一种圆柱电池次品检测装置
【技术领域】
1.本实用新型涉及圆柱电池制造领域,尤其涉及一种圆柱电池次品检测装置。
背景技术:
2.目前,在圆柱电池制造过程中,需要用到预封、封口设备对电池的钢壳进行封口操作,而在封口时,会受到前工序滚槽工艺不稳定的影响以及封口设备模具磨损、设备使用过程中产生污物等情况导致的电池封口夹边报废。现有设备没有夹边自动检测及自动停机功能,完全靠人工发现异常和干预停机,可控性差,往往发现时已经产生大量不良报废品,从而造成批量报废,给企业造成经济损失。
3.鉴于此,实有必要提供一种圆柱电池次品检测装置以克服上述缺陷。
技术实现要素:
4.本实用新型的目的是提供一种圆柱电池次品检测装置,自动化控制,无需人工干预,及时发现不良品,避免批量报废,降低经济损失。
5.为了实现上述目的,本实用新型提供一种圆柱电池次品检测装置,包括成流水线传输的圆柱电池、气缸、外径检测装置和高度感应器,所述气缸设于所述圆柱电池的正上方,所述气缸的伸缩轴竖直向下设置,所述外径检测装置连接于所述气缸的伸缩轴的下端,所述高度感应器设于所述气缸的外壁上,所述外径检测装置的下端设有一个凹型模腔,所述凹型模腔设为适配于所述圆柱电池上端的形状,且所述凹型模腔可向下罩设于所述圆柱电池的上端,使所述圆柱电池的上端与所述凹型模腔之间形成不大于0.05毫米的间隙。
6.在一个优选实施方式中,所述外径检测装置设为圆柱形。
7.在一个优选实施方式中,所述气缸的外壁设有安装槽,所述高度感应器设于所述安装槽内。
8.在一个优选实施方式中,所述安装槽的下端开口向下延伸至所述气缸的下端面,且所述安装槽向下垂直正对所述外径检测装置的上端面。
9.在一个优选实施方式中,还包括电池定位夹,所述电池定位夹用于从所述圆柱电池的一侧固定所述圆柱电池。
10.在一个优选实施方式中,所述电池定位夹上设有门框形的夹槽,且所述夹槽的开口一侧朝向所述圆柱电池。
11.在一个优选实施方式中,还包括驱动机构,所述驱动机构用于推动所述电池定位夹朝向所述圆柱电池移动以固定所述圆柱电池以及拉动所述电池定位夹背向所述圆柱电池移动以从所述圆柱电池上脱离。
12.在一个优选实施方式中,所述驱动机构设为驱动气泵。
13.本实用新型提供的圆柱电池次品检测装置,通过外径检测装置罩设所述圆柱电池的上端的方式,由于外径检测装置上的凹型模腔的尺寸刚好适配于所述圆柱电池的上端的尺寸,当圆柱电池在封口时受到前工序滚槽工艺不稳定的影响以及封口设备模具磨损、设
备使用过程中产生污物等情形时,就会影响外径检测装置使其无法罩住圆柱电池的上端,从而发现此不良品;同时,高度感应器检测到此时距离外径检测装置的距离从而判断出现异常,发出信号控制流水线传输停止。本实用新型通过采用自动化控制,无需人工干预,及时发现不良品,避免批量报废,降低经济损失。
【附图说明】
14.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
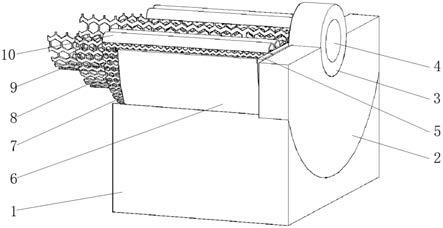
15.图1为本实用新型提供的一种圆柱电池次品检测装置的结构视图;
16.图中标号:1、圆柱电池;2、气缸;3、外径检测装置;4、高度感应器;5、凹型模腔;6、安装槽;7、电池定位夹。
【具体实施方式】
17.为了使本实用新型的目的、技术方案和有益技术效果更加清晰明白,以下结合附图和具体实施方式,对本实用新型进行进一步详细说明。应当理解的是,本说明书中描述的具体实施方式仅仅是为了解释本实用新型,并不是为了限定本实用新型。
18.还应当理解,在此本实用新型说明书中所使用的术语仅仅是出于描述特定实施例的目的而并不意在限制本实用新型。如在本实用新型说明书和所附权利要求书中所使用的那样,除非上下文清楚地指明其它情况,否则单数形式的“一”、“一个”及“该”意在包括复数形式。
