1.本发明涉及阀门制造技术领域,尤其涉及一种阀门装配异常部件线上处理方法。
背景技术:
2.调节阀由执行机构和阀体部件组成,其中,执行机构是调节阀的推动装置,它按信号压力的大小产生相应的推力,使推杆产生相应的位移,从而带动调节阀的阀芯动作。阀体部件是调节阀的调节部分,它直接与介质接触,由阀芯的动作,改变调节阀节流面积,达到调节的目的。
3.调节阀在产线上进行组装生产时,由于阀体部件和执行机构部件均有若干个零部件组成,在实际的装配过程中,往往会遇到各种各样的装配问题,其中最主要的问题就是在装配过程由于零部件的异常,影响到调节阀装配效率的问题。
4.其中,影响到装配效率的主要原因是,当装配的零部件出现异常时,传统的解决方式首先是装配人员对上级班组长进行汇报,然后上级班组长通过纸质材料的方式,向解决部件异常的部门进行申请,申请同意之后才对异常部件进行处理,整个处理流程在进行时候,会浪费大量的时间在人员交涉、人员寻找、以及责任推卸上,导致异常部件的问题迟迟不能进行响应和处理,导致调节阀装配效率低下。
技术实现要素:
5.针对上述技术的不足,本发明的目的在于提供一种阀门装配异常部件线上处理方法,用以解决现有调节阀装配线上,由于人员和部门之间对异常部件处理的方式的原因,导致调节阀的装配效率降低的问题。
6.为了达到上述目的,本发明采取的技术方案如下:
7.一种阀门装配异常部件线上处理方法,其特征在于,具体步骤如下:
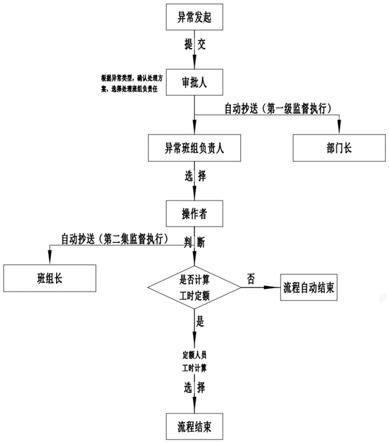
8.s1:异常发起,产线工作人员通过移动智能终端对装配中的异常信息进行收集,并通过移动智能终端向审批人发起异常处理请求;
9.s2:确认处理方案,审批人审阅异常处理请求,确认处理方案,并选择相应的处理班组;
10.s3:明确处理人,处理班组的班组长收到处理请求后,通过移动智能终端选明确班组内的员工负责本次的异常处理;
11.s4:异常处理,异常处理的员工收到任务分配请求后,立即对阀门装配过程中的异常进行处理,处理完成之后,在移动智能终端上进行处理进度反馈;
12.s5:工时定额,异常处理流程结束后,异常处理工作人员在移动智能终端将工时计算请求发送至工时计算人员;
13.s51:无需进行工时计算,整个异常处理流程结束;
14.s52:需要进行工时计算,工时计算人员通过校对异常处理的相关规定对异常处理工作人员的工时进行定额;
15.s53:结束流程,工时计算人员将定额的工时通过移动智能终端分配至异常处理人员的工时统计系统内,然后整个整个流程结束。
16.进一步限定,在步骤s1中,产线工作人员对异常发起的具体步骤为:在每一个装配部件上都挂有相应的流程卡,流程卡上附有二维码,工作人员通过移动智能终端扫描二维码,即可将异常部件的所有基础信息录入至移动智能终端内,然后在移动智能终端内对该配件的异常情况进行选择和备注,然后即可进入下一个流程。
17.通过扫码的方式可以对异常零部件的起源进行追溯,具体的基础信息包括移动智能终端生成的审批编号、所在部门、计划跟踪号、批次列表、阀型、尺寸、材质、自制或者是外购、供应商、工序等信息,这样的好处在于可以对同一批次的异常部件进行统计,对同一批次部件的合格率进行计算,对采购起到一定的参考和辅助作用。
18.进一步限定,在步骤s2中,审批人执行审批流程的具体步骤为,审批人对发起的异常请求进行审阅和判断,确认异常请求后,选择责任部门以及处理本次异常的班组,然后将审批后的结果送入下一个流程。
19.通过明确处理异常的责任部门,避免各个部门之间的责任推卸,提高对异常部件的处理效率。
20.进一步限定,在步骤s2处理结束之后,移动智能终端将会自动将步骤s1和步骤s2的处理结果推动至责任部门的负责人。其有益之处在于,可通过部门领导对异常部件处理的进程进行监督,提升异常部件处理的效率。
21.进一步限定,所述异常情况包括,bom搭建错误、图纸设计错误、加工错误、装配错误、系统导入错误、外观不合格、选型错误、发料错误和其他错误。其有益之处在于,通过在移动智能终端上进行异常情况的选择,使异常部件的异常情况具有统一的名称,使参与异常部件处理的人员能够更好的对异常部件的实际情况进行理解和判断。
22.进一步限定,所述责任部门包括技术部、质检部、金工车间、装配车间、生产部、销售部和ie工程部。其有益之处在于,参与阀门制作的各个部门和车间均在责任部门的选择范围内,使确定责任部门更加的快捷,使责任部门能第一时间了解异常部件的情况,并快速的对异常零部件的处理进行相应。
