1.本实用新型涉及一种智能卡制造中的测试用工装,特别是公开一种智能卡翘曲度快速测试工装,主要应用于智能ic卡制造领域,可以对智能卡进行快速筛查,迅速定性测量智能卡的翘曲度。
背景技术:
2.现有技术中对智能卡翘曲度指标的测试手段通常是以gb/t 17554.1
‑
2006 识别卡测试方法第1部分:一般特性测试identification cards
‑
test methods
‑
part 1 .general characteristics tests(iso/iec 10373
‑
1:1998, mod.)为基础的定向测量手段。这种测量方法参考的是2006年的国家标准,当时的主要制卡用原材料还只是pvc材质,同一种材质在制造获得的智能卡发生翘曲不平的可能性极低,因此,采用抽样加定量测量的方法即完全可以满足实际生产的需求。
3.但是,自2009年开始,随着智能卡应用领域扩展,pet材质在交通卡、地铁票上等各种形式智能卡上的大规模投入,智能卡制造中卡片翘曲的现象开始在业内成为一个行业通病。尤其是目前的pet材质智能卡大多是pet层复合pvc层组成的复合结构,而所谓的pet指的是聚对苯二甲酸乙二醇酯,化学式为coc6h4cooch2ch2o,英文为polyethylene terephthalate,这种材质有一种特性就是双向拉伸,一定要成对使用,否则就会出现翘曲。这属于产品设计先天缺陷。这种由于产品设计时所选用的原材料先天缺陷所造成的产品不良,是特殊情况下用以解决卡体易折易断裂的次优解决方法。pet层复合pvc层组成的复合智能卡制作,要求同一张卡必须使用同一对pet材料,方可保证这种复合卡不翘曲,所以这种pet层与pvc层复合层智能卡极易出现翘曲现象,这就使传统的翘曲度测试方法失去了应有的用武之地,原有的定量结合抽检的手段已经难以管控智能卡制造过程控制,造成卡片存在翘曲问题且不良品外流风险。
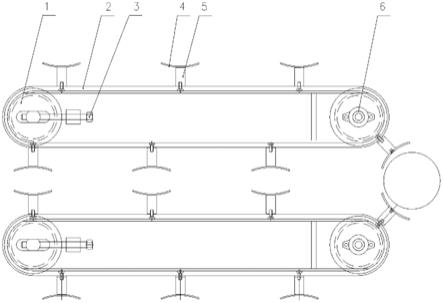
4.目前现有的智能卡翘曲度指标的测试手段为使用3d或2.5d投影设备将智能卡片侧面进行投影,并使用设备自带二维测量软件进行投影测试(参见附图1:翘曲测量投影仪器测量智能卡翘曲度的工作原理示意图),然后将测量获得数据比对标准,以判断待测件翘曲度是否符合标准。这样测试手段已经远远不能满足当前工业化大生产的实际需求,所以急需一种快速筛查翘曲度的测试方法或测试仪器。
技术实现要素:
5.本实用新型的目的是解决现有技术的缺陷,设计一种智能卡翘曲度快速测试工装,通过一种简易又不失灵巧的结构设计,将原有的繁琐的定量测量改变为定性测量,大大缩短了检验周期,节省检验人员的劳动成本。
6.本实用新型是这样实现的:一种智能卡翘曲度快速测试工装,其特征在于:所述的测试工装包括测试面板,所述的测试面板背部设有测试支板,两者间设有连接杆,并通过连接杆保持相对位置固定,所述的测试面板与水平面的夹角为75
°
,整体为侧视呈a字形的支
架状,所述测试面板上固定有3列挡块,所述的挡块与测试面板间留有空隙通道,空隙通道宽度大于智能卡的宽度,距测试面板表面的高度则分别对应3个不同公差的翘曲度。
7.所述3列挡块设置成一排固定于测试面板的光滑表面上,并分别设置为含智能卡厚度的1.2 mm、1.5 mm、2.5mm3档不同公差的翘曲度的空隙通道。
8.为充分利用测试工装,所述测试工装支架状的a字形两侧对称设置为结构和布局相同的测试面板,实现两侧同时进行测试工作。
9.根据测算,大部分智能卡翘曲度都小于或等于1.2 mm到1.5 mm,因此检验员仅仅需要将抽样的待测卡放在1.5mm(含智能卡厚度)公差的空隙通道处,由于测试面板呈75
°
斜坡状,利用重力,即可使待测卡自由滑落,待测卡能自由通过对应的1.5mm(含智能卡厚度)公差的挡块与测试面板之间的空隙通道则表示智能卡翘曲度小于1.5mm(含智能卡厚度),即为合格卡,完全符合国标,大大减少了人为干预,实现快速测试,使得整个测试项目虽然属于定性测试,但其测试结果相对精确。
10.如待测卡未能通过公差2.5mm(含智能卡厚度)的挡块与测试面板之间的空隙通道,则判定为不合格卡。本实用新型设置的3档不同公差的翘曲度可以满足不同对智能卡精度有不同需求时的快速检测。
