本发明整体涉及应急呼吸装置,并且更具体地讲,涉及用于应急呼吸装置的罩组件。
应急逃生呼吸装置(EEBD)是用于逃离危险或毒性环境的个人应急呼吸系统。此类装置被设计成提供可呼吸空气并持续一段时间,该时间足以允许个体撤离危险环境并到达空气对呼吸是安全的安全位置。EEBD通常包括若干主要部件,其包括可呼吸空气供应源、至少一个压力调节器、软管和可布置在佩戴者头部上的罩。
技术实现要素:
因此,仍然需要改善应急呼吸系统的性能和用途。具体地讲,一直期望具有用于应急呼吸系统的罩组件,该罩组件是舒适的,适应宽范围的头部和颈部尺寸,并且可快速且容易地佩戴(例如,在一个步骤中)。本公开通常提供应急呼吸系统,诸如应急逃生呼吸装置(EEBD),其包括例如可呼吸空气供应源、压力调节器和罩组件。
在一个实施方案中,本发明提供了适配在使用者的头部上的呼吸系统罩组件,其中罩组件包括不透气罩,该不透气罩具有尺寸被设计成适配在使用者的头部上的开口,并且还包括沿开口的至少一部分布置的能弹性变形的颈部密封件,其中该颈部密封件包括其中该颈部密封件被布置成与自身成重叠关系的区域,从而限定重叠区域,由此该颈部密封件能够被拉伸或膨胀以适配在使用者的头部上,并且该颈部密封件也能够收缩以与使用者的颈部形成密封。
在各种实施方案和方面,颈部密封件可具有一体的或一件式构造,该颈部密封件可具有至少两件式构造,重叠区域可通过缝合、粘合剂、焊接(例如,超声焊接)或机械紧固件中的至少一种附连到其自身,该颈部密封件可折叠到其自身上从而形成以部分重叠关系布置的第一部分和第二部分,颈部密封件可以重叠关系扭转到其自身上从而形成以部分重叠关系布置的第一部分和第二部分,第一部分和第二部分可被布置成形成锐角,第一部分和第二部分可被布置成形成钝角,第一部分和第二部分可被布置成形成至少约80度且不大于约110度的背离不透气罩的角度,颈部密封件可包括至少一对弹性带,该弹性带可由相同或不同的材料形成,颈部密封件可包括由薄的宽材料条带形成的弹性带,该弹性带可具有至少约0.25英寸的宽度和不大于约3.5英寸的宽度,该弹性带可具有不大于约4英寸的收缩半长。该弹性带能够可逆地膨胀至至少约11英寸的半长,使1.5英寸宽弹性带伸长3.5英寸所需的力可不大于约10牛顿,该弹性带可具有至少约50%且不大于约200%的伸长率,具有重叠区域的颈部密封件可具有比不具有重叠区域的颈部密封件大至少约0.5英寸的伸长率,具有重叠区域的颈部密封件可具有比不具有重叠区域的颈部密封件大至少约5%的伸长率,该颈部密封件可包括织物材料,该织物材料可包括织造的织物,该织物可包括聚酯、胶乳弹性体、橡胶、尼龙、聚酰胺、棉、以及它们的组合中的至少一种,该不透气罩可包括透明的合成塑性材料,该罩组件可结合到自给式呼吸器(SCBA)、电动空气净化呼吸器(PAPR)、应急逃生呼吸装置(EEBD)或空气净化呼吸器(APR)中的至少一者中,该罩组件可包括可连接到可呼吸空气供应源的端口,该可呼吸空气可由压缩空气气缸供应,该可呼吸空气可为过滤空气,可呼吸空气供应源可为化学氧气发生器,一旦颈部密封件被牵拉越过使用者的头部并由使用者释放,该颈部密封件就可自动收缩以围绕使用者的颈部形成密封,从而允许使用者在单个步骤中穿戴罩组件,和/或该颈部密封件可沿开口的整个周边附接到不透气罩(例如,在一个步骤中)。
本文所述的应急呼吸系统的某些实施方案的优点包括提供易于制造和使用、负担得起、舒适、适应各种头部和颈部尺寸并且易于佩戴的罩组件。
附图说明
图1为根据本发明的实施方案的包括罩组件的应急呼吸系统的透视图。
图2为佩戴图1所示的应急呼吸系统的使用者的图解示意图。
图3为根据本公开的第一实施方案的罩组件的平面图。
