1.本实用新型涉及木工机械技术领域,具体地说是一种用于自动上木、定心、旋切、堆垛的原木自动定心装置。
背景技术:
2.众所周知,为了节省木材资源,提高木材的利用率,人们发明了胶合人造板,在生产单板时需找出原木段的轴心线,即找出原木段两端面的定心点,然后卡住定心点进行切削加工,在定心过程中,通常是先通过人工操作起吊装置将吨位重、直径粗大的原木起吊到旋切机上进行找圆、定心、旋切,旋切前的找圆和定心时间,导致单板旋切工作效率低,并且由于找圆是借用旋切机,定心靠人眼、靠经验,存在偏差,容易增加废板皮减少合格品。
技术实现要素:
3.本实用新型为了解决上述现有技术的实质性不足,提供一种结构紧凑、定心精确、工作效率高、单板合格率高的原木自动定心装置。
4.本实用新型解决上述技术问题采用的技术手段是:
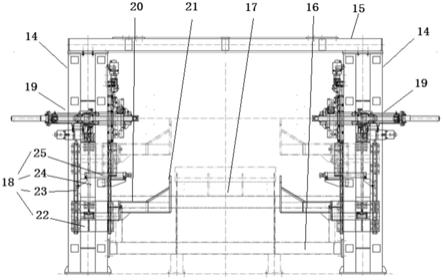
5.一种原木自动定心装置,其特征在于包括立柱14、顶梁15、底梁16、v形接木槽17、粗定心装置18和精定心装置19,所述顶梁15位于底梁16上方,所述顶梁15和底梁16两端分别与立柱14固定连接,所述底梁16中间固定设有v形接木槽17,所述v形接木槽17两侧的立柱14上分别设有粗定心装置18,所述粗定心装置18镜像设置,所述粗定心装置18上方的两个立柱14上分别镜像设有精定心装置19,所述粗定心装置18和精定心装置19分别经控制装置控制,以利于通过v形接木槽17接收原木,通过控制装置控制粗定心装置18对原木上移并对中,当对中后的原木继续上移至两个精定心装置19中间,通过精定心装置19对原木进行夹紧、并通过控制装置控制原木自动定心装置旋转并采集原木轮廓信息,再根据采集信息自动调整原木两端点x向、y向的位置,进而达到了自动进行原木两端原点位定心调整的作用。
6.本发明所述粗定心装置18包括原木移动架20、原木支撑架21、升降滑块22、升降滑轨23、原木升降驱动装置24、原木对中装置25、原木落料信号开关(图中未示出)和对射信号开关(图中未示出),所述原木落料信号开关和对射信号开关分别固定在立柱14上,且两个对射信号开关分别位于两个立柱上,以利于检测对原木两端的直径信息,所述原木升降驱动装置24、原木对中装置25、原木落料信号开关和对射信号开关分别与控制装置连接,所述立柱14上固定有升降滑轨23、原木升降驱动装置24和原木对中装置25,升降滑块22与升降滑轨23滑动连接,所述原木移动架20经原木升降驱动装置24驱动上下移动,所述原木移动架20一端与升降滑块22固定连接,所述原木移动架20一端两侧与升降滑轨23滑动连接,另一端上端固定有原木支撑架21,所述原木支撑架21上端呈v型,以利于对原木进行支撑定位,两个立柱14上镜像设有原木对中装置25,所述原木对中装置25经控制装置控制,当原木落在v形接木槽17中时,原木落料信号开关将原木到位信息上传至控制装置,控制装置即指
令原木对中装置动作,对原木进行对中处理,对中后,原木对中装置回位,控制装置再指令原木升降驱动装置24动作,带动原木支撑架21支撑原木上移,在上移过程中,通过对射信号开关感应原木两端的直径信息并上传至控制装置,控制装置即时根据左端原木的直径信息调整左立柱上的原木升降驱动装置的行程,同时,根据右端原木的直径信息调整右立柱上的原木升降驱动装置的行程,以此达到粗定位原木两端的原点位置。
7.本发明所述精定心装置19包括滑台座26、十字滑板27、水平板28、水平直线导轨副29、x向伺服电机30、垂直直线导轨副31、y向伺服电机32、水平滚珠丝杠副33、垂直滚珠丝杠副34、水平丝母35、垂直丝母36、卡轴装置37、原木图像采集装置(图中未示出)和原木精定位对射开关(图中未示出),所述x向伺服电机30、y向伺服电机32和卡轴装置37、原木图像采集装置和原木精定位对射开关分别与控制装置电连接,所述原木图像采集装置固定在顶梁上,所述原木精定位对射开关固定在立柱14上,所述滑台座26中心设有卡轴穿孔,所述滑台座26一侧面与立柱14固定连接,另一侧面经垂直直线导轨副31与十字滑板27一侧面设有的垂直滑道滑动连接,所述滑台座26上端固定有y