1.本发明涉及一种管理系统,具体为一种智慧工厂管理系统,属于工厂管理技术领域。
背景技术:
2.智慧工厂是现代工厂信息化发展的新阶段,是在数字化工厂的基础上,利用物联网的技术和设备监控技术加强信息管理和服务;清楚掌握产销流程、提高生产过程的可控性、减少生产线上人工的干预、即时正确地采集生产线数据,以及合理的生产计划编排与生产进度,并加上绿色智能的手段和智能系统等新兴技术于一体,构建一个高效节能的、绿色环保的、环境舒适的人性化工厂。
3.而对于现有的智慧工厂管理系统,往往存在以下不足:
4.1、现有的管理系统往往只是针对生产设备的管理,而对于人员的安排,则缺乏相应的管理措施,不能根据具体的生产需求进行人员的调配;
5.2、也缺少对于所生产物品的内运输管理,同时也缺少对产品存储的管理。
技术实现要素:
6.本发明的目的就在于为了解决问题而提供一种智慧工厂管理系统。
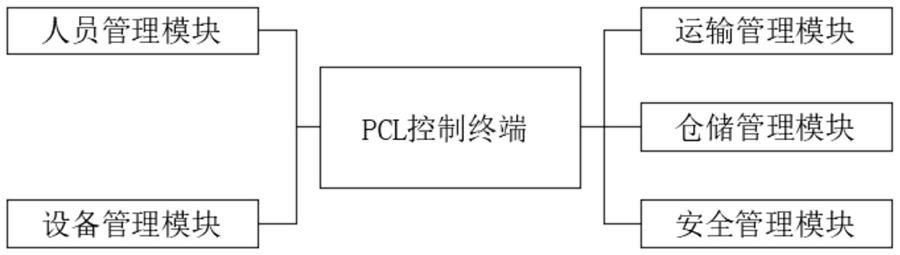
7.本发明通过以下技术方案来实现上述目的:一种智慧工厂管理系统,包括
8.pcl控制终端,其构成该管理系统的控制中心,且其用于接收各模块的传输信号并对各模块发出相应控制指令;
9.人员管理模块,其与所述pcl控制终端进行信号传输连接,且其对该工厂内的工作员工进行统计以及调配;
10.设备管理模块,其与所述pcl控制终端进行信号传输连接,且其对该工厂的各生产线以及设备进行监管;
11.运输管理模块,其与所述pcl控制终端进行信号传输连接,且其对加工成品的运输过程进行监管;
12.仓储管理模块,其与所述pcl控制终端进行信号传输连接,且其对加工成品的存储进行监管;
13.安全管理模块,其与所述pcl控制终端进行信号传输连接,且其对该工厂的人员以及设备进行安全管控。
14.作为本发明再进一步的方案:所述人员管理模块由打卡记录单元以及定岗分配单元,且所述打卡记录单元由分别设置在各个生产线的指纹考勤机构成,且其包括以下步骤:
15.①
员工到达工厂的各个生产线后,通过打卡记录单元进行到岗打卡,打卡记录单元获得人员的到岗信息;
16.②
pcl控制终端接收到各个生产线的打卡员工数并进行统计,对于人员数少的生产线,从其他生产线调配人员,并向定岗分配单元发出调配指令;
17.③
需要调配人员的生产线主管以及需要接收人员的生产线主管分别接收到指令信息,进而通知相应员工的调配工作。
18.作为本发明再进一步的方案:所述设备管理模块设备运行单元、设备定检单元以及设备故障警示单元构成,且其包括以下步骤:
19.①
pcl控制终端根据当日所需生产的产品种类以及所需生产的产品数量,制定相应的生产计划;
20.②
根据pcl控制终端所制定的产品种类生产计划,由设备运行单元启动相应的生产线,再根据pcl控制终端所制定的产品数量生产计划,由设备运行单元启动相应条数的生产线;
21.③
对于所启动的生产线上的各个设备,设备定检单元进行加工生产前的运行检查;
22.④
当检查过程中,出现设备故障,则由设备故障警示单元发出警报,并同时启动备用生产线。
23.作为本发明再进一步的方案:所述运输管理模块由运输路线制定单元以及运输级别区分单元构成,且其包括以下步骤:
24.①
针对所启动的生产线,通过运输路线制定单元制定出生产成品运输到储存仓库的最优路线,并由pcl控制终端将所制定的路线指令信息输送至用于运输货物的运输机器人;
25.②
针对不同生产线所生产物品的大小以及类别,由pcl控制终端对物品进行存储等级的划分,并根据所划分的存储等级,经由运输级别区分单元向运输机器人发出运输顺序。