图4为根据本公开的第二实施方案的罩组件的平面图。
图5为处于中间或预组装状态的第一弹性颈部密封件在与罩组合之前的细部平面图。
图6为处于中间或预组装状态的第二弹性颈部密封件在与罩组合之前的细部平面图。
图7为具有60度重叠的实施例A的弹性颈部密封件的平面图。
图8为具有90度重叠的实施例B的弹性颈部密封件的平面图。
图9为具有120度重叠的实施例A的弹性颈部密封件的平面图。
图10为具有大约60度角度扭转的实施例A-T的弹性颈部密封件的平面图。
图11为具有大约90度角度扭转的实施例B-T的弹性颈部密封件的平面图。
图12为具有大约120度角度扭转的实施例C-T的弹性颈部密封件的平面图。
图13为不具有重叠或扭转角度的实施例CS的弹性颈部密封件的平面图。
图14为使用不同制造方法和原材料制成的不同弹性带的最大力与重叠角度的图。
图15为使用不同制造方法和原材料制成的不同弹性带的性能增加(以百分比计)与重叠角度(以度计)的图。
图16为针对四个不同的重叠和扭转角的最大力与重叠角度的图。
图17为三种不同重叠和扭转角度的性能增加(以百分比计)与重叠角度(以度计)的图。
具体实施方式
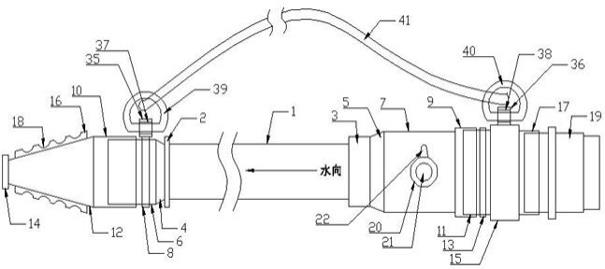
现在参见图1和图2,其中相似的附图标号表示相似或对应的部件,示出了应急呼吸系统或应急逃生呼吸装置(EEBD)2,其包括压缩可呼吸空气的罐或气缸4、调节器6以及用于将可呼吸空气从气缸4递送到罩组件10的柔性软管或管8。罩组件10包括具有开口14的罩12,该开口具有能弹性变形的颈部密封件16,该弹性可变形颈部密封件可膨胀以允许罩12放置在使用者的头部18上方并且可收缩以允许颈部密封件16固定在使用者的颈部20周围。应急呼吸系统的其他方面在英国专利申请GB2191950A(专利申请8615744-Glynn等人)中有所描述,该专利申请的全部内容据此以引用方式并入。
罩12中的开口14和由颈部密封件16形成的开口的尺寸被设计为适应使用者的头部18(即适配在使用者的头部上)。此外,颈部密封件16被构造成在使用者的颈部20周围形成密封,以防止或至少显著地减小使危险或有害气体或颗粒物质进入由罩12在使用者的头部周围形成的保护空间的可能性。
在一个方面,开口14和颈部密封件16的尺寸被设计为适应具有至少约17英寸的周长、至少约18英寸的周长、至少约19英寸的周长或至少约20英寸的周长的头部。在另一方面,开口14和颈部密封件16的尺寸被设计成适应具有不大于约25英寸、不大于约26英寸、不大于约27英寸或不大于约28英寸的周长的头部。在另一方面,颈部密封件16的尺寸被设计成适应具有至少约9英寸、至少约10英寸、至少约11英寸或至少约12英寸的周长的颈部,和具有不大于约20英寸的周长、不大于约21英寸的周长、不大于约22英寸的周长、或不大于约23英寸的周长的颈部。
在所示实施方案中,颈部密封件16包括一对重叠区域16a、16b,其中颈部密封件16与自身成重叠关系进行布置。虽然所示实施方案包括两个重叠区域,在颈部密封件16的相对端部处各有一个,但应当理解,颈部密封件16可仅包括一个重叠区域或者其可包括三个或更多个重叠区域。此外,在所示实施方案中,弹性颈部密封件16沿开口14的整个周边设置。然而,将认识到,颈部密封件16可沿开口14的一部分设置。
