1.本技术涉及建筑板材生产的领域,尤其是涉及节能型环保建筑板材的生产设备及生产方法。
背景技术:
2.目前,真空吸吊机是利用真空吸附的原理,将真空泵或真空鼓风机作为真空源,在吸盘端产生真空,从而将各种工件牢牢吸起,并通过可回转的机械臂或者吊机把工件搬运到指定位置。
3.相关技术可参考授权公告号为cn202988621u的中国实用新型专利,其公开了真空吸吊机,包括机架、行走机构、升降机构和真空吸盘组,行走机构包括直线导轨和移动机头,直线导轨水平地设置在机架上,并且移动机头通过齿轮齿条能够在直线导轨上做往复直线移动;升降机构设置在移动机头内能够相对移动机头做升降运动;升降机构的下部设置有横梁,横梁上通过检测杆与板材检测感应探头连接;横梁上还设置有多个真空吸盘。
4.针对上述中的相关技术,发明人认为存在有如下缺陷:真空吸盘吸附板材过程中,真空泵遇到漏气的情况,会导致真空吸盘的吸附压力降低,从而导致板材运输过程中脱离真空吊机,降低运输效率。
技术实现要素:
5.为了改善板材运输过程中脱离真空吊机的问题,本技术提供节能型环保建筑板材的生产设备及生产方法。
6.本技术提供的节能型环保建筑板材的生产设备及生产方法采用如下的技术方案:第一方面,本技术提供的节能型环保建筑板材的生产设备,采用如下技术方案。
7.节能型环保建筑板材的生产设备,包括吊机,所述吊机包括吊板以及固定于吊板底部的安装架,所述安装架上设置有用于为板材提供支撑的支撑机构;所述支撑机构包括与安装架端部铰接的支撑臂以及固定于安装架底面的电磁铁;所述支撑臂底面固定有用于与电磁铁吸附的磁吸环。
8.通过采用上述技术方案,支撑臂用于为板材提供支撑作用,通过设置电磁铁及磁吸环,可以提高支撑臂与电磁铁连接的牢固程度,降低板材脱离真空吊机的可能性。
9.可选的,所述安装架内开设有滑槽二;所述安装架通过滑槽二沿自身宽度方向滑移连接有开关动片;所述安装架顶面固定有电源,所述电源与开关动片电连接;所述安装架内嵌设有用于与开关动片电接触的开关定片,所述开关定片与电磁铁电连接;所述安装架内设置有用于驱动开关动片移动的驱动组件。
10.通过采用上述技术方案,电源为电磁铁供电,当开关定片有开关动片电连接时,电源与电磁铁处于导通状态,便于对电磁铁的工作状态进行调节,当吊机卸货时,需要使电磁铁与磁吸环保持分离状态。
11.可选的,所述开关动片顶部固定有导向片,所述滑槽二顶面开设有导向槽,所述导
向片通过导向槽与安装架滑移连接。
12.通过采用上述技术方案,导向槽为导向片提供导向作用,降低开关动片沿安装架长度方向移动过程中偏离轨道的可能性。
13.可选的,所述导向片靠近开关定片一端固定有复位弹簧,所述复位弹簧远离导向片一端通过导向槽与安装架固定连接。
14.通过采用上述技术方案,复位弹簧为导向片提供向远离支撑臂一侧复位的弹力。
15.可选的,所述驱动组件包括沿竖向与安装架滑移连接的触发杆;所述触发杆靠近支撑臂一侧固定有触发片;所述触发片与开关动片的相对内侧分别开设有斜面。
16.通过采用上述技术方案,当吊机向下移动并与板材接触后,触发杆向上移动,此时触发片与开关动片处于抵接状态,从而使电磁铁与电源导通,电磁铁吸附磁吸环,并使支撑臂为板材提供支撑作用。
17.可选的,所述支撑臂周侧沿自身长度方向套设并滑移连接有套管,所述套管底端固定有用于为木板提供支撑作用的撑板;所述支撑臂底面开设有连接槽一,所述支撑臂通过连接槽一沿自身长度方向滑移连接有滑杆一,所述滑杆一底端与支撑臂顶部固定连接;所述支撑臂靠近电磁铁一侧开设有与连接槽一连通的连接槽二;所述支撑臂通过连接槽二沿自身宽度方向滑移连接有滑杆二;所述滑杆二顶面开设有通孔二,所述通孔二靠近电磁铁的侧壁固定有插接片,所述滑杆一靠近电磁铁一侧开设有用于与插接片插接的插接槽。
18.通过采用上述技术方案,通过设置套管与支撑臂,可以调节套管底端的撑板与支撑臂顶端之间的长度,便于满足不同厚度板材的搬运需求。
19.可选的,所述支撑臂顶端两侧分别固定有扭簧,所述扭簧远离支撑臂一端与安装架端部内壁固定连接。