26.作为本发明再进一步的方案:所述仓储管理模块由分类区分单元以及温湿度监控单元构成,且其包括以下步骤:
27.①
由仓储管理模块的分类区分单元将仓库划分为多个区域,并进行编号,并将各个区域的编号信息传递给pcl控制终端;
28.②
pcl控制终端对运输管理模块输送运输指令,以使运输机器人根据运输路线制定单元所制定的运输路线,将不同的物品运输到仓库后进行分类分区进行堆放;
29.③
在仓库的多个位置设置由温度传感器以及湿度传感器所构成的温湿度监控单元,对仓库内的温湿度进行监控,并将监控数据传输至pcl控制终端。
30.作为本发明再进一步的方案:所述安全管理模块由分区控制单元、警报单元以及疏散路线制定单元构成,且其具体包括:
31.①
将由多个无线远程控制开关组成的分区控制单元分别设置在每一条生产线的设备电源上,且每个无线远程控制开关均与pcl控制终端进行信号传输连接,并在每条生产线的车间内设置由烟雾传感器构成的警报单元,且每个烟雾传感器均与pcl控制终端进行信号传输连接;
32.②
当某个生产线的车间发生火灾时,触发警报单元,进而由pcl控制终端控制该车间内生产线进行断电;
33.③
对于发生火灾的生产线的车间,安全管理模块的疏散路线制定单元会制定出最佳疏散路线,并由pcl控制终端向该生产线的主管发出所制定的疏散路线信息,以带领该车
间的员工按照所制定路线进行紧急疏散。
34.本发明的有益效果是:
35.1、设置有人员管理模块,可根据生产需求,进行人员的调配,可实现按需分配,进而确保生产进程不会收到影响;
36.2、设置有运输管理模块,既能够对运输路线进行规划,同时又能够根据运输级别有针对性的先行运输相应的成品,进而可实现高效且精准的成品运输;
37.3、设置有仓储管理模块,以实现对成品存储的管理,防止成品杂乱堆放,同时也可对仓库的温湿度进行监控,以确保存储环境。
附图说明
38.图1为本发明整体框架图;
39.图2为本发明人员管理模块框架图;
40.图3为本发明设备管理模块框架图;
41.图4为本发明运输管理模块框架图;
42.图5为本发明仓储管理模块框架图;
43.图6为本发明安全管理模块框架图。
具体实施方式
44.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
45.实施例一
46.请参阅图1~4,一种智慧工厂管理系统,包括
47.pcl控制终端,其构成该管理系统的控制中心,且其用于接收各模块的传输信号并对各模块发出相应控制指令;
48.人员管理模块,其与所述pcl控制终端进行信号传输连接,且其对该工厂内的工作员工进行统计以及调配;
49.设备管理模块,其与所述pcl控制终端进行信号传输连接,且其对该工厂的各生产线以及设备进行监管;
50.运输管理模块,其与所述pcl控制终端进行信号传输连接,且其对加工成品的运输过程进行监管。
51.在本发明实施例中,所述人员管理模块由打卡记录单元以及定岗分配单元,且所述打卡记录单元由分别设置在各个生产线的指纹考勤机构成,且其包括以下步骤:
52.①
员工到达工厂的各个生产线后,通过打卡记录单元进行到岗打卡,打卡记录单元获得人员的到岗信息;
53.②
pcl控制终端接收到各个生产线的打卡员工数并进行统计,对于人员数少的生产线,从其他生产线调配人员,并向定岗分配单元发出调配指令;
54.③
需要调配人员的生产线主管以及需要接收人员的生产线主管分别接收到指令
信息,进而通知相应员工的调配工作。