根据本发明的一个方面,发现重叠区域16a、16b改善颈部密封件16适应宽范围的头部和颈部尺寸(即,大和小的头部以及颈部)的能力。更具体地,重叠区域16a、16b改善颈部密封件膨胀的能力,并且因此适配在使用者的头部上,并且还改善颈部密封件收缩并围绕使用者的颈部形成密封的能力。即,为颈部密封件16提供至少一个重叠区域增加了颈部密封件16的伸展性,从而允许颈部密封件16适应宽范围的头部尺寸,同时还允许颈部密封件16以形成合适的密封件的方式舒适地固定在使用者的颈部周围,以保护使用者免受可能存在于周围环境中的危险气体或毒性气体的影响。此外,一旦颈部密封件16被牵拉越过使用者的头部,该颈部密封件就在使用者的颈部周围自动形成密封,由此罩组件10可由使用者在单个步骤中穿戴。
如下文所详述,颈部密封件16可具有一体的(即,一件式)构造,其中通过将颈部密封件16以重叠关系折叠或扭转到其自身上来形成至少一个重叠区域16a、16b,或者颈部密封件16可具有至少两件式构造(即,多件式构造),其中通过以重叠关系布置彼此固定或附连的至少两个单独或离散的材料条带来形成重叠区域。条带彼此固定的具体方式对于本发明而言并不重要,只要其提供期望的功能即可。用于将单独的条带彼此附连的合适装置包括例如缝合、粘合剂、焊接或机械紧固件(例如,带扣、夹子、夹具、按钮、按扣)。此外,重叠区域16a、16b可被形成为使得颈部密封件16的在与重叠区域相反的方向上向外延伸的部分可以所选择的角度布置。
在所示实施方案中,罩组件10包括罩12,该罩包含在该罩12的底部处的大开口14,该大开口的尺寸被设计成适应最终使用者的头部18和颈部20,并且还包含在该罩12的前部中的小开口24或空气连接端口,该小开口或空气连接端口可与可呼吸空气供应源连接。在所示实施方案中,可呼吸空气由经由软管8与罩12连接的压缩空气气缸4供应。在其他实施方案中,可呼吸空气可包括过滤的空气,或者可呼吸空气供应源可包括化学氧气发生器。
在所示实施方案中,罩12由不透气材料(诸如透明的合成塑性材料)形成。合适的材料包括例如聚氨酯。另选地,将认识到,罩12可由不透明的不透气材料(例如,织造的或非织造的布或织物材料)形成,并且罩12可设置有大致透明的窗口,使用者可通过该窗口观察周围区域。
能弹性变形的(即,能够可逆拉伸的且可收缩的)颈部密封件16沿开口14设置。在所示实施方案中,颈部密封件16的重叠区域16a、16b通常沿罩12的前部和后部设置。即,重叠区域16a、16b被布置成在颈部密封件16的相对端部处彼此成大约180度。将认识到,重叠区域16a、16b可相对于彼此以不同取向(例如,彼此成90度)以及相对于罩12处于不同位置(例如,沿罩12的侧面而不是沿罩的前部和后部)设置。
在一个实施方案中,颈部密封件16包括织物材料。织物材料可包括例如针织或织造的(例如斜纹)材料。用于颈部密封件16的合适的材料包括例如聚酯、胶乳弹性体、橡胶以及它们的组合。在一个具体实施方案中,颈部密封件16包含氯丁橡胶和聚氨酯弹性纤维(例如,合成弹力纤维)中的至少一种。
参见图3和图4,图3示出了图1和图2所示的罩组件10的侧视图,并且图4示出了图1和图2所示的罩组件10的前视图。将认识到,将图3称为侧视图并且将图4称为前视图在一定程度上是任意的。图3被称为侧视图,因为这通常是在罩组件10如预期那样被使用者佩戴并且从使用者的侧面观察(即,从使用者的肩部朝向使用者的耳朵观察)时,罩组件10的呈现方式。类似地,图4被称为前视图,因为这通常是当从使用者前面观察时(即,在使用者的面部处观察)罩组件10的呈现方式。
在图3和图4所示的实施方案中,颈部密封件16包括由薄的宽材料条带形成的一对弹性带26、28。在所示实施方案中,每个弹性带26、28由相同的材料形成。然而,将认识到,该带26、28或每个带的部分可由不同的材料形成。
在具体方面,颈部密封件16具有至少约0.25英寸、至少约0.5英寸或至少约1英寸的宽度。在另一方面,颈部密封件16具有不大于约2英寸、不大于约2.5英寸或不大于约3.5英寸的宽度。