20.通过采用上述技术方案,扭簧用于驱动支撑臂向上复位,便于支撑臂与板材分离。
21.可选的,所述安装架顶部固定有连接绳,所述连接绳顶端与套管远离电磁铁一侧固定连接。
22.通过采用上述技术方案,当支撑臂向下翻转时,连接绳处于绷紧状态,便于通过连接绳提拉套管,从而使撑板与板材底面相抵接,从而为板材提供支撑效果。
23.第二方面,本技术提供的节能型环保建筑板材的生产方法,采用如下技术方案。
24.节能型环保建筑板材的生产设备的生产方法,包括如下步骤:预先将三聚氰胺浸渍装饰纸铺设于热压装置内,于多层板顶面底面铺装三聚氰胺浸渍装饰纸。60-80℃条件下,将多层板与其上下表面的三聚氰胺浸渍装饰纸热压成形,得到三聚氰胺实木多层板。
25.通过采用上述技术方案,分别在多层板顶面和底面热压三聚氰胺纸,可以为多层板的表面提供保护,同时由于三聚氰胺纸相对多层板摩擦系数小,可以增加板材表面的光滑程度。
26.综上所述,本技术包括以下至少一种有益技术效果:1.支撑臂用于为板材提供支撑作用,通过设置电磁铁及磁吸环,可以提高支撑臂与电磁铁连接的牢固程度,降低板材脱离真空吊机的可能性;2.当吊机向下移动并与板材接触后,触发杆向上移动,此时触发片与开关动片处于抵接状态,从而使电磁铁与电源导通,电磁铁吸附磁吸环,并使支撑臂为板材提供支撑作
用;3.通过设置套管与支撑臂,可以调节套管底端的撑板与支撑臂顶端之间的长度,便于满足不同厚度板材的搬运需求。
附图说明
27.图1是本技术实施例安装架的结构示意图。
28.图2是本技术实施例支撑机构的结构示意图。
29.图3是沿图2中a-a线的剖视图。
30.图4是图3中b处的放大示意图。
31.图5是本技术实施例滑杆二结构示意图。
32.图6是本技术实施例支撑臂的结构示意图。
33.附图标记:1、安装架;11、吊板;12、方形框;13、连接杆;14、真空吸盘;15、纵向杆;2、支撑机构;21、导向片;22、电磁铁;23、触发杆;24、磁吸环;25、导向槽;26、电源;27、开关定片;3、横向杆;31、通孔一;32、弹簧一;33、滑槽一;34、触发片;35、滑槽二;36、开关动片;37、斜面;4、支撑臂;41、撑板;42、滑杆一;43、弹簧三;44、连接槽二;45、滑杆二;46、弹簧四;47、通孔二;5、套管;51、插接片;52、插接槽;53、连接绳;54、连接槽一;55、扭簧;56、复位弹簧。
具体实施方式
34.以下结合附图1-6对本技术作进一步详细说明。
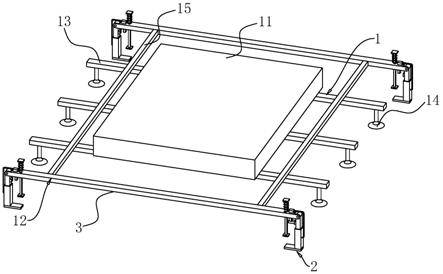
35.本技术实施例公开节能型环保建筑板材的生产设备及生产方法。参照图1,节能型环保建筑板材的生产设备包括吊机,吊机包括吊板11以及固定于吊板11底部的安装架1。安装架1包括方形框12以及沿方形框12长度方向均布于方形框12底面的连接杆13。连接杆13底部对称固定有两个真空吸盘14。方形框12包括两根沿方形框12长度方向设置的纵向杆15以及沿方形框12宽度方向设置的横向杆3。
36.参照图1和图2,横向杆3两端分别设置有用于为板材提供支撑的支撑机构2。支撑机构2包括与横向杆3端部铰接的支撑臂4、固定于横向杆3底面的电磁铁22以及沿竖向与横向杆3滑移连接的触发杆23。支撑臂4底面固定有用于与电磁铁22吸附的磁吸环24。电磁铁22通电后,通过吸附磁吸环24可以驱动支撑臂4向下翻转。
37.参照图3和图4,横向杆3顶面开设有通孔一31,横向杆3通过通孔一31与触发杆23滑移连接;横向杆3顶面固定有弹簧一32,弹簧一32套设于横向杆3周侧,弹簧一32顶面与触发杆23周侧固定连接;吊板11带动安装架1向下按压过程中,触发杆23会先于待吊装板材接触,待吊装板材推动触发杆23向上移动,并使弹簧一32处于拉伸状态;弹簧一32用于驱动触发杆23向下复位。通孔一31侧壁开设有滑槽一33,触发杆23靠近支撑臂4一侧固定有触发片34;触发片34通过滑槽一33沿竖向与横向杆3滑移连接。滑槽一33靠近支撑臂4一侧的侧壁开设有滑槽二35,横向杆3通过滑槽二35沿自身宽度方向滑移连接有开关动片36;触发片34与开关动片36的相对内侧分别开设有斜面37;触发杆23向上移动后,触发片34通过斜面37与开关动片36接触,并推动开关动片36向靠近支撑臂4一侧移动。开关动片36顶部固定有导向片21,滑槽二35顶面开设有导向槽25,导向片21通过导向槽25与横向杆3滑移连接。横向