23.进一步限定,在步骤s4中,移动智能终端将会将工作人员将的进度反馈结果推送给处理班组负责人,其有益之处在于,让班组负责人能第一时间了解到异常部件的处理进程,若长时间没有收到处理进程的反馈。即可对异常部件处理的部件进行主动了解,加快异常零部件的处理进程。
24.进一步限定,在步骤s5中,工时计算人员是通过查阅工时计算制度对处理异常的员工进行工时定额,其中工时计算制度是根据不同的异常问题,分别对阀门的每一个组装部件指定不同的工时,其有益之处在于,根据零部件的处理时长进行工时的判定,可避免处理人员为了增加工时,而故意降低处理速度的情况。
25.进一步限定,其特征在于,在步骤s1和步骤s5中,在向下一个流程发起请求时,均需要上传一定数量的异常部件图片,或者是异常处理之后部件的图片至移动智能终端内,其有益之处在于,让参与异常处理的人员能更清楚直观的了解异常部件的实际情况,针对性的在第一时间制定处理方式,同时处理完成之后也能第一时间让各个人员了解到异常零部件的处理效果。
26.进一步限定,所述步骤s1到步骤s53中,每一个步骤中的负责人或者是责任人均能在移动智能终端上查询到对之应的联系方式,其有益之处在于,便于参与异常部件处理的人员能够相互之间进行联系和沟通,降低异常部件处理之后的返工率,同时提升了异常零部件的处理效率和处理效果。
27.本发明的技术效果如下:
28.(1)通过将异常部件的发现、审批、处理以及工时定额等流程均在线上进行,代替了传统处理方式中的人找人和面对面通知和交流的方式,节省了“在路上”、“在找人”以及“在推责”的时间,提升了异常零部件的处理效率。(2)工时计算人员是通过查阅工时计算制度对处理异常的员工进行工时定额,根据零部件的处理时长进行工时的判定,可避免处理人员为了增加工时,而故意降低处理速度的情况,进一步提升了零部件的处理效率。(3)通过移动智能终端确定负责部门和负责人,并将流程推送至异常处理负责部门和异常处理负责班组长,对异常处理进行在线监督,避免各个部门和工作人员之间的相互推诿,造成异常部件处理效率低下的问题。(4)通过线上对负责阀门生产和处理的部门进行选择,使多个部门在线上进行关联,使异常部件的处理能够快速的跨部门进行响应和处理,实现异常部件的多工序自动流转,进一步提升了异常部件的处理效果。(5)通过线上操作对异常部件进行处理,减少了纸质文件的介入,节约了异常部件的处理成本。(6)移动智能终端能对同型号或者是同批次的的异常部件的异常率进行统计,便于采购或者是部门负责人进行分析,便于得出部件异常的起源和原因,对之后部件的选择和制造提供参考意见。
附图说明
29.图1为本具体实施方式中异常部件处理方法的流程图;
具体实施方式
30.下面通过具体实施方式进一步详细说明:
31.如图1所示,一种阀门装配异常部件线上处理方法,主要是用于阀门装配生产线上,用线上处理的方式实现多个部门的协同合作、责任划分、工时额定等操作,其最主要的目的是提升阀门在生产线上的异常部件的处理效率,该方法主要包括如下的步骤,
32.s1:异常发起,产线工作人员通过移动智能终端对装配中的异常信息进行收集,并通过移动智能终端向审批人发起异常处理请求;具体为产线工作人员对异常发起的具体操作为,在每一个装配部件上都挂有相应的流程卡,流程卡上附有二维码,工作人员在装配的过程中,发现零部件存在一定的问题,不能正常的使用进行装配,即可通过移动智能终端扫描二维码,自动将异常部件的所有基础信息录入至移动智能终端内,然后在移动智能终端内对该配件的异常情况进行选择和备注,还可以附上相应的异常部件的照片,然后点击提交进入下一个流程。通过扫码的方式可以对异常零部件的起源进行追溯,具体的基础信息包括移动智能终端生成的审批编号、所在部门、计划跟踪号、批次列表、阀型、尺寸、材质、自制或者是外购、供应商、工序等信息,这样的好处在于可以对同一批次的异常部件进行统计,对同一批次部件的合格率进行计算,对采购起到一定的参考和辅助作用。
33.s2:确认处理方案,审批人审阅异常处理请求,确认处理方案,并选择相应的处理班组;具体为审批人对发起的异常请求进行审阅和判断,根据异常发起请求的信息,确认异
