,在底板正面的中部粘贴双面胶,所述双面胶的两端绕过底板的两侧边缘并贴至底板的反面;接着,剥离底板正面的双面胶,保留底面不剥离,待测试的极片长条粘贴在双面胶上,保持极片长条两侧未粘贴的余量相等,且极片长条的粘贴部分不小于极片长条总长度的一半;使用压辊辊压所述极片长条,使所述极片长条与双
面胶的贴合面均匀一致;
11.s3.将极片长条未粘贴的一端撕开,露出极片长条的粘结面;将撕开端的底板固定在拉力机下方固定端;将撕开的极片长条的自然端弯折向上,并夹在拉力机向上牵引端;
12.s4.设置拉力机的参数,并进行拉伸力测试;
13.s5.拉伸力测试完成后,查看拉伸曲线中拉伸力随时间的变化趋势,取拉伸力平稳的阶段,即拉伸力在此时间段内变化不超过10%时,作为平稳剥离段,取平稳剥离段的平均拉力除以极片宽度,计算为电池极片的剥离强度。
14.进一步地,步骤s1中,所述极片长条分为两种,分别为宽度方向垂直于辊压方向的极片长条和宽度方向平行于辊压方向的极片长条。
15.进一步地,步骤s2中,所述底板的材质包括不锈钢、玻璃、塑料板。
16.进一步地,步骤s2中,所述双面胶的宽度窄于极片长条的宽度,两者相差5~6mm。
17.进一步地,步骤s2中,辊压所述极片长条时,采用2kg的压辊,沿极片长条的轴向辊压3-6次。
18.进一步地,步骤s2中,压辊在辊压时自然滚动,不使用人为外加压力。
19.进一步地,步骤s3中,极片长条的自然端弯折时为反向近180
°
弯折,尤其对于正极极片测试时,弯折条两侧对称,弯折弧度平滑,以免拉伸时出现非对称剥离现象,造成测试数值偏小或错误。
20.进一步地,步骤s4中,所述拉力机的参数包括拉伸速度、样品尺寸参数、拉伸截止条件和剥离区间,其中拉伸速度设置为50~300mm/min。
21.进一步地,步骤s4中,按照“时间-力”曲线选取拉伸力平稳段。
22.进一步地,步骤s4中,以拉伸力在此时间段内变化不超过5%时,作为平稳剥离段。
23.进一步地,步骤s5中,还包括记录剥离后极片长条表面和胶带表面的形貌的步骤。
24.与现有技术相比,本发明的有益效果在于:
25.本发明针对极片涂层粘结性能的评估需要,采用拉力机的力学测试方法,对极片剥离测试过程制定详细步骤及各项操作方式和相关指标,主要包括:选取样品、制作样品、固定样品、剥离测试、数据选取、样品表征等步骤;通过本测试方法可有效评估极片剥离强度,提高测试数据的准确性,为极片粘结强度相关的材料选型、配方优化、工艺改善等提供基础数据。
附图说明
26.图1为本发明中制备的测试样品的示意图;
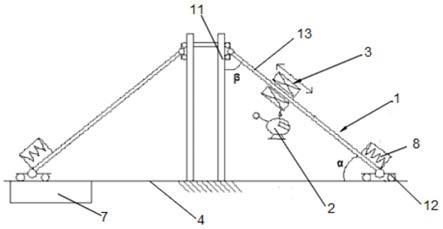
