1.本发明涉及一种航空航天柔性产品的工序优化方法,属于自动化装配技术领域。
背景技术:
2.自动化装配是以自动化机械代替人工劳动的一种装配技术,自动化装配技术以机器人为装配机械,同时需要柔性的外围设备。近年来,自动化装配生产线在各个行业快速发展,例如在汽车制造领域,已经相对发展成熟。但是在航空航天领域,由于专用技术性强、产品批量小,自动化装配技术相对发展比较弱势。例如,导弹的柔性装配技术发展非常受限,一方面是受技术的封锁和限制,更重要的一方面,是受生产量的影响。数量不多而状态多一直以来在研制和批生产中都有所体现,批生产的数量也不高。
3.因此,高端复杂产品的装配技术发展一直较为缓慢,对该技术领域的研究也很少,自动化装配系统依然比较落后。
技术实现要素:
4.本发明目的是为了解决现有柔性生产技术无法适应航空航天领域高端复杂产品多品种、变批量生产特点的问题,提供了一种基于遗传算法的航空航天柔性产品工序优化方法。
5.本发明所述一种基于遗传算法的航空航天柔性产品工序优化方法,该方法的具体过程包括:
6.s1、对设备级单元的参数进行表征,所述设备级单元包括执行设备和被操作对象;
7.s2、根据生产线的任务需求,建立任务
‑
工序
‑
动作序列的生产数据库;
8.s3、根据s2获取的生产数据库,采用遗传算法对执行设备的执行工序进行优化设计,以最短加工时间作为优化目标,获得执行设备的加工工序序列。
9.优选的,s1所述对执行设备的参数进行表征的具体方法是:
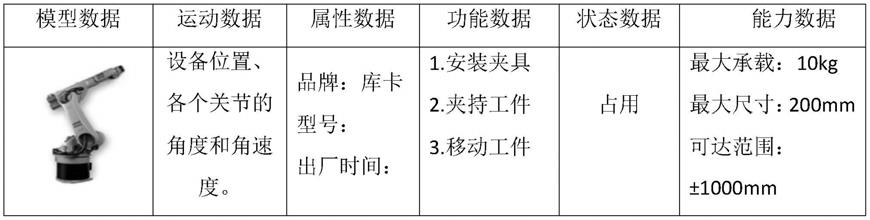
10.执行设备的参数包括模型数据、运动数据、属性数据、功能数据、状态数据和能力数据;
11.所述模型数据为设备的外形尺寸的三维模型,通过设备的出厂信息获取;
12.所述运动数据为设备移动部件的位置和部件移动速度的实时运动信息,通过传感器采集的实时信息获取;
13.所述属性数据为设备的名称、出厂厂家和寿命,通过设备的出厂信息获取;
14.所述功能数据为设备能够完成的功能清单,通过设备的的出厂信息获取;
15.所述状态数据为设备当前已完成的任务的工作状态;
16.所述能力数据为设备可承载的最大重量、最大尺寸和可达到范围,通过设备的的出厂信息获取。
17.优选的,s1所述对被操作对象的参数进行表征的具体方法是:
18.所述被操作对象的参数包括模型数据、属性数据、质量数据、尺寸数据和存放位置
数据;
19.所述模型数据为被操作对象的外形尺寸的三维模型,通过被操作对象的出厂信息获取;
20.所述属性数据为被操作对象的名称、出厂厂家和寿命,通过被操作对象的出厂信息获取;
21.所述质量数据为被操作对象的质量,通过被操作对象的出厂信息获取;
22.所述尺寸数据为被操作对象的外包络尺寸,通过被操作对象的出厂信息获取;
23.所述存放位置数据为被操作对象的存放位置,通过存放后输入坐标获取。
24.优选的,s2所述建立任务
‑
工序
‑
动作序列的生产数据库的具体方法包括:
25.s2
‑
1、将生产线的任务全部列举,建立任务数据库;
26.s2
‑
2、将列举的每个任务拆分为多个工序,每个工序与执行设备、操作对象建立映射关系,建立工序数据库;
27.s2
‑
3、将各个工序拆分为多个指定的动作序列,每个动作序列与执行设备的运动数据建立映射关系。
28.优选的,s2
‑
1所述将生产线的任务全部列举,建立任务数据库的具体方法包括:
29.根据生产线的任务需求,由顶层任务决策系统整合生产线需要实现的全部任务的清单;
30.任务数据库包括任务id、任务名和工序存放数据库;
31.所述任务id是任务编号;
32.所述任务名是任务编号对应的任务的名称;
33.所述工序存放数据库是存放对应任务名称的工序组成的数据库。
34.优选的,s2
‑
2所述的工序之间的关系有:替换、可逆和前置;
35.所述替换关系是:当一个部件与另一个部件之间具备相同的功能时,两个部件之间可以替换;
36.所述可逆关系是:当一个部件与另一个部件之间的安装顺序可以调换时,两个部件之间可以进行交换顺序;
37.所述前置关系是:当一个部件与另一个部件之间的安装顺序不可以调换时,两个部件之间存在前后顺序。
38.优选的,s2
‑
2所述的工序数据库的内容包括:工序id、工序名、机械臂名称和动作表;
