1.本发明涉及麦克风领域,特别是一种具有一体式罩壳的麦克风及其罩壳加工方法。
背景技术:
2.传统的麦克风网一般是由编织网进行拉伸成型,会造成网孔的变形,并且是由多个编织网通过结构件连接起来,还需要与手柄进行装配,不仅结构复杂,强度差,容易损坏,而且不美观。同时传统麦克风调节音量方式采用按键或旋钮的方式;采用按键的方式,会造成按动的时候,按键的声音影响麦克风使用感受;而采用旋钮的方式,旋钮往往是装在侧边,而麦克风装配上防震支架上后,空间被防震架占用,就很难操作。
技术实现要素:
3.有鉴于此,本发明的目的是提供一种强度高,整体性好,并简化结构的具有一体式罩壳的麦克风及其罩壳加工方法。
4.本发明采用以下方案实现:一种具有一体式罩壳的麦克风,包括外部的一体式筒形罩壳和位于罩壳内的支架,所述支架上安装有电路板,支架上端安装有咪头,罩壳上部侧壁和顶部分布有透音孔。
5.进一步的,所述支架底部具有从罩壳下端伸出的凸台,所述凸台上设有音频接口和电源接口,凸台外周部设有能相对其转动的环形旋钮。
6.进一步的,所述电路板上靠近凸台处安装有电位器,所述电位器上连接有摇臂,所述摇臂上设有穿过凸台与环形旋钮连接的延伸轴,所述凸台上开设有供延伸轴穿出和活动的弧形让位槽,环形旋钮内侧部开设有与延伸轴下端配合的插槽。
7.进一步的,所述环形旋钮内侧部设有向中间凸出的卡扣,凸台周侧设有挡在卡扣下侧的环形凸筋,所述环形凸筋上开设有缺口以让卡扣向上穿过缺口并转动后与环形凸筋卡接,凸台周侧与缺口对应处设有防止卡扣从缺口脱出的防脱凸筋,所述卡扣中间设有与防脱凸筋配合的弧形凹槽。
8.进一步的,所述支架上端设有向上伸出的咪头固定座,咪头安装于咪头固定座上并与电路板电性连接,所述支架上还安装有加重铁。
9.进一步的,所述罩壳内腔上部设有罩在咪头外围的海绵罩,罩壳内嵌下部固定连接有半圆形连接件,所述连接件通过螺钉固定连接于支架上。
10.本发明另一技术方案:一种应用于上述麦克风的一体式罩壳的加工方法,所述罩壳呈筒形并由管体与帽体激光焊接而成;包括以下步骤:(1)帽体加工:在圆形平板的中间区域加工出透音孔,然后将圆形板进行冲压成型使其边缘弯折成弧形得到帽体;(2)管体加工:在矩形平板上加工出透音孔,然后将矩形平板卷成一个管状,接缝处采用激光焊接得到管体;(3)帽体和管体焊接:将帽体和管体进行激光焊接得到罩壳,然后在帽体