向伺服电机32,所述垂直滚珠丝杠副34经轴承、轴承座与滑台座26固定连接,所述垂直滚珠丝杠副34与y向伺服电机32的输出轴固定连接,所述垂直滚珠丝杠副34与垂直丝母36螺纹连接,所述十字滑板27中心设有可以使得卡轴40在x轴、y轴方向移动的通孔,所述十字滑板27一侧与垂直丝母36固定连接,所述十字滑板27另一侧面经水平直线导轨副29与水平板28上的水平滑道滑动连接,所述十字滑板27上固定有x向伺服电机30,所述水平直线导轨副29间设有水平滚珠丝杠副33和水平丝母35,所述水平滚珠丝杠副33与水平丝母35螺纹连接,所述水平滚珠丝杠副33经轴承、轴承座与十字滑板27固定连接,所述水平滚珠丝杠副33端部与x向伺服电机30输出轴固定连接,所述水平丝母35与水平板28固定连接,所述水平板28中心设有能够固定安装卡轴装置37的固定孔,所述卡轴装置37是由前轴套38、后轴套39、卡轴40、卡盘41、滑动轴承42、前轴承座43、后轴承44、后轴承座45、从动轮46、主动轮47、卡轴旋转伺服电机48、卡轴轴向移动气缸49、限位销50、闷盖51、法兰52和前轴承53组成,所述前轴套38前部依次活动穿过滑台座26上的卡轴40穿孔、十字滑板27上的通孔、固定穿过水平板28上的固定孔并经固定架与水平板28固定连接,后端经轴承座与后轴套39固定连接,所述前轴套38、前轴承座43和后轴套39同轴依次连接,所述后轴套39上端轴向设有导向通槽,所述卡轴40前端与卡盘41固定连接,后部依次穿过所述前轴套38、前轴承座43、其后端经后轴套39内的后轴承44、后轴承座45与闷盖51固定连接,所述卡轴40与固定在前轴套38上的滑动轴承42滑动连接,所述卡轴40上轴向设有导向键73,所述卡轴40与前轴承座43间设有从动轮46,所述限位销50活动穿过导向通槽、其下端与后轴承座45固定连接,所述从动轮46内孔和键槽与卡轴40和导向键轴向滑动连接、径向经导向键固定连接,外周两端分别经前轴承53与前轴承座43固定连接,所述从动轮46经传动装置穿过前轴承座43下端设有的通孔与固定在后轴套39上的卡轴旋转伺服电机48的输出轴上的主动轮47相连接,所述卡轴旋转伺服电机48经控制装置控制,所述卡轴轴向移动气缸49固定在后轴套39后端,所述卡轴轴向移动气缸49的伸缩杆穿过后轴套39后端、经法兰52与闷盖51固定连接,所述卡轴轴向移动气缸49经控制装置控制。
8.本实用新型由于采用上述工艺和结构,具有结构紧凑、定心精确、工作效率高、单板合格率高等优点。
附图说明
9.图1是本实用新型的结构示意图。
10.图2是图1的左视图。
11.图3是图2的俯视图。
12.图4是本发明精定心装置的主视图。
13.图5是图4的右视图的剖视图。
14.图6是图4的俯视图。
15.图7是本发明卡轴装置的结构示意图。
16.附图标记:立柱14、顶梁15、底梁16、v形接木槽17、粗定心装置18 、精定心装置19、
17.原木移动架20、原木支撑架21、升降滑块22、升降滑轨23、原木升降驱动装置24、原木对中装置25、滑台座26、十字滑板27、水平板28、水平直线导轨副29、水平伺服电机30、垂直直线导轨副31、垂直伺服电机32、水平滚珠丝杠副33、垂直滚珠丝杠副34、水平丝母35、垂直丝母36、卡轴装置37、前轴套38、后轴套39、卡轴40、卡盘41、滑动轴承42、前轴承座43、后轴承44、后轴承座45、从动轮46、主动轮47、卡轴旋转伺服电机48、卡轴轴向移动油缸49、限位销50、闷盖51、法兰52、前轴承53。
具体实施方式
18.下面结合附图和实施例对本实用新型进行说明。
19.如附图所示,一种原木自动定心装置,其特征在于包括立柱14、顶梁15、底梁16、v形接木槽17、粗定心装置18和精定心装置19,所述顶梁15位于底梁16上方,所述顶梁15和底梁16两端分别与立柱14固定连接,所述底梁16中间固定设有v形接木槽17,所述v形接木槽17两侧的立柱14上分别设有粗定心装置18,所述粗定心装置18镜像设置,所述粗定心装置18上方的两个立柱14上分别镜像设有精定心装置19,所述粗定心装置18和精定心装置19分别经控制装置控制,以利于通过v形接木槽17接收原木,通过控制装置控制粗定心装置18对原木对中并上移实现粗定心,粗定心后的原木继续上移至两个精定心装置19中间,再通过精定心装置19对原木进行夹紧、并通过控制装置控制原木自动定心装置旋转并采集原木轮廓信息,再根据采集轮廓信息自动调整原木两端点x向、y向的位置,进而达到了自动进行原木两端原点位定心调整的作用,本实用新型所述控制装置采用plc控制器,以利于通过程序自动控制。