常请求后,选择负责处理异常部件的责任部门以及处理本次异常的班组,点击同意,即可将审批后的结果送入下一个流程。通过明确处理异常的责任部门,避免各个部门之间的责任推卸,提高对异常部件的处理效率。移动智能终端将会自动将步骤s1和步骤s2的处理结果推动至责任部门的负责人。其有益之处在于,可通过部门领导对异常部件处理的进程进行监督,提升异常部件处理的效率。
34.s3:明确处理人,处理班组的班组长收到处理请求后,通过移动智能终端选明确班组内的员工负责本次的异常处理;班组长指定相应的组员负责本次异常部件的处理,并将流程转移至异常部件处理人处。
35.s4:异常处理,异常处理的员工收到任务分配请求后,立即对阀门装配过程中的异常进行处理,处理完成之后,在移动智能终端上进行处理进度反馈;同时移动智能终端会将工作人员的进度反馈结果推送给处理班组负责人,其有益之处在于,让班组负责人能第一时间了解到异常部件的处理进程,若长时间没有收到处理进程的反馈。即可对异常部件处理的部件进行主动了解,加快异常零部件的处理进程。
36.s5:工时定额,异常处理流程结束后,异常处理工作人员在移动智能终端将工时计算请求发送至工时计算人员;具体为,工时计算人员是通过工时计算制度对处理异常的员工进行工时定额,其中工时计算制度是根据不同的异常问题,分别对阀门的每一个组装部件指定不同的工时,其有益之处在于,根据零部件的处理时长进行工时的判定,可避免处理人员为了增加工时,而故意降低处理速度的情况。异常处理人员在处理的过程中,如果部件需要车床铣床加工,或者是焊接抛光等,其相应的处理时间较长,则应该对异常处理人员计算工时,若异常部件只存在小问题,处理时间较短,则不需要计算工时,举例对工时机计算进行说明,如阀体抛光1.5工时,阀芯抛光1小时等,且每个工时统一规定报酬,即可避免故意增加工时的情况。
37.s51:若无需进行工时计算,整个异常处理流程结束;
38.s52:需要进行工时计算,工时计算人员通过校对异常处理的相关规定对异常处理工作人员的工时进行定额;
39.s53:结束流程,工时计算人员将定额的工时通过移动智能终端分配至异常处理人员的工时统计系统内,然后整个流程结束。
40.在上述步骤中,零部件的异常情况包括,bom搭建错误、图纸设计错误、加工错误、装配错误、系统导入错误、外观不合格、选型错误、发料错误和其他错误。其有益之处在于,通过在移动智能终端上进行异常情况的选择,使异常部件的异常情况具有统一的名称,使参与异常部件处理的人员能够更好的对异常部件的实际情况进行理解和判断。责任部门包括技术部、质检部、金工车间、装配车间、生产部、销售部和ie工程部。其有益之处在于,参与阀门加工的各个部门和车间均在责任部门的选择范围内,使确定责任部门更加的快捷,使责任部门能第一时间了解异常部件的情况,并快速的对异常零部件的处理进行相应。
41.优选地,在步骤s1和步骤s5中,在向下一个流程发起请求时,均需要上传一定数量的异常部件图片,或者是异常处理之后部件的图片至移动智能终端内,其有益之处在于,让参与异常处理的人员能更清楚直观的了解异常部件的实际情况,针对性的在第一时间制定处理方式,同时处理完成之后也能第一时间让各个人员了解到异常零部件的处理效果。同时步骤s1到步骤s53中,每一个步骤中的负责人或者是责任人均能在移动智能终端上查询
到对之应的联系方式,其有益之处在于,便于参与异常部件处理的人员能够相互之间进行联系和沟通,降低异常部件处理之后的返工率,同时提升了异常零部件的处理效率和处理效果。
42.在本方法中,移动终端内的系统还能对零部件出现异常的种类和次数进行统计,便于部门领导随时查阅,起到警示和督促的作用,并且可以对高频发生的异常行为进行集中处理,可以有效进行针对性的设计和改良,降低和避免异常行为的重复发生。同时在部门负责人或者是工作人员收到异常处理请求之后,系统会自动对执行人进行短信或者语音电话提示,便于及时对零部件的异常问题进行处理。
43.上述的步骤均是采用移动智能终端进行执行,移动智能终端的可以为生产线上的一些常规管理软件,例如可以使用办公软件钉钉进行系统化操作,在本实施例中,并不对使用的移动智能终端或者软件进行保护,保护的只是利用移动智能终端对异常部件进行处理的一种方法。
44.需要提前说明的是,在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
45.以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。