如前所述,颈部密封件16被构造成适应宽范围的头部和颈部尺寸。为此,在某些实施方案中,颈部密封件16具有不大于约4英寸、不大于约6英寸、不大于约8英寸、不大于约9英寸或不大于约10英寸的自然静止(即收缩或未膨胀)半长。此外,颈部密封件16能够弹性变形(即,其可被拉伸而不断裂)至至少约11英寸、至少约12英寸或至少约13英寸的半长。颈部密封件16的半长是指当其被展平使得相对侧能够彼此接触时的其长度。
在颈部密封件16包括一对弹性带的实施方案中,每个弹性带26、28具有不大于约4英寸、不大于约6英寸、不大于约8英寸、不大于约9英寸或不大于约10英寸的自然静止(即收缩或未膨胀)长度。此外,颈部密封件16能够弹性变形(即,拉伸而不断裂并恢复到其大致初始长度)至至少约11英寸、至少约12英寸或至少约13英寸的长度。
表征颈部密封件16的延伸或拉伸尺寸的另一种方式是通过其伸长程度。因此,在一个方面,颈部密封件16能够伸长至少约50%、至少约60%、或至少约75%,并且能够伸长不大于约125%、不大于约150%、或不大于约200%。即,以举例的方式,具有7英寸的半长的颈部密封件16可被拉伸至至少约10.5英寸(即50%)至不大于约21英寸(即200%,这意指颈部密封件可被拉伸至其初始或未拉伸长度的三倍)的半长。类似地,在其中颈部密封件16包括一对弹性带26、28的实施方案中,每个弹性带能够伸长至少约50%、至少约60%、或至少约75%,并且能够伸长不大于约100%,不大于约150%,或不大于约200%。
在另一个表征方面,使用于形成颈部密封件16的1.5英寸宽的弹性带伸长3.5英寸所需的力不大于约10牛顿、不大于约20牛顿或不大于约30牛顿。该范围的拉伸力是期望的,因为其允许颈部密封件16容易地拉伸以适配在使用者的头部上,并且还允许颈部密封件16与使用者的颈部形成舒适的密封件(即,形成足够的密封但不过紧)。
在另一个表征方面,具有至少一个重叠区域16a、16b的颈部密封件16具有比不具有重叠区域的颈部密封件大至少约5%、大至少约10%、大至少约15%、或大至少约20%的伸长率。在具体实施方案中,具有至少一个重叠区域16a、16b的半长为约7英寸的颈部密封件16将具有比不包括重叠区域的颈部密封件大至少约0.5英寸、大至少约1英寸或大至少约1.5英寸的伸长率。这样,重叠区域为颈部密封件16提供了附加的伸长特性,该伸长特性增强了颈部密封件适应更宽范围的头部和颈部尺寸的能力。
现在参见图5,其中与图1和图2所示的那些特征类似或相似的特征结构增加100,其示出了处于预组装状态的颈部密封件116的一个实施方案。即,为了便于说明,颈部密封件116被示为未附接到罩,并且颈部密封件116的自由端不紧固在一起以形成环状或连续的环或带。在所示实施方案中,颈部密封件116包括以重叠关系布置的两个单独的材料条带,从而形成重叠区域116a。更具体地讲,颈部密封件116包括以重叠关系布置并沿线122缝合在一起的一对腿部116c、116d。在所示实施方案中,缝合线122被描绘为弯曲的,但是应当理解,缝合线122也可以是线性的。
如上所述,颈部密封件116可被构造成具有形成期望角度的重叠区域。在所示实施方案中,腿部116c、116d被布置成形成大约90度的角度“A”。在其他实施方案中,腿部116c、116d可被布置成形成锐角或钝角。在一个具体实施方案中,腿部116c、116d被布置成形成背离不透气罩12的角度,该角度在至少约80度至不大于约110度的范围内。
