一种大尺寸uhpc双面镂空雕花构件
技术领域
1.本实用新型属于建筑幕墙装饰技术领域,尤其涉及一种大尺寸uhpc双面镂空雕花构件。
背景技术:
2.随着建筑幕墙的发展和现代公共建筑、(超)大型建筑的需求,超高性能混凝土(ultra-high performance concrete简称uhpc)逐渐应用于建筑外墙装饰。超高性能混凝土具有超高的耐久性和超高的力学性能。与传统混凝土相比而言,uhpc是具备高强度、高密实性、极佳的耐久性及高韧性的建筑材料。可以加工成特定的规格和形状,通过艺术的形式来改变建筑外墙外观,使之具有立体感。普通uhpc构件采用模具浇筑成型,普遍为外立面单面装饰效果,要实现uhpc镂空雕花构件正反两面均为装饰面,目前尚没有研究提供成熟的解决方案。因此现在亟需研发出一种正反两面饰面的uhpc镂空雕花装饰构件制作工艺。
3.由于uhpc镂空雕花构件双面可视,中间图案错综复杂,如果釆用双面模具固定,由上方直接浇注的方式,侧压力太大,模具有可能变形,而且中间有可能由于局部不连通导致出现孔洞甚至断裂的风险。采用单面浇筑,反面人工雕刻的方法,会存在人工雕刻无法满足线条的规格以及流畅度的问题。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种大尺寸uhpc双面镂空雕花构件,以解决现有大尺寸uhpc装饰构件无法实现正反两面均为装饰面的问题。
5.为解决上述问题,本实用新型的技术方案为:
6.本实用新型的一种大尺寸uhpc双面镂空雕花构件,包括模具浇筑而成的uhpc背板和uhpc正板;
7.所述uhpc背板包括相对设置的第一雕花面和第一接合面;所述uhpc正板包括相对设置的第二雕花面和第二接合面;
8.所述第一雕花面和所述第二雕花面上均设有装饰层;
9.所述第一接合面接合于所述第二接合面,用于实现所述uhpc背板和所述uhpc正板的连接并形成构件本体;
10.所述uhpc背板的内部设有第一预埋件,所述uhpc正板的内部设有第二预埋件;所述第一接合面上设有凸起的连接件,且所述连接件与所述第一预埋件相连,用于插入所述第二接合面;
11.其中,所述uhpc背板与所述uhpc正板接合时,所述uhpc正板为半凝固状态。
12.本实用新型的大尺寸uhpc双面镂空雕花构件,所述连接件为若干钢筋爪。
13.本实用新型的大尺寸uhpc双面镂空雕花构件,所述第一预埋件和所述第二预埋件分别为预埋于所述uhpc背板内和所述uhpc正板内的螺纹钢框架。
14.本实用新型的大尺寸uhpc双面镂空雕花构件,所述uhpc背板内预埋有至少一个第
一螺母,所述uhpc正板内预埋有相对应的至少一个第二螺母;
15.所述第一螺母与所述第一预埋件相连,所述第二螺母与所述第二预埋件相连;所述第一螺母与相对应的所述第二螺母同轴线并配合形成一螺孔。
16.本实用新型的大尺寸uhpc双面镂空雕花构件,所述uhpc背板和所述uhpc正板上开设有相对应的排水孔。
17.本实用新型的大尺寸uhpc双面镂空雕花构件,所述装饰层的厚度为5mm,所述装饰层的材质为装饰混凝土。
18.本实用新型的大尺寸uhpc双面镂空雕花构件,所述构件本体的尺寸为5000*2050*200mm。
19.本实用新型由于采用以上技术方案,使其与现有技术相比具有以下的优点和积极效果:
20.本实用新型一实施例通过在将大尺寸uhpc装饰构件分为uhpc背板和uhpc正板,uhpc背板上设置第一雕花面和第一接合面,uhpc正板上设置第二雕花面和第二接合面;第一接合面内设置有第一预埋件,并且设置有用于插入第二接合面的连接件;通过第一接合面与第二接合面的结合,以及连接件插入未凝固的uhpc正板相接,即uhpc背板和uhpc正板分别浇筑,在合模时采用uhpc正板湿作业的方式,从而形成构件本体;第一雕花面和第二雕花面则分别设有装饰层,从而形成构件本体的正反两个装饰面,解决了现有大尺寸uhpc装饰构件无法实现正反两面均为装饰面的问题。相对于单面浇筑,一面采用人工雕刻的方法,操作简便,节省人工,具有良好的经济效益。相对于传统uhpc装饰构件,本实施例的大尺寸uhpc双面镂空雕花构件的建筑效果较为突出,具有良好的社会效益。
附图说明
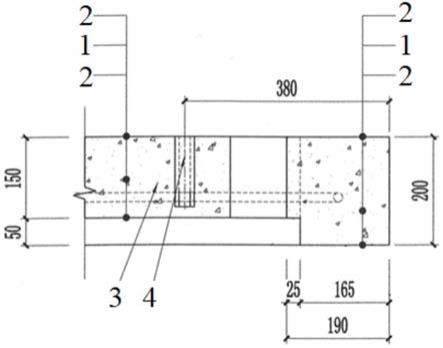
21.图1为本实用新型的大尺寸uhpc双面镂空雕花构件的横剖节点图;
22.图2为本实用新型的大尺寸uhpc双面镂空雕花构件的合模断面示意图;