19.还应当进一步理解,在本实用新型说明书和所附权利要求书中使用的术语“和/或”是指相关联列出的项中的一个或多个的任何组合以及所有可能组合,并且包括这些组合。
20.在本实用新型的实施例中,如图1所示,首先提供一种圆柱电池次品检测装置,包括成流水线传输的圆柱电池1、气缸2、外径检测装置3和高度感应器4,所述气缸2设于所述圆柱电池1的正上方,所述气缸2的伸缩轴竖直向下设置,所述外径检测装置3连接于所述气缸2的伸缩轴的下端,所述高度感应器4设于所述气缸2的外壁上,所述外径检测装置3的下端设有一个凹型模腔5,所述凹型模腔5设为适配于所述圆柱电池1上端的形状,且所述凹型模腔5可向下罩设于所述圆柱电池1的上端,使所述圆柱电池1的上端与所述凹型模腔5之间形成不大于0.05毫米的间隙。
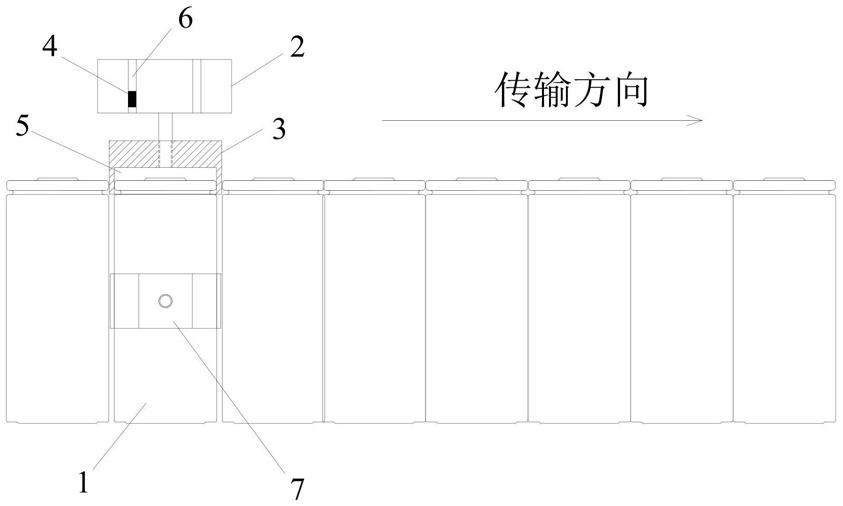
21.实际应用时,该圆柱电池1次品检测装置设置在封口机出料口处,从封口机出来的圆柱电池1落到流水线上连续传输。利用气缸2的伸缩驱动外径检测装置3的上下运动。当良品电池通过时,气缸2下压行程正常,高度感应器4有信号,机器连续工作;当次品电池通过时,气缸2下压完整行程无法完成,高度感应器4无信号,控制封口设备自动停机并报警。
22.其中,所述高度感应器4设置在气缸2的外壁,它可以向下发送信号到下方的外径检测装置3上,且设置了有效的检查距离,当距离达到有效范围时,能够检测到信号,当距离小于有效范围时,怎无法检测到信号。应用在本实施例中,当气缸2下压行程正常时,外径检
测装置3下压到最低处与所述高度感应器4之间的距离设为该高度感应器4的有效检测距离,此时高度感应器4检测有信号;当气缸2下压完整行程无法完成时,外径检测装置3无法下压到最低处,此时外径检测装置3与所述高度感应器4之间的距离更小且设为无效的检测距离,此时高度感应器4检测无信号。
23.在一个优选实施方式中,所述外径检测装置3设为圆柱形。
24.在一个优选实施方式中,所述气缸2的外壁设有安装槽6,所述高度感应器4设于所述安装槽6内。
25.在一个优选实施方式中,所述安装槽6的下端开口向下延伸至所述气缸2的下端面,且所述安装槽6向下垂直正对所述外径检测装置3的上端面。
26.在一个优选实施方式中,还包括电池定位夹7,所述电池定位夹7用于从所述圆柱电池1的一侧固定所述圆柱电池1。
27.在一个优选实施方式中,所述电池定位夹7上设有门框形的夹槽,且所述夹槽的开口一侧朝向所述圆柱电池1。
28.在一个优选实施方式中,还包括驱动机构,所述驱动机构用于推动所述电池定位夹7朝向所述圆柱电池1移动以固定所述圆柱电池1以及拉动所述电池定位夹7背向所述圆柱电池1移动以从所述圆柱电池1上脱离。
29.在一个优选实施方式中,所述驱动机构设为驱动气泵。
30.综上所述,本实用新型提供的圆柱电池次品检测装置,通过外径检测装置3罩设所述圆柱电池1的上端的方式,由于外径检测装置3上的凹型模腔5的尺寸刚好适配于所述圆柱电池1的上端的尺寸,当圆柱电池1在封口时受到前工序滚槽工艺不稳定的影响以及封口设备模具磨损、设备使用过程中产生污物等情形时,就会影响外径检测装置3使其无法罩住圆柱电池1的上端,从而发现此不良品;同时,高度感应器4检测到此时距离外径检测装置3的距离从而判断出现异常,发出信号控制流水线传输停止。本实用新型通过采用自动化控制,无需人工干预,及时发现不良品,避免批量报废,降低经济损失。
31.本实用新型并不仅仅限于说明书和实施方式中所描述,因此对于熟悉领域的人员而言可容易地实现另外的优点和修改,故在不背离权利要求及等同范围所限定的一般概念的精神和范围的情况下,本实用新型并不限于特定的细节、代表性的设备和这里示出与描述的图示示例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。