20.本发明所述粗定心装置18包括原木移动架20、原木支撑架21、升降滑块22、升降滑轨23、原木升降驱动装置24、原木对中装置25、原木落料信号开关(图中未示出)和对射信号开关(图中未示出),所述原木落料信号开关和对射信号开关分别固定在立柱14上,且两个对射信号开关分别位于两个立柱上,以利于检测对原木两端的直径信息,所述原木升降驱动装置24、原木对中装置25、原木落料信号开关和对射信号开关分别与控制装置连接,所述立柱14上固定有升降滑轨23、原木升降驱动装置24和原木对中装置25,升降滑块22与升降滑轨23滑动连接,所述原木移动架20经原木升降驱动装置24驱动上下移动,所述原木移动架20一端与升降滑块22固定连接,所述原木移动架20一端两侧与升降滑轨23滑动连接,另一端上端固定有原木支撑架21,所述原木支撑架21上端呈v型,以利于对原木进行支撑定位,两个立柱14上镜像设有原木对中装置25,所述原木对中装置25经控制装置控制,当原木
落在v形接木槽17中时,原木落料信号开关将原木到位信息上传至控制装置,控制装置即指令原木对中装置动作,对原木进行对中处理,对中后,原木对中装置回位,控制装置再指令原木升降驱动装置24动作,带动原木支撑架21支撑原木上移,在上移过程中,通过对射信号开关感应原木两端的直径信息并上传至控制装置,控制装置即时根据左端原木的直径信息调整左立柱上的原木升降驱动装置的行程,同时,根据右端原木的直径信息调整右立柱上的原木升降驱动装置的行程,以此达到粗定位原木两端的原点位置。
21.本发明所述精定心装置19包括滑台座26、十字滑板27、水平板28、水平直线导轨副29、x向伺服电机30、垂直直线导轨副31、y向伺服电机32、水平滚珠丝杠副33、垂直滚珠丝杠副34、水平丝母35、垂直丝母36、卡轴装置37、原木图像采集装置(图中未示出)和原木精定位对射开关(图中未示出),所述x向伺服电机30、y向伺服电机32和卡轴装置37、原木图像采集装置和原木精定位对射开关分别与控制装置电连接,所述原木图像采集装置固定在顶梁上,所述原木精定位对射开关固定在立柱14上,所述滑台座26中心设有卡轴穿孔,所述滑台座26一侧面与立柱14固定连接,另一侧面经垂直直线导轨副31与十字滑板27一侧面设有的垂直滑道滑动连接,所述滑台座26上端固定有y向伺服电机32,所述垂直滚珠丝杠副34经轴承、轴承座与滑台座26固定连接,所述垂直滚珠丝杠副34与y向伺服电机32的输出轴固定连接,所述垂直滚珠丝杠副34与垂直丝母36螺纹连接,所述十字滑板27中心设有可以使得卡轴40在x轴、y轴方向移动的通孔,所述十字滑板27一侧与垂直丝母36固定连接,所述十字滑板27另一侧面经水平直线导轨副29与水平板28上的水平滑道滑动连接,所述十字滑板27上固定有x向伺服电机30,所述水平直线导轨副29间设有水平滚珠丝杠副33和水平丝母35,所述水平滚珠丝杠副33与水平丝母35螺纹连接,所述水平滚珠丝杠副33经轴承、轴承座与十字滑板27固定连接,所述水平滚珠丝杠副33端部与x向伺服电机30输出轴固定连接,所述水平丝母35与水平板28固定连接,所述水平板28中心设有能够固定安装卡轴装置37的固定孔,所述卡轴装置37是由前轴套38、后轴套39、卡轴40、卡盘41、滑动轴承42、前轴承座43、后轴承44、后轴承座45、从动轮46、主动轮47、卡轴旋转伺服电机48、卡轴轴向移动气缸49、限位销50、闷盖51、法兰52和前轴承53组成,所述前轴套38前部依次活动穿过滑台座26上的卡轴40穿孔、十字滑板27上的通孔、固定穿过水平板28上的固定孔并经固定架与水平板28固定连接,后端经轴承座与后轴套39固定连接