39.所述工序id是工序的编号;
40.所述工序名是工序编号对应的工序名称;
41.所述机械臂名称是工序名称可使用的机械臂;
42.所述动作表是机械臂名称执行的工序所对应的动作。
43.优选的,s2
‑
3所述每个动作序列与执行设备的运动数据建立映射关系的具体内容包括:动作id、动作名、对象和时间;
44.所述动作id是:当动作id为i时,动作id表示工序的第i个动作;
45.所述动作名是:动作id对应的动作的名称;
46.所述对象是:该动作名称对应的被操作对象;
47.所述时间是:执行该动作需要的时间。
48.优选的,s3所述采用遗传算法对执行设备的执行工序进行优化设计的具体方法包括:
49.s3
‑
1、采用遗传算法分别对工序和执行设备进行编码的分配;
50.所述采用遗传算法对工序进行编码分配的具体方法是:
51.采用工件的序号表示待加工工件的工序,工件的序号出现的次数等于该工件的工序总数;所述工序总数等于编码染色体的基因总数;
52.根据工件的序号在染色体中出现的次序进行编译,也就是从左至右扫描染色体,第r次出现的工件序号,表示该工件的第r道工序;
53.所述采用遗传算法对执行设备进行编码分配的具体方法是:
54.设工序的总数为l,工序id分别用1、2、3、
…
、l表示;
55.对于l个工序,形成l个可选择执行设备的子集{s1、s2、s3、
…
、s
l
};
56.第i个工序的可选择执行设备的子集为s
i
,s
i
中元素的个数为n
i
,s
i
中的元素表示为{m
1i
、m
2i
、m
3i
、
…
、m
ni
};
57.基于执行设备分配的编码基因表示为[g1,g2,
…
,g
i
,
…
,g
l
];其中,g
i
表示第i个基因,g
i
是[1,n
i
]内的整数,是集合s
i
中的第g
i
个元素m
gi
,表示第i个工序的加工执行设备;
[0058]
s3
‑
2、根据s3
‑
1获取的执行设备编码的基因串选择每道工序的执行设备,然后按照s3
‑
1获取的工序编码的基因串确定每台执行设备上的工序顺序;
[0059]
s3
‑
3、将染色体中的基因串相互交叉;
[0060]
工序编码基因串的交叉过程为:
[0061]
将所有的工件随机分成两个集合;
[0062]
第一个子代染色体继承第一个父代染色体中第一个集合内工件对应的基因;
[0063]
第二个子代染色体继承第二个父代染色体中第一个集合内工件对应的基因;
[0064]
第二个父代染色体将已被继承基因删除,剩余基因按照原有顺序填充至第一个子代染色体中;
[0065]
第一个父代染色体将已被继承基因删除,剩余基因按照原有顺序填充至第二个子代染色体中;
[0066]
执行设备编码基因串的交叉过程为:随机产生一个由0和1组成的集合,该集合与染色体长度相等,将两个父代染色体中与该集合中0位置处的基因相互交换,获得两个子代染色体;
[0067]
s3
‑
4、将染色体中的基因串进行变异;
[0068]
工序编码基因串的变异过程为:从工序编码的染色体中随机选择一个基因,随机插入另一个位置;
[0069]
执行设备编码基因串的变异过程为:随机选择两道工序,选择执行这两道工序的其中一个执行设备,将选择的执行设备的编码置入s3
‑
1获取的执行设备编码的基因串中。
[0070]
优选的,s3所述采用遗传算法对执行设备的执行工序进行优化设计还包括约束条件:
[0071]
同一时刻同一台执行设备只能加工一个待加工工件;
[0072]
每个待加工工件在一个时刻只能在一台执行设备上进行加工,且不能中断;
[0073]
每个待加工工件的工序有先后约束,不同待加工工件的工序没有先后约束;
[0074]
不同待加工工件具有相同的优先级。
[0075]
本发明的优点:本发明提出的基于遗传算法的航空航天柔性产品工序优化方法,首先对设备级单元的参数进行表征,此处提出的是一种“几何
‑
物理
‑
行为
‑
规则
‑
约束”多维度的单元表征方法,实现了对设备级单元的参数化表征。建立任务
‑
工序
‑
动作序列的生产数据库,扩展性强,异源异构数据融合能力强,后期能够对生产线模块库进行拓展。最后,采用遗传算法对机械臂的执行工序进行优化,具有较强的收敛性,适用于对航空航天产品的加工生产,能够提高航空航天产品的加工效率。
附图说明
[0076]