11.本实用新型的有益效果是:本实用新型结构简单,制造和使用均很方便,实现了创新性的简化测试流程、更改测试仪器和测量方法,提高了测试效率,将原有的30分钟检测1张的检验周期,缩短为30分钟检验100张,大大缩短了检验周期,大大减少因等待产品定性而造成的产品在线等待时间,有效降低企业用工和管理成本,能够使客户端发现翘曲不良漏检比率由原有的千分之五降到十万分之一,极大的改善了客户端的体验度。本实用新型首次在业内开启了批量定性筛选翘曲度的方法,解决了定量测量无法为pet复合卡生产环节保驾护航的弱势,为pet卡片本身原材料固有缺陷打了一个强有力的补丁,弥补了pet翘曲带来的行业弊病,使得整个行业使用环保材料的进程大大加快,在一定程度上推动了pet卡的更新和发展,以小带大,推动整个行业健康发展为轨道交通领域普及pet卡的发展奠定了坚实的质量保障。
附图说明
12.图1是现有技术翘曲测量投影仪器测量智能卡翘曲度的工作原理示意图。
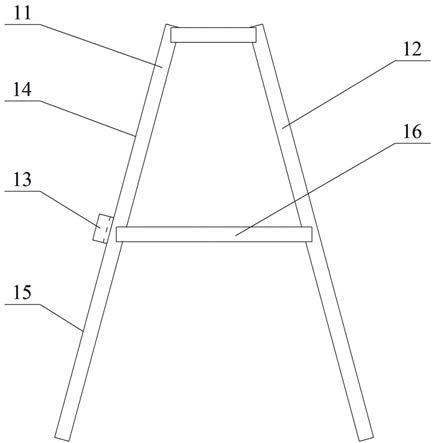
13.图2是本实用新型在测试工作状态时的结构示意图。
14.图3是本实用新型的测试面板布局及测试工作方式示意图。
15.图中:1、待测卡; 2、刻度尺;
16.11、测试面板; 12、测试支板; 13、挡块; 14、待测卡放置区; 15、合格卡滑落区;16、连接杆。
具体实施方式
17.下面结合附图和具体实施例对本实用新型作进一步说明。
18.智能卡翘曲度(warpage,与平坦度的偏差)测试工装,以gb/t 17554.1
‑
2006 识别卡测试方法第1部分:一般特性测试identification cards
‑
test methods
‑
part 1 .general characteristics tests(iso/iec 10373
‑
1:1998, mod.)为基础。
19.根据附图2和附图3,本实用新型为一种智能卡翘曲度快速测试工装,包括测试面板11,所述的测试面板11背部设有测试支板12,两者间设有连接杆16,并通过连接杆16保持相对位置固定,所述的测试面板11表面光滑,且与水平面的夹角为75
°
,测试工装整体为侧视呈a字形的支架状,经过测算,此角度时,智能卡可利用卡片本身重力沿测试面板11表面自由滑落。
20.所述测试面板11上固定有一排3列的挡块13,所述的挡块13与测试面板11间留有空隙通道,空隙通道宽度大于智能卡的宽度,且距测试面板11表面的高度则分别对应3个不同公差的翘曲度。根据国际标准,翘曲度的最大公差为2.5mm(含智能卡厚度),所以3列挡块的3档公差分别设为1.2 mm、1.5 mm、2.5mm(含智能卡厚度)三个档次。所以智能卡如能自由通过所述的空隙通道即为合格,大大减少了人为干预,使得整个测试项目虽然属于定性测试,但其测试结果相对精确。
21.同时,根据测算,大部分智能卡翘曲度都小于或等于1.2 mm到1.5 mm(含智能卡厚度),因此,检验员仅仅需要将抽样的待测卡1放在公差设置为1.5 mm(含智能卡厚度)的挡块13上方测试面板11的待测卡放置区14处,由于测试面板11呈75
°
斜坡状,利用重力,即可使待测卡1自由通过挡块13与测试面板11之间的空隙通道并滑落至测试面板11的合格卡滑落区15处,待测卡1顺利通过公差设置为1.5 mm(含智能卡厚度)的挡块13,则表示智能卡翘曲度小于1.5mm(含智能卡厚度),完全符合国标,实现了快速测试。
22.为充分利用测试工装,所述测试工装支架状的a字形两侧对称设置为结构和布局相同的测试面板,可以满足两人同时进行测试工作。
23.本实用新型打破了现有的定量测试繁琐的测试步骤,在原有的测试平台上大胆进行逆向思维革新,经过周密测算,智能卡在斜面上的摩擦力以及其自由下落的动能,使二者可以抵消,设计出角度合适的测试面板,同时对称设计则可以满足两人同时测量,保证2个工位的人可以同时在线工作,大大提高了设备的利用率。
24.本实用新型的工作原理和工作过程如下:
25.1、放卡:将待测卡放在测试面板的待测卡位置处(即附图3测试面板上的挡块上方);
26.2、待测卡自由滑落:待测卡滑向下方相应位置处的挡块与测试面板间的空隙通道;
27.3、待测卡自由通过下方相应的空隙通道:表示待测卡翘曲度合格,即为合格卡;
28.4、待测卡未能自由通过下方相应的空隙通道:待测卡卡在相应空隙通道处,未能自由通过,表示待测卡翘曲度不符合相应空隙通道的公差标准,如未能通过公差2.5mm(含智能卡厚度)的空隙通道,则可以判定为不合格卡。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。