55.在本发明实施例中,所述设备管理模块设备运行单元、设备定检单元以及设备故障警示单元构成,且其包括以下步骤:
56.①
pcl控制终端根据当日所需生产的产品种类以及所需生产的产品数量,制定相应的生产计划;
57.②
根据pcl控制终端所制定的产品种类生产计划,由设备运行单元启动相应的生产线,再根据pcl控制终端所制定的产品数量生产计划,由设备运行单元启动相应条数的生产线;
58.③
对于所启动的生产线上的各个设备,设备定检单元进行加工生产前的运行检查;
59.④
当检查过程中,出现设备故障,则由设备故障警示单元发出警报,并同时启动备用生产线。
60.在本发明实施例中,所述运输管理模块由运输路线制定单元以及运输级别区分单元构成,且其包括以下步骤:
61.①
针对所启动的生产线,通过运输路线制定单元制定出生产成品运输到储存仓库的最优路线,并由pcl控制终端将所制定的路线指令信息输送至用于运输货物的运输机器人;
62.②
针对不同生产线所生产物品的大小以及类别,由pcl控制终端对物品进行存储等级的划分,并根据所划分的存储等级,经由运输级别区分单元向运输机器人发出运输顺序。
63.实施例二
64.请参阅图1~6,一种智慧工厂管理系统,包括
65.pcl控制终端,其构成该管理系统的控制中心,且其用于接收各模块的传输信号并对各模块发出相应控制指令;
66.仓储管理模块,其与所述pcl控制终端进行信号传输连接,且其对加工成品的存储进行监管;
67.安全管理模块,其与所述pcl控制终端进行信号传输连接,且其对该工厂的人员以及设备进行安全管控。
68.在本发明实施例中,所述仓储管理模块由分类区分单元以及温湿度监控单元构成,且其包括以下步骤:
69.①
由仓储管理模块的分类区分单元将仓库划分为多个区域,并进行编号,并将各个区域的编号信息传递给pcl控制终端;
70.②
pcl控制终端对运输管理模块输送运输指令,以使运输机器人根据运输路线制定单元所制定的运输路线,将不同的物品运输到仓库后进行分类分区进行堆放;
71.③
在仓库的多个位置设置由温度传感器以及湿度传感器所构成的温湿度监控单元,对仓库内的温湿度进行监控,并将监控数据传输至pcl控制终端。
72.在本发明实施例中,所述安全管理模块由分区控制单元、警报单元以及疏散路线制定单元构成,且其具体包括:
73.①
将由多个无线远程控制开关组成的分区控制单元分别设置在每一条生产线的
设备电源上,且每个无线远程控制开关均与pcl控制终端进行信号传输连接,并在每条生产线的车间内设置由烟雾传感器构成的警报单元,且每个烟雾传感器均与pcl控制终端进行信号传输连接;
74.②
当某个生产线的车间发生火灾时,触发警报单元,进而由pcl控制终端控制该车间内生产线进行断电;
75.③
对于发生火灾的生产线的车间,安全管理模块的疏散路线制定单元会制定出最佳疏散路线,并由pcl控制终端向该生产线的主管发出所制定的疏散路线信息,以带领该车间的员工按照所制定路线进行紧急疏散。
76.工作原理:员工到达生产线车间后,人员管理模块通过pcl控制终端进行人员的调配,然后通过设备管理模块对所要启动的生产线设备进行监管,所加工的产品经由运输管理模块运输到仓储管理模块进行存储,对于该工厂的人员以及设备安全,经由安全管理模块进行管控。
77.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
78.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。