图1是本发明所述基于遗传算法的航空航天柔性产品工序优化方法的原理示意图;
[0077]
图2是建立任务数据库的原理框图;
[0078]
图3是建立工序数据库的原理框图;
[0079]
图4是获取动作序列的原理框图。
具体实施方式
[0080]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0081]
需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
[0082]
下面结合附图和具体实施例对本发明作进一步说明,但不作为本发明的限定。
[0083]
具体实施方式一:下面结合图1说明本实施方式,本实施方式所述基于遗传算法的航空航天柔性产品工序优化方法,该方法的具体过程包括:
[0084]
s1、对设备级单元的参数进行表征,所述设备级单元包括执行设备和被操作对象;
[0085]
s2、根据生产线的任务需求,建立任务
‑
工序
‑
动作序列的生产数据库;
[0086]
s3、根据s2获取的生产数据库,采用遗传算法对执行设备的执行工序进行优化设计,以最短加工时间作为优化目标,获得执行设备的加工工序序列。
[0087]
具体实施方式二:本实施方式对实施方式一作进一步说明,s1所述对执行设备的参数进行表征的具体方法是:
[0088]
执行设备的参数包括模型数据、运动数据、属性数据、功能数据、状态数据和能力数据;
[0089]
所述模型数据为设备的外形尺寸的三维模型,通过设备的出厂信息获取;
[0090]
所述运动数据为设备移动部件的位置和部件移动速度的实时运动信息,通过传感器采集的实时信息获取;
[0091]
所述属性数据为设备的名称、出厂厂家和寿命,通过设备的出厂信息获取;
[0092]
所述功能数据为设备能够完成的功能清单,通过设备的的出厂信息获取;
[0093]
所述状态数据为设备当前已完成的任务的工作状态;
[0094]
所述能力数据为设备可承载的最大重量、最大尺寸和可达到范围,通过设备的的出厂信息获取。
[0095]
本实施方式中,模型数据用于厂房布局规划和厂房虚拟三维模型的建立。运动数据用于描述设备移动部件的实时运动状态,包括位置、部件移动速度等信息,可用于故障排查。属性数据包括设备的名称、出厂厂家、设备寿命等,可用于设备规格信息的查找。功能数据包括动作内容、功能完成时间等。能力数据作为约束条件和选择相关设备的约束信息。
[0096]
本实施方式中,以协作机械臂和转运车为例,相应的执行设备的参数表征方式如表1和表2所示:
[0097]
表1
[0098][0099]
表2
[0100][0101]
进一步的,s1所述对被操作对象的参数进行表征的具体方法是:
[0102]
所述被操作对象的参数包括模型数据、属性数据、质量数据、尺寸数据和存放位置数据;
[0103]
所述模型数据为被操作对象的外形尺寸的三维模型,通过被操作对象的出厂信息获取;
[0104]
所述属性数据为被操作对象的名称、出厂厂家和寿命,通过被操作对象的出厂信息获取;
[0105]
所述质量数据为被操作对象的质量,通过被操作对象的出厂信息获取;
[0106]
所述尺寸数据为被操作对象的外包络尺寸,通过被操作对象的出厂信息获取;
[0107]
所述存放位置数据为被操作对象的存放位置,通过存放后输入坐标获取。
[0108]
本实施方式中,模型数据用于厂房虚拟三维模型建立。具体形式可为通用的三维模型,设备的三维模型在前期直接导入到系统中。属性数据用于设备规格信息的查找。
[0109]
本实施方式中,以pbe板为例,相应的被操作对象的参数进行表征方式如表3所示:
[0110]
表3
[0111][0112]
具体实施方式三:下面结合图2、图3和图4说明本实施方式,本实施方式对实施方式一作进一步说明,s2所述建立任务
‑
工序
‑
动作序列的生产数据库的具体方法包括:
[0113]
s2
‑
1、将生产线的任务全部列举,建立任务数据库;
[0114]
s2
‑
2、将列举的每个任务拆分为多个工序,每个工序与执行设备、操作对象建立映射关系,建立工序数据库;
[0115]
s2
‑
3、将各个工序拆分为多个指定的动作序列,每个动作序列与执行设备的运动数据建立映射关系。
[0116]