27.图2为测试样品固定拉伸的示意图;
28.图3为拉力平稳段取值示意图;
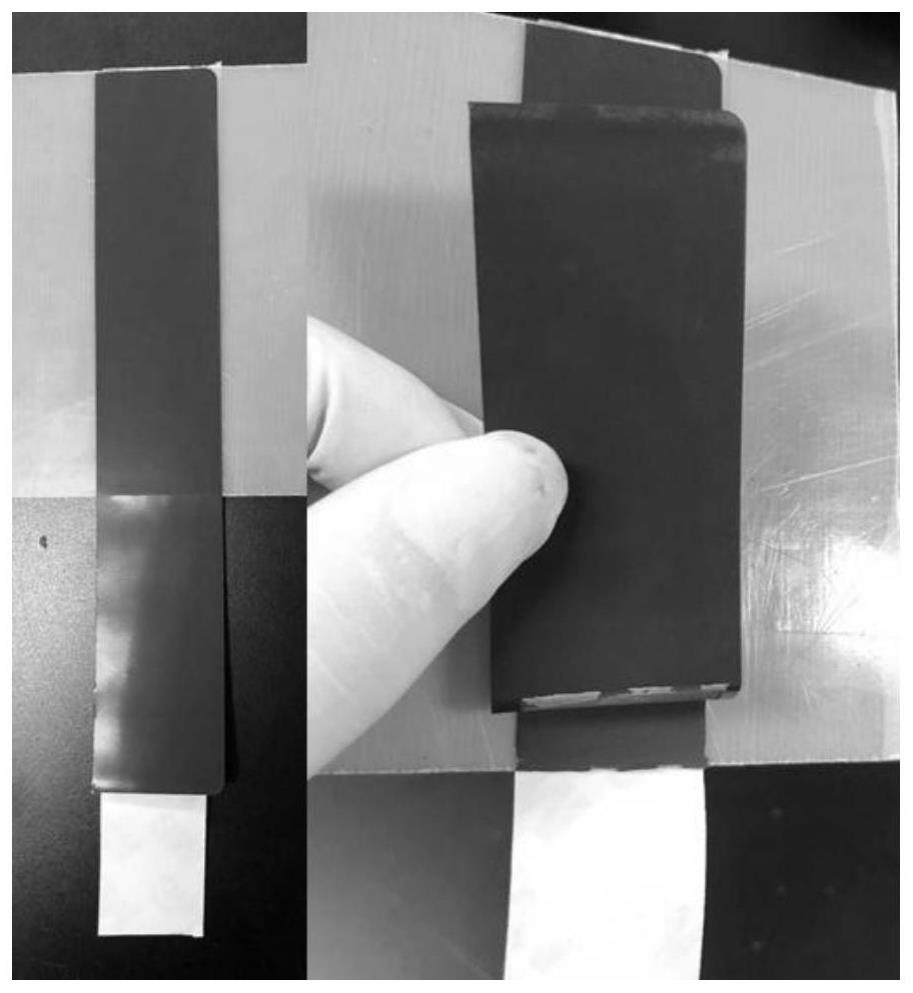
29.图4为剥离测试后极片表面形貌图。
具体实施方式
30.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相
关的所列项目的任意的和所有的组合。
31.下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
32.实施例1
33.本实施例提供了一种锂离子电池极片剥离强度的测试方法,包括以下步骤:
34.(1)、取某型号电池辊压后的正极片制作成为极片长条;极片长条的宽度为25mm,宽度方向分别取垂直、平行辊压两种方向;极片长条的长度为170mm;选取的双面胶型号为3m stcoch 18mm宽胶带;
35.(2)、将两种样品按相同方法进行制作样品和测试:在不锈钢底板正面粘上双面胶,双面胶粘贴位置为底板中部,双面胶绕过边缘贴至反面,并在底板边缘粘贴平滑;剥离底板正面的双面胶,保留底面不剥离;将极片长条一面粘贴在底板正面的双面胶上,在左右方向上,保持极片两侧未粘胶余量各3.5mm,在上下方向上,极片长条粘取部分大于等于极片长条的一半,未粘取的部分,处于双面胶绕弯一侧,以便辊压后撕开极片时,保证极片的完整性;使用2kg辊轮沿极片轴向辊压6次,使极片与胶带贴合面均匀一致;
36.(3)、将极片长条未粘取一段轻轻撕开,漏出极片粘接面;将撕开端的底板固定在拉力机下方固定端;将略微撕开的极片的自然端弯折向上,夹在拉力机向上牵引端;
37.(4)、设置拉力机拉伸速度100mm/min,输入样品尺寸参数;设置剥离区间为形变量30%-70%;点击测试开始进行拉伸力测试;
38.(5)、选取拉伸力波动小于5%时作为平稳段,根据平稳段的拉力平均值除以极片宽度,得出两样品剥离强度分别为28n/m、21n/m。
39.(6)、记录剥离面形貌,判定为浆料涂层间的剥离,无圆点、颗粒等。
40.实施例2
41.本实施例提供了一种锂离子电池极片剥离强度的测试方法,包括以下步骤:
42.(1)、取某型号电池辊压后的正极片制作成为极片长条;极片长条的宽度为30mm,宽度方向分别取垂直、平行辊压两种方向;极片长条的长度为180mm;选取双面胶型号为3m stcoch 24mm宽胶带;