23.图3为本实用新型的大尺寸uhpc双面镂空雕花构件的制作方法示意图。
24.附图标记说明:1:构件本体;101:uhpc背板;102:uhpc正板;2:装饰层;3:螺纹钢框架;4:内螺纹管;5:合模线;6:溢流槽。
具体实施方式
25.以下结合附图和具体实施例对本实用新型提出的一种大尺寸uhpc双面镂空雕花构件作进一步详细说明。根据下面说明和权利要求书,本实用新型的优点和特征将更清楚。
26.实施例一
27.参看图1和图2,在一个实施例中,一种大尺寸uhpc双面镂空雕花构件,包括模具浇筑而成的uhpc背板101和uhpc正板102。
28.uhpc背板101包括相对设置的第一雕花面和第一接合面。uhpc正板102包括相对设置的第二雕花面和第二接合面。第一雕花面和第二雕花面上均设有装饰层2。
29.第一接合面接合于第二接合面,用于实现uhpc背板101和uhpc正板102的连接并形成构件本体1。uhpc背板101的内部设有第一预埋件,uhpc正板102的内部设有第二预埋件。第一接合面上设有凸起的连接件,且连接件与第一预埋件相连,用于插入第二接合面。
30.其中,uhpc背板101与uhpc正板102接合时,uhpc正板102为半凝固状态。
31.本实施例通过在将大尺寸uhpc装饰构件分为uhpc背板101和uhpc正板102,uhpc背板101上设置第一雕花面和第一接合面,uhpc正板102上设置第二雕花面和第二接合面。第一接合面内设置有第一预埋件,并且设置有用于插入第二接合面的连接件。通过第一接合面与第二接合面的结合,以及连接件插入未凝固的uhpc正板102相接,即uhpc背板101和uhpc正板102分别浇筑,在合模时采用uhpc正板102湿作业的方式,从而形成构件本体1。第一雕花面和第二雕花面则分别设有装饰层2,从而形成构件本体1的正反两个装饰面,解决了现有大尺寸uhpc装饰构件无法实现正反两面均为装饰面的问题。相对于单面浇筑,一面采用人工雕刻的方法,操作简便,节省人工,具有良好的经济效益。相对于传统uhpc装饰构件,本实施例的大尺寸uhpc双面镂空雕花构件的建筑效果较为突出,具有良好的社会效益。
32.下面对本实施例的大尺寸uhpc双面镂空雕花构件的具体结构进行进一步说明:
33.在本实施例中,连接件为若干钢筋爪。第一预埋件和第二预埋件分别为预埋于uhpc背板101内和uhpc正板102内的螺纹钢框架3。在浇筑前,预先在对应的模具内埋入螺纹钢框架3,再进行uhpc材料的浇筑。其中,uhpc背板101的制作过程中,还需将钢筋爪在浇筑前预埋至模具内,可以是固定的设置在螺纹钢框架3上。
34.进一步地,uhpc背板101内预埋有至少一个第一螺母,uhpc正板102内预埋有相对应的至少一个第二螺母。第一螺母和第二螺母分别与对应的螺纹钢框架3固定连接,且第一螺母与相对应的第二螺母同轴线并配合形成一螺孔。具体地,可以在uhpc背板101和uhpc正板102上分别设置对应的八个第一螺母和八个第二螺母,第一螺母和第二螺母均分别沿厚度方向穿设于uhpc背板101和uhpc正板102;在uhpc背板101与uhpc正板102拼接成型时,第一螺母分别与对应的第二螺母配合形成一可与外部螺纹件螺纹连接的螺孔。螺孔与外部螺纹件连接后,即可通过外部螺纹件来实现与建筑或楼体的连接。
35.在其他实施例中,第一螺母和第二螺母也可采用内螺纹管4,具体到本实施例的构件中,可采用m24不锈钢内螺纹管4。
36.在本实施例中,uhpc背板101和uhpc正板102的下方可开设有相对应的排水孔,用于将构件本体1与楼体之间形成的空隙之间的水排出。
37.在本实施例中,构件本体1的尺寸为5000*2050*200mm,装饰层2的材质为装饰混凝土,装饰层2的厚度可为5mm。即uhpc背板101和uhpc正板102结合后的厚度为190mm,加上两侧的装饰层2厚度5mm后即为200mm。uhpc抗压强度≥120mpa,抗折强度≥20mpa。
38.实施例二
39.参看图3,本实施例提供了一种大尺寸uhpc双面镂空雕花构件制作工艺,用于制作上述实施例一中的大尺寸uhpc双面镂空雕花构件,具体步骤如下:
40.步骤s1:制作与uhpc背板101和uhpc正板102对应的上片模具和下片模具。
41.步骤s2:在上片模具内制备uhpc背板101并脱模。
42.步骤s201:在上片模具内喷射装饰层2。
43.步骤s202:在上片模具内预埋第一预埋件和连接件。
44.步骤s203:浇筑uhpc材料,成型后脱模。