杆3顶面固定有电源26,电源26与开关动片36电连接。横向杆3内嵌设有用于与开关动片36电接触的开关定片27,开关定片27与电磁铁22电连接;开关动片36移动后与开关定片27电接触,从而使电源26与电磁铁22导通,电磁铁22通电后会对磁吸环24进行吸附。导向片21靠近开关定片27一端固定有复位弹簧56,复位弹簧56远离导向片21一端通过导向槽25与横向杆3固定连接。
38.参照图3和图5,支撑臂4周侧沿自身长度方向套设并滑移连接有套管5,套管5底端固定有用于为木板提供支撑作用的撑板41;通过套管5与支撑臂4滑移连接,便于调节支撑臂4顶端与撑板41之间的距离,以适应不同厚度板材的需求。支撑臂4底面开设有连接槽一54,支撑臂4通过连接槽一54沿自身长度方向滑移连接有滑杆一42,滑杆一42底端与支撑臂4顶部固定连接。滑杆一42顶端固定有弹簧三43,弹簧三43顶端与连接槽一54顶面固定连接;弹簧三43用于为滑杆一42提供向上复位的拉力。支撑臂4靠近电磁铁22一侧开设有与连接槽一54连通的连接槽二44。支撑臂4通过连接槽二44沿自身宽度方向滑移连接有滑杆二45;滑杆二45穿设于磁吸环24内。滑杆二45远离电磁铁22一端固定有弹簧四46,弹簧四46远离滑杆二45一端通过连接槽二44与支撑臂4固定连接;弹簧四46用于为滑杆二45提供向靠近电磁铁22一侧复位的弹力。滑杆二45顶面开设有通孔二47,滑杆一42通过通孔二47贯穿滑杆二45设置。通孔二47靠近电磁铁22一侧的侧壁固定有插接片51,滑杆一42靠近电磁铁22一侧开设有用于与插接片51插接的插接槽52;通过插接片51与插接槽52插接,滑杆可以为滑杆一42提供限位,从而阻止滑杆一42向下移动。
39.参照图3和图6,支撑臂4顶端两侧分别固定有扭簧55,扭簧55远离支撑臂4一端与横向杆3端部内壁固定连接;扭簧55用于驱动支撑臂4向上翻转复位。横向杆3顶部固定有连接绳53,连接绳53顶端与套管5远离电磁铁22一侧固定连接;支撑臂4向下翻转后,连接绳53处于绷紧状态,连接绳53向套管5施加向上的拉力,从而使套管5向上移动。
40.本技术实施例节能型环保建筑板材的生产设备的实施原理为:真空吸盘14吸附板材后,触发杆23向上移动,并使弹簧一32处于拉伸状态。此时触发片34与开关动片36抵接,并使开关动片36与开关定片27电接触,从而使电源26与电磁铁22导通。电导通后的电磁铁22吸附磁吸环24,并使支撑臂4向下翻转。
41.支撑臂4翻转后,连接绳53拖动套管5向上移动。同时电磁铁22抵压并推动滑杆二45移动,使得插接片51与插接槽52分离,滑杆二45不再为滑杆一42提供限位作用;从而使翻转后的支撑臂4通过撑板41为板材提供支撑。
42.真空吸盘14放开板材后,触发杆23相对横向杆3向下移动。触发片34与开关动片36逐渐分离。开关动片36在复位弹簧56作用下复位,电源26与电磁铁22不再处于导通状态。支撑臂4在扭簧55作用下向上翻转。此时连接绳53不再处于绷紧状态,滑杆一42在弹簧三43的作用下向下移动,从而使套管5底端与横向杆3之间的距离拉长。滑杆一42移动至插接片51与插接槽52插接后停止移动。
43.节能型环保建筑板材的生产设备的生产方法,包括如下步骤:预先将三聚氰胺浸渍装饰纸铺设于热压装置内,并通过吊机悬吊多层板至热压装置内,之后于多层板顶面底面铺装三聚氰胺浸渍装饰纸。60-80℃条件下,将多层板与其上下表面的三聚氰胺浸渍装饰纸热压成形,得到三聚氰胺实木多层板。多层板为细木工板。
44.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术
的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