43.(2)、将两种样品按相同方法进行制作样品和测试:在塑料底板正面粘上双面胶,双面胶粘贴位置为底板中部,双面胶绕过边缘贴至反面,并在底板边缘粘贴平滑;剥离底板正面的双面胶,保留底面不剥离;将极片长条一面粘贴在底板正面的双面胶上,在左右方向上,保持极片两侧未粘胶余量各3mm,在上下方向上,极片长条粘取部分大于等于极片长条的一半,未粘取的部分,处于双面胶绕弯一侧,以便辊压后撕开极片时,保证极片的完整性;使用2kg辊轮沿极片轴向辊压6次,使极片与胶带贴合面均匀一致;
44.(3)、将极片长条未粘取一段轻轻撕开,漏出极片粘接面;将撕开端的底板固定在拉力机下方固定端;将略微撕开的极片的自然端弯折向上,夹在拉力机向上牵引端;
45.(4)、设置拉力机拉伸速度60mm/min,输入样品尺寸参数;设置剥离区间为形变量30%-70%;点击测试开始进行拉伸力测试;
46.(5)、选取拉伸力波动小于5%时作为平稳段,测试显示两样品剥离强度分别为48n/m、44n/m;
47.(6)、记录剥离面形貌,判定为浆料涂层间的剥离,无圆点、颗粒等。
48.实施例3
49.本实施例提供了一种锂离子电池极片剥离强度的测试方法,包括以下步骤:
50.(1)、取某型号电池辊压后的正极片制作成为极片长条;极片长条宽度为30mm,宽度方向分别取垂直、平行辊压两种方向;极片长条长度为180mm;选取双面胶型号为3m 9080 24mm宽胶带;
51.(2)、将两种样品按相同方法进行制作样品和测试:在塑料底板正面粘上双面胶,双面胶粘贴位置为底板中部,双面胶绕过边缘贴至反面,并在底板边缘粘贴平滑;剥离底板正面的双面胶,保留底面不剥离;将极片长条一面粘贴在底板正面的双面胶上,在左右方向上,保持极片两侧未粘胶余量各3mm,在上下方向上,极片长条粘取部分大于等于极片长条的一半,未粘取的部分,处于双面胶绕弯一侧,以便辊压后撕开极片时,保证极片的完整性;使用2kg辊轮沿极片轴向辊压6次,使极片与胶带贴合面均匀一致;
52.(3)、将极片长条未粘取一段轻轻撕开,漏出极片粘接面;将撕开端的底板固定在拉力机下方固定端;将略微撕开的极片的自然端弯折向上,夹在拉力机向上牵引端;
53.(4)、设置拉力机拉伸速度150mm/min,输入样品尺寸参数;设置剥离区间为形变量30%-70%;点击测试开始进行拉伸力测试;
54.(5)、选取拉伸力波动小于5%时作为平稳段,测试显示两样品剥离强度分别为9n/m、7n/m;
55.(6)、记录剥离面形貌,判定为敷料涂层与集流体间的剥离,无圆点、颗粒等。
56.以上所述实施例仅是为充分说明本发明而所举的较佳的实施例,本发明的保护范围不限于此。本技术领域的技术人员在本发明基础上所作的等同替代或变换,均在本发明的保护范围之内。本发明的保护范围以权利要求书为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。