本实施方式中,每个任务具有全部可实现的工序安排方案。
[0117]
进一步的,s2所述建立执行设备的生产数据库的具体内容包括:执行设备的名称、最大负载质量、最大夹取尺寸和机械臂覆盖范围。
[0118]
本实施方式中,在对工序进行规划调度时,需要的是执行设备的能力信息,包括机械臂最大负载质量、最大夹取尺寸、机械臂覆盖范围,因此建立机械臂能力数据库如表4所示:
[0119]
表4
[0120]
id名称最大负载质量最大夹取尺寸xminxmaxyminymax1机械臂18kg200mm
‑
100mm2000mm
‑
100mm2000mm2机械臂210kg200mm
‑
100mm2000mm
‑
100mm2000mm
[0121]
再进一步的,s2所述建立被操作对象的生产数据库的具体内容包括:被操作对象的名称、质量、外包络尺寸和存放位置。
[0122]
本实施方式中,与机械臂能力相对应的是被操作对象的相关属性信息,包括被操作对象名称、重量、最大外包络尺寸、存放位置,因此建立被操作对象属性数据库如表5所示:
[0123]
表5
[0124]
[0125][0126]
再进一步的,s2
‑
1所述将生产线的任务全部列举,建立任务数据库的具体方法包括:
[0127]
根据生产线的任务需求,由顶层任务决策系统整合生产线需要实现的全部任务的清单;
[0128]
任务数据库包括任务id、任务名和工序存放数据库;
[0129]
所述任务id是任务编号;
[0130]
所述任务名是任务编号对应的任务的名称;
[0131]
所述工序存放数据库是存放对应任务名称的工序组成的数据库。
[0132]
本实施方式中,任务的具体划分根据厂房的具体规格进行制定,拟定三个装配任务,任务数据库如表6所示:
[0133]
表6
[0134]
id任务名工序存放数据库1任务1task12任务2task23任务3task3
[0135]
再进一步的,s2
‑
2所述的工序之间的关系有:替换、可逆和前置;
[0136]
所述替换关系是:当一个部件与另一个部件之间具备相同的功能时,两个部件之间可以替换;
[0137]
所述可逆关系是:当一个部件与另一个部件之间的安装顺序可以调换时,两个部件之间可以进行交换顺序;
[0138]
所述前置关系是:当一个部件与另一个部件之间的安装顺序不可以调换时,两个
部件之间存在前后顺序。
[0139]
再进一步的,s2
‑
2所述的工序数据库的内容包括:工序id、工序名、机械臂名称和动作表;
[0140]
所述工序id是工序的编号;
[0141]
所述工序名是工序编号对应的工序名称;
[0142]
所述机械臂名称是工序名称可使用的机械臂;
[0143]
所述动作表是机械臂名称执行的工序所对应的动作。
[0144]
本实施方式中,机械臂名称是工序名称可使用的机械臂(也就是执行设备),某些工序可以使用多个机械臂执行,因此在工序数据库内同一工序可以多次出现,以对应不同的机械臂,此时以工序id区分表示对应不同机械臂的工序。
[0145]
本实施方式中,工序数据库如表7所示:
[0146]
表7
[0147]
[0148][0149]
其中,动作表为由机械臂i执行的工序所对应的动作组成数据库。其命名规则为task_i_j_k,i表示对应的任务,j表示任务i中的第j个工序,k表示使用的机械臂序号。
[0150]
再进一步的,s2
‑
3所述每个动作序列与执行设备的运动数据建立映射关系的具体内容包括:动作id、动作名、对象和时间;
[0151]
所述动作id是:当动作id为i时,动作id表示工序的第i个动作;
[0152]
所述动作名是:动作id对应的动作的名称;
[0153]
所述对象是:该动作名称对应的被操作对象;
[0154]
所述时间是:执行该动作需要的时间。
[0155]
本实施方式中,根据每个具体工序,建立全部可能的动作序列清单。其中,每个指定动作与被操作对象相对应。动作组成如表8所示:
[0156]
表8
[0157]
id动作名对象时间
1抓取框架1
‑
框架102放置框架1
‑
框架20
[0158]
具体实施方式四:本实施方式对实施方式一作进一步说明,s3所述采用遗传算法对执行设备的执行工序进行优化设计的具体方法包括:
[0159]
s3
‑
1、采用遗传算法分别对工序和执行设备进行编码的分配;