,所述前轴套38、前轴承座43和后轴套39同轴依次连接,所述后轴套39上端轴向设有导向通槽,所述卡轴40前端与卡盘41固定连接,后部依次穿过所述前轴套38、前轴承座43、其后端经后轴套39内的后轴承44、后轴承座45与闷盖51固定连接,所述卡轴40与固定在前轴套38上的滑动轴承42滑动连接,所述卡轴40上轴向设有导向键73,所述卡轴40与前轴承座43间设有从动轮46,所述限位销50活动穿过导向通槽、其下端与后轴承座45固定连接,所述从动轮46内孔和键槽与卡轴40和导向键轴向滑动连接、径向经导向键固定连接,外周两端分别经前轴承53与前轴承座43固定连接,所述从动轮46经传动装置穿过前轴承座43下端设有的通孔与固定在后轴套39上的卡轴旋转伺服电机48的输出轴上的主动轮47相连接,所述卡轴旋转伺服电机48经控制装置控制,所述卡轴轴向移动气缸49固定在后轴套39后端,所述卡轴轴向移动气缸49的伸缩杆穿过后轴套39后端、经法兰52与闷盖51固定连接,所述卡轴轴向移动气缸49经控制装置控制。
22.本实用新型在对原木自动加工时,当阶梯式步进上木装置3中的第一根原木经阶梯上木架移动到原木对中装置中的v形接木槽中时,立柱上设置的原木落料信号开关将信
息上传至控制装置,原木落料信号开关将原木到位信息上传至控制装置,控制装置即指令原木对中装置动作,对原木进行对中处理,对中后,原木对中装置回位,控制装置再指令原木升降驱动装置24动作,带动原木支撑架21支撑原木上移,在上移过程中,通过对射信号开关感应原木两端的直径信息并上传至控制装置,控制装置即时根据左端原木的直径信息调整左立柱上的原木升降驱动装置的行程,同时,根据右端原木的直径信息调整右立柱上的原木升降驱动装置的行程,以此调整原木两端的原点位置,实现了原木两端原点的粗定位。
23.当粗定位调整完毕,控制装置即指令原木升降驱动装置24继续上升至精定心工位,同时控制装置一边指令卡轴旋转伺服电机4动作,卡轴旋转伺服电机48输出轴上的主动轮47经传动装置带动从动轮46旋转,从动轮46经导向键带动卡轴40旋转;一边还指令卡轴轴向移动气缸49动作,在限位销50的限位作用下,避免驱动卡轴40轴向作直线移动时,卡轴轴向移动气缸旋转,卡轴则在卡轴轴向移动气缸的动力作用下经导向键沿着从动轮上的从动轮46内孔和键槽轴向滑动,对原木两端进行旋转卡紧,同时,控制装置指令原木升降驱动装置下移回位,当粗定心后的原木被卡紧后,控制装置再控制卡轴轴向移动气缸49处于当前保压状态,并继续指令卡轴旋转伺服电机旋转,卡轴旋转伺服电机经主传动轮、传动装置和从传动轮带动卡轴继续旋转,卡轴带动原木旋转360
°
,在原木旋转过程中,原木图像采集装置实时采集原木轮廓信息并上传至控制装置,该信息通过与控制装置中设置的理想中心程序数据比对计算出原木两端的x向、y向的调整量,达到对原木自动精确调整轴轴心的作用,进而使得原木旋切出的单板达到最大出板量;
24.在原木旋转360
°
后,控制装置即指令卡轴旋转伺服电机停止旋转,控制装置再根据计算出的原木轮廓信息指令y向伺服电机32或x向伺服电机动作,实时调整原木两端的x、y向的位置,使得原木两端的圆心调整在同一轴心上;具体为:在y方向调整时,y向伺服电机32带动垂直滚珠丝杠副34旋转,垂直滚珠丝杠副34带动垂直丝母36和与垂直丝母36固定的十字滑板27沿着垂直直线导轨上下移动,来调整水平板28上卡轴装置37的y轴方向的中心位置,在x方向调整时,x向伺服电机30带动水平滚珠丝杠副33旋转,水平滚珠丝杠副33带动水平丝母35和与水平丝母35固定的十字滑板27沿着水平直线导轨副29前后移动,来调整水平板28上卡轴装置37的x轴方向的中心位置,当控制装置控制原木定心调整完成后,控制装置即指令原木自动定心转移装置动作。
25.本实用新型所述十字滑板是指滑板一侧的水平滑道与另一侧的垂直滑道呈“十字”垂直状态,并非滑板本身的形状。
26.本实用新型由于采用上述工艺和结构,具有结构紧凑、定心精确、工作效率高、单板合格率高等优点。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。