现在参见图6,其中与图1和图2所示的那些特征相似或相同的特征增加200,其示出了处于预组装状态的颈部密封件216的另一个实施方案。在图6所示的实施方案中,颈部密封件216包括折叠或以至少部分地重叠关系以其他方式布置从而形成重叠区域216a的单个材料条带。以这种方式布置,条带包括以部分重叠关系布置的第一部分216c和第二部分216d,从而形成重叠区域216a。在该实施方案中,将认识到,颈部密封件216可以但不必在重叠区域216a中固定到其自身。
在另一个实施方案中,颈部密封件216可扭转,从而以重叠关系布置到其自身上,而不是沿清晰的折叠线折叠到其自身上。
与图5所示的实施方案一样,图6所示的颈部密封件216可被构造成具有形成期望角度的重叠区域。在图6所示的实施方案中,第一部分216c和第二部分216d被布置成形成小于90度的角度“B”。在其他实施方案中,第一部分216c和第二部分216d可被布置成形成大约90度的角度或钝角。与图5所示的实施方案一样,第一部分216c和第二部分216d可被布置成形成背离不透气罩12的角度,该角度在至少约80度至不大于约110度的范围内。
本领域的普通技术人员可以理解,在不脱离本发明概念的情况下可以对上述本发明进行各种改变和修改。例如,已主要在应急逃生呼吸装置(EEBD)的上下文中描述了个人应急呼吸系统。然而,将认识到,个人应急呼吸系统可结合到例如自给式呼吸器(SCBA)、电动空气净化呼吸器(PAPR)或空气净化呼吸器(APR)中。即,将认识到,本文所述的罩组件可结合到将受益于此类罩组件的任何呼吸系统中。因此,本发明的范围不应限于本专利申请中所述的结构,而只应受权利要求书的文字所述的结构及其等同结构的限制。
测试方法
用于测量伸长率的测试方法
伸长率在得自马萨诸塞州诺伍德的英斯特朗公司(Instron,Norwood,Massachusetts)的型号为5565、序列号为C2067的Instron上按照ASTMD5034进行测量。结果,测量为指定伸长率下的以牛顿为单位的力。在测试期间,使用100N测力传感器,3.5\"隔距,1\"窄夹具。
用于制备样品的方法
NIOSH具有头部和颈部尺寸的最大周长和最小周长的规格,以确保所有头部和颈部尺寸都适应容易地佩戴并且在颈部周围形成足够的密封。根据本公开,所述设计具有一步佩戴程序,并且适应最大头部周长以进行佩戴且适应最小颈部周长以在颈部周围形成足够的密封。据信颈部周围的密封是使产品正常工作的最重要的尺寸。如下所述,对于重叠或扭转设计,使用弹性部件的内边缘作为不具有重叠或扭曲的弹性部件的比较距离,其在最终构造的设计中形成密封。
通过将弹性部件的两个单独的端件堆叠和重叠在彼此的顶部上或将一个连续件扭转至优选的角度来形成下文实施例中所述的重叠角度。最终闭合构造被设计成具有最少一个由上述方法中的一种或它们的组合形成的重叠角度。所有测试样品均使用施加到样品端部的3MTM夹持材料GM631,以在测试期间引导样品与夹具边缘对齐,以具有一致的距离并防止在Instron上拉伸测试期间滑动。
实施例A
实施例A描述了具有60度角度重叠的样品(图7),该样品通过手动地将两个单独的弹性件切割并缝合在一起来制备。重叠的样品由1.5英寸宽的弹性部件制成,表2。将两个弹性件手动切割成4.75英寸长,表1。将两个件的两个端部堆叠在彼此的顶部上,右件堆叠在左端部的顶部上,其中它们的内边缘产生60度角度。在重叠两个件之后,用限定半径的弯曲缝合线(表1)连接弹性件的外边缘,以形成连续的外边缘。缝合线用可以商品名“D-Core 31001”(棉包裹聚酯,40特克斯(Tex))从北卡罗来纳州梅特霍利的美国线业有限责任公司(American Co.Effird LLC,Mt Holly,North Carolina)商购获得的白线来制备。