[0160]
所述采用遗传算法对工序进行编码分配的具体方法是:
[0161]
采用工件的序号表示待加工工件的工序,工件的序号出现的次数等于该工件的工序总数;所述工序总数等于编码染色体的基因总数;
[0162]
根据工件的序号在染色体中出现的次序进行编译,也就是从左至右扫描染色体,第r次出现的工件序号,表示该工件的第r道工序;
[0163]
所述采用遗传算法对执行设备进行编码分配的具体方法是:
[0164]
设工序的总数为l,工序id分别用1、2、3、
…
、l表示;
[0165]
对于l个工序,形成l个可选择执行设备的子集{s1、s2、s3、
…
、s
l
};
[0166]
第i个工序的可选择执行设备的子集为s
i
,s
i
中元素的个数为n
i
,s
i
中的元素表示为{m
1i
、m
2i
、m
3i
、
…
、m
ni
};
[0167]
基于执行设备分配的编码基因表示为[g1,g2,
…
,g
i
,
…
,g
l
];其中,g
i
表示第i个基因,g
i
是[1,n
i
]内的整数,是集合s
i
中的第g
i
个元素m
gi
,表示第i个工序的加工执行设备;
[0168]
s3
‑
2、根据s3
‑
1获取的执行设备编码的基因串选择每道工序的执行设备,然后按照s3
‑
1获取的工序编码的基因串确定每台执行设备上的工序顺序;
[0169]
s3
‑
3、将染色体中的基因串相互交叉;
[0170]
工序编码基因串的交叉过程为:
[0171]
将所有的工件随机分成两个集合;
[0172]
第一个子代染色体继承第一个父代染色体中第一个集合内工件对应的基因;
[0173]
第二个子代染色体继承第二个父代染色体中第一个集合内工件对应的基因;
[0174]
第二个父代染色体将已被继承基因删除,剩余基因按照原有顺序填充至第一个子代染色体中;
[0175]
第一个父代染色体将已被继承基因删除,剩余基因按照原有顺序填充至第二个子代染色体中;
[0176]
执行设备编码基因串的交叉过程为:随机产生一个由0和1组成的集合,该集合与染色体长度相等,将两个父代染色体中与该集合中0位置处的基因相互交换,获得两个子代染色体;
[0177]
s3
‑
4、将染色体中的基因串进行变异;
[0178]
工序编码基因串的变异过程为:从工序编码的染色体中随机选择一个基因,随机插入另一个位置;
[0179]
执行设备编码基因串的变异过程为:随机选择两道工序,选择执行这两道工序的其中一个执行设备,将选择的执行设备的编码置入s3
‑
1获取的执行设备编码的基因串中。
[0180]
本实施方式中,编码与解码是指染色体和调度解之间进行相互转换。遗传算法的编码由两部分组成,第一部分为基于工序的编码,用来确定工序的加工先后顺序;第二部分为基于机器分配的编码,用来选择每道工序的加工机器。
[0181]
进一步的,s3所述采用遗传算法对执行设备的执行工序进行优化设计还包括约束条件:
[0182]
同一时刻同一台执行设备只能加工一个待加工工件;
[0183]
每个待加工工件在一个时刻只能在一台执行设备上进行加工,且不能中断;
[0184]
每个待加工工件的工序有先后约束,不同待加工工件的工序没有先后约束;
[0185]
不同待加工工件具有相同的优先级。
[0186]
本实施方式中,采用m台执行设备要加工n种待加工工件。每个工件包含一道或多道工序,工件的工序顺序是预先确定的;每道工序可以在多个执行设备(机械臂)上加工,工序的加工时间随执行设备(机械臂)的性能不同而变化。调度目标是为每道工序选择最合适的执行设备(机械臂)、确定每台执行设备(机械臂)上各工件工序的最佳加工顺序及开工时间,使总的加工时间最短。
[0187]
虽然在本文中参照了特定的实施方式来描述本发明,但是应该理解的是,这些实施例仅仅是本发明的原理和应用的示例。因此应该理解的是,可以对示例性的实施例进行许多修改,并且可以设计出其他的布置,只要不偏离所附权利要求所限定的本发明的精神和范围。应该理解的是,可以通过不同于原始权利要求所描述的方式来结合不同的从属权利要求和本文中所述的特征。还可以理解的是,结合单独实施例所描述的特征可以使用在其他所述实施例中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。