1.本实用新型涉及固井技术领域,具体地涉及一种陆地干混站全自动混拌系统。
背景技术:
2.固井水泥是一种专用于油井、气井固井工程、由多种材料混合而成的水泥。根据油气井固井的深度及油层不同,水泥的材料比例也会进行相应的调整。目前固井水泥材料分:重晶石粉、g级水泥、粉煤灰、轻珠,化学添加剂等。固井水泥的主要生产方式为:根据固井所需水泥密度,将多种材料按照相应的比例在专用灰罐内进行混合。固井用水泥灰罐内混合方式为:根据所需水泥类型,将材料按照比例配置好后通过气力输送设备输送至灰罐内,在灰罐内通过进气口输送压缩空气将罐内物料沸腾,达到混拌效果。
3.目前气力输送的进气、排空、进料、出料阀门控制及重量控制都由人工完成,且一个固井公司存在多个灰罐,操作者需要反复多次的操作阀门。人工操作混拌罐的过程所用时间较长,效率低,且需要专人值守混拌罐。
技术实现要素:
4.本实用新型的目的在于提供一种陆地干混站全自动混拌系统,以解决现有技术中陆地散料混拌用灰罐需人工反复操作及混拌效率低的问题。
5.本实用新型解决其技术问题所采取的技术方案是:
6.一种陆地干混站全自动混拌系统,包括混拌罐、plc系统、称重传感器、压力传感器、现场称重显示仪表、气动阀门和组态系统;所述混拌罐包括两个,即混拌罐a和混拌罐b,相邻混拌罐之间通过设有管道混合器的输灰管线连接,管道混合器能够增强混拌物料的均匀性;每个混拌罐上均配备有称重传感器、压力传感器、现场称重显示仪表和气动阀门;所述称重传感器、压力传感器的输出端与plc系统的输入端连接;所述plc系统与气动阀门双向连接;所述现场称重显示仪表的输入端与称重传感器的输出端连接;所述组态系统与plc系统双向连接。
7.进一步的,所述plc系统为全自动混拌系统提供信号采集、逻辑处理、数据运算,plc系统为全自动混拌系统的核心。
8.进一步的,所述气动阀门通过plc系统给出的动作控制进气、排空、进料、出料等动作,具体的,所述气动阀门包括混拌罐a的进气阀a、水泥进料阀、排空阀a、添加剂进料阀、出料阀a;混拌罐b的进气阀b、倒料阀、排空阀b、出料阀b等,所述出料阀a和倒料阀分别设置在管道混合器的两侧。
9.进一步的, 所述进气阀a与混拌罐a之间设置有止回阀a;进气阀b与混拌罐b之间设置有止回阀b,用于进气时防止物料返回。
10.进一步的,所述组态系统包括均与plc系统双向连接的自动进料模块、自动混拌模块和显示模块,所述自动进料模块通过plc系统控制气动阀门的开关,实现混拌罐a的进料过程;所述自动混拌模块通过plc系统控制气动阀门的开关,实现混拌过程;显示模块显示
罐内物料重量、当日进灰量报表显示、打印。
11.进一步的,所述组态系统还包括报警模块,报警模块用于罐内重量报警、罐内压力报警。
12.本实用新型的技术效果:
13.与现有技术相比,本实用新型的一种陆地干混站全自动混拌系统,通过plc系统与组态系统的控制实现了对若干个灰罐的进料、混拌、排料、进气、排空等操作,并通过将现场称重显示仪表直接安装在罐体上进行显示,整体实现自动化操作,方便快捷,大大提高了工作效率。
附图说明
14.图1为本实用新型的结构框图;
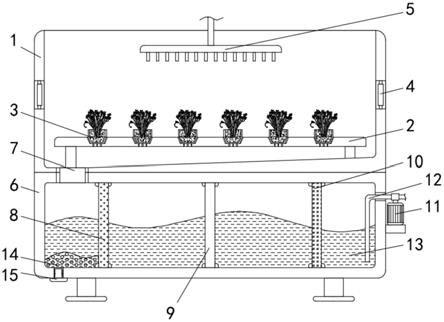
15.图2为本实用新型实施例1的两个混拌罐结构示意图。
16.其中,混拌罐a1、混拌罐b2、水泥进料阀101、添加剂进料阀102、排空阀a103、止回阀a104、进气阀a105、出料阀a106、管道混合器201、倒料阀202、排空阀b203、止回阀b204、进气阀b205、出料阀b206。
具体实施方式
17.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
18.实施例1:
19.本实施例涉及的一种陆地干混站全自动混拌系统,包括混拌罐、plc系统、称重传感器、压力传感器、现场称重显示仪表、气动阀门和组态系统;所述混拌罐包括两个,即混拌罐a1和混拌罐b2,相邻混拌罐之间通过设有管道混合器201的输灰管线连接,管道混合器201能够增强混拌物料的均匀性;每个混拌罐上均配备有称重传感器、压力传感器、现场称重显示仪表和气动阀门;所述称重传感器、压力传感器的输出端与plc系统的输入端连接;所述plc系统与气动阀门双向连接;所述现场称重显示仪表的输入端与称重传感器的输出端连接;所述组态系统与plc系统双向连接。
20.所述plc系统为全自动混拌系统提供信号采集、逻辑处理、数据运算,plc系统为全自动混拌系统的核心。
21.所述气动阀门通过plc系统给出的动作控制进气、排空、进料、出料等动作,具体的,所述气动阀门包括混拌罐a1的进气阀a105、水泥进料阀101、排空阀a103、添加剂进料阀102、出料阀a106;混拌罐b的进气阀b205、倒料阀202、排空阀b203、出料阀b206等,所述出料阀a106和倒料阀202分别设置在管道混合器201的两侧。
22.所述进气阀a105与混拌罐a1之间设置有止回阀a104;进气阀b205与混拌罐b2之间设置有止回阀b204,用于进气时防止物料返回。
23.所述组态系统包括均与plc系统双向连接的自动进料模块、自动混拌模块和显示模块,所述自动进料模块通过plc系统控制气动阀门的开关,实现混拌罐a1的进料过程;所述自动混拌模块通过plc系统控制气动阀门的开关,实现混拌过程;显示模块显示罐内物料重量、当日进灰量报表显示、打印。
24.所述组态系统还包括报警模块,报警模块用于罐内重量报警,罐内压力报警。
25.所述称重传感器用于计量混拌罐内物料的重量,进而精确控制物料的进料量,混拌罐内重量上限报警;所述压力传感器用于测量混拌罐内气力混拌的气源压力,混拌罐内压力上限报警;所述现场称重显示仪表将称重传感器测量的重量显示于罐体上,便于现场操作者观看罐体重量。
26.工作原理:
27.混拌罐a1进料过程:点击组态系统中的自动进料,通过自动进料模块控制plc系统数字量输出,依次打开混拌罐a1的排空阀a103,首先打开混拌罐a1的水泥进料阀101,开始进水泥,称重传感器检测混拌罐a1内进灰重量,并通过现场称重显示仪表显示,同时将重量模拟量值传输至plc系统,plc系统传送数据至组态系统,然后再打开混拌罐a1的添加剂进料阀102开始进添加剂(外掺料),两种物料可多次间隔打进混拌罐a1,当达到组态系统设置的混拌罐a1所需该批混拌的重量时,组态系统的自动进料模块控制plc系统模拟量输出,依次关闭水泥进料阀101或添加剂进料阀102及排空阀a103,进料过程结束,进入混拌过程。
28.混拌过程:点击组态系统中的自动混拌,通过自动混拌模块控制plc系统输出打开混拌罐a1进气阀a105,通过压力变送器检测混拌罐a1内气压状况,将压力变送器4-20ma信号传送至plc系统,组态系统设置有混拌罐a1的压力上限,当plc系统所测量的压力值到达组态系统的设置的混拌罐a1压力设置时,plc系统关闭混拌罐a1的进气阀a105,打开两混拌罐之间的出料阀a106和倒料阀202,打开混拌罐b2的排空阀b203。
29.混拌罐a1内的混拌料通过输灰管线进入混拌罐b2内,混拌罐b2的重量传感器检测混拌罐b2内进料重量并通过现场称重显示仪表显示于罐体称重仪表箱,同时将重量模拟量值传输至plc系统,plc系统传送数据至组态系统,当达到组态系统设置的混拌罐b2所需重量时,组态系统控制plc系统模拟量输出依次关闭倒料阀206,关闭排空阀b203。
30.组态系统中设置有混拌次数,混拌次数可设置混拌过程中自动两个混拌罐之间来回打灰的次数,奇数设置从混拌罐a1到混拌罐b2,偶数设置从混拌罐a1到混拌罐b2再由混拌罐b2到混拌罐a1。
31.上述具体实施方式仅是本实用新型的具体个案,本实用新型的专利保护范围包括但不限于上述具体实施方式的产品形态和式样,任何符合本实用新型权利要求书且任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应落入本实用新型的专利保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。