缝合使用可以商品名“Mitsubishi LS2-1780”从日本东京的三菱电气公司(Mitsubishi Electric Corporation,Tokyo,Japan)商购获得的具有自动下修剪器的单针锁缝机来进行。在将两个件缝合在一起之后,测量内边缘并从重叠点至1.75英寸进行标记(表1),并且施加得自明尼苏达州圣保罗的3M公司(3M Company,St.Paul,Minnesota)的“3MTM夹持材料GM631”。
根据如上所述的用于测量拉伸强度的测试方法测试重叠角度样品,其中最大负荷(N)值以及与对照样品的变化在表3中给出。实施例1A对应于图7。
实施例B
实施例B如实施例A所述制备,具有90度的角度重叠(图8),之后如实施例A所述缝合、施加夹持材料并测试。
实施例C
实施例C如实施例A所述制备,具有120度的角度重叠(图9),之后如实施例A所述缝合、施加夹持材料并测试。
实施例A-T
实施例A-T描述了具有60度角度扭转的样品(图10),所述样品通过手动切割一个弹性件并顶压在一起来制备。扭转的样品由1.5英寸宽的弹性部件制成,表TT。将弹性件手动切割成8.25英寸长,表1。将一件式弹性部件的两端扭转,右侧在左侧的顶部上,其中它们的内边缘成60度角度,之后缝合,施加夹持材料并如实施例A所述进行测试。
实施例B-T
实施例B-T如实施例A-T所述制备,具有90度角度扭转(图11),之后如实施例A所述缝合、施加夹持材料并测试。
实施例C-T
实施例C-T如实施例A-T所述制备,具有120度的角度扭转(图12),之后如实施例A所述缝合、施加夹持材料并测试。
实施例CS
实施例CS(比较样品)描述了不具有重叠或扭转且角度基准为零的样品(图13),所述样品通过手动切割1个弹性件来制备,之后如实施例A所述施加夹持材料并测试。
表1-样品尺寸
表2-材料含量和制造商信息
图14为表示用不同的制造方法和原材料(表2)以恒定的宽度和长度制成的一系列弹性带的图。在该图中,使实施例以恒定距离伸长所需的最大力的趋势示出与相同弹性带的比较平坦样品(无-180度角)相比,具有任何重叠角度设计(60度、90度、120度角度)的力减小的改善,表3。此外,与钝角重叠角度相比,在锐角重叠角度的情况下,存在力减小。对于所有类型的弹性材料,这种减小和所需的力并不相同。力的减小起因于弹性带中的重叠或扭转,而与制造弹性带的材料或方法无关。
图15为表示与对比平坦样品相比,不同制备方法(包括重叠或扭转)的图,表4。与不包括扭转或重叠的比较样品相比,无论制备方法如何,实施例均示出力减小的改善。此外,与制备的扭转方法相比,制备样品的重叠方法示出在某些角度范围内的力减小的改善。
测试结果指示,弹性部件设计的内边缘距离和外边缘距离、重叠角度、以及弹性部件原材料和制造方法(表1和表2)是影响总体设计性能的参数。基于该结果,优选的制备方法是通过与由针织制造方法形成的两件弹性部件形成重叠,参见图15-19。在一个实施方案中,使用具有1.5英寸的宽度和在90-120度范围内的重叠角度的针织弹性部件。
表3
比较了在直的弹性部件与3个不同重叠角度的情况下,使不同方式制得的弹性部件以1.5英寸恒定宽度和3.5”伸长距离伸长的最大力。
图15示出了伸长率测试的结果,其比较了以%计的增加的性能与不同弹性部件的重叠角度
表4
比较了在直的弹性部件和3个角度的情况下,使通过重叠和扭转而制成的弹性部件伸长的最大力。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。