45.步骤s3:在下片模具内喷射装饰层2,再浇筑uhpc材料后,将uhpc背板101吊装至下片模具上方并合模。
46.步骤s301:浇筑uhpc材料至合模线5预留的溢流槽6瞎眼,找平高度。
47.步骤s302:缓慢吊挂uhpc背板101向下对齐,找准合模卡具位置。
48.步骤s303:确认无误后松开吊链,让uhpc背板101压在uhpc正板102上,固定卡具螺母,局部厚度可用薄垫片微调,观察溢流槽6状态,确保所有溢流槽6均匀挤出湿料,包括四边。
49.步骤s304:检查,局部溢流不足时局部灌浆。
50.步骤s4:整体脱模。
51.下面对本实施例的制作方法进行进一步展开说明:
52.在本实施例中,步骤s1具体可为以业主和设计师签字确认的图纸为准,三维建模,小样确认后开始雕刻模具。模具由上、下、左、右共四片组合完成,合模时上下预留15mm挡边。上下片必须在同一台雕刻机上完成,上片厚度195mm,下片厚度120mm,eps采用容重20kg/m3的材料。雕刻完成后标号归类,运输时必须做好保护措施。围挡模具:边围挡采用18号槽钢,按照长度尺寸切割、打磨并调直,下边打孔固定在平台上,长边和短边必须用斜撑固定,对角线误差控制≤2mm。长边围挡打定位孔,每套围挡制作四根80*100mm不等边的预埋螺母的拉撑并编号固定。
53.其中,边围挡采用18号槽钢,按照长度尺寸切割、打磨并调直,下边打孔固定在平台上,长边和短边必须用斜撑固定,对角线误差控制≤2mm。长边围挡打定位孔,每套围挡制作四根80*100mm不等边的预埋螺母的拉撑并编号固定。
54.在本实施例的步骤s1和步骤s2之间,还可包括步骤s5:镂空雕花构件浆料配制,按照配比严格控制配料计量,骨料误差控制在
±
0.5%以内,保证每100kg uhpc拌合料中水不得超过9.5kg。两台搅拌机同时作业,叉车和行车提前准备好。搅拌时间5-10分钟,搅拌要均匀,按照规定物料顺序添加,不锈钢纤维要均匀添加。不锈钢拌合料搅拌之后搅拌装饰层2拌合料,必须冲洗搅拌机和储料罐。
55.在本实施例的步骤s2和步骤s3中,装饰层2制作采用喷射工艺。喷射要均匀,厚度控制在5mm。个别地方可人工用抹子压实找平。
56.在本实施例的步骤s3具体为:提前固定好预埋的第一螺母、第二螺母和预埋的两套螺纹钢框架3,上下两片分别预埋一套螺纹钢框架3,下片螺纹钢与预埋螺母同通过穿孔的方式连接在一起,并预留钢筋爪。先制作uhpc背板101,脱模后用支撑大角钢通过第一螺母固定,支撑角板朝上用于吊挂,第一接合面朝下,待用。
57.制作uhpc正板102时先喷射装饰层2料,找平后浇筑结构层不锈钢拌合料,浇筑到预定高度后,将uhpc背板101吊运过来找准方向合模,注意排水孔对齐。上下两片合模时要控制八个预埋螺母处的高度以及四个角的高度,确保一致后固定。反复检查四角及各边的平整度,确认无误后松开吊链,让后片压在正片上,固定卡具螺母,局部厚度可用薄垫片微调,观察溢流槽6状态,确保所有溢流槽6均匀挤出湿料,包括四边。检查,局部溢流不足时局部灌浆。
58.在本实施例中,在步骤s3和步骤s4之间还可包括步骤s6:养护,浇筑完成后先用薄膜覆盖,四边压实。检查并开启热风机,然后安装苫布支架,覆盖苫布,确保棚内温度在40-50摄氏度之间。
59.在本实施例中,在步骤s4中,构件强度达标后可以脱模,用四根不等边支撑角钢固
定预埋螺母并吊装转运至剔凿车间。小心脱掉苯板模具,放平后雕刻师傅进行表面处理,去掉错台和接缝处多余的部分,用雕刻机处理和修缮装饰效果。双面处理后制品立起,继续用雕刻机处理细部。全部结束后喷砂处理。
60.在步骤s4后,还可包括步骤s7:镂空雕花构件表面修补,喷砂处理后开始修补处理。用装饰层2拌合料修补,养护强度达标后对修补处喷砂处理,再次和反复修补及喷砂,直到基本完成。表面喷石材保护剂,要喷均匀,颜色一致。
61.通过本实施例的制作方法,通过汽车吊、手拉葫芦的使用大大减少了施工人员的投入,功效得到了大幅提升。大尺寸uhpc双面镂空雕花构件的制作相对于传统石材浮雕外墙面施工节约了施工工期50%(10天)。
62.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于上述实施方式。即使对本实用新型作出各种变化,倘若这些变化属于本实用新型权利要求及其等同技术的范围之内,则仍落入在本实用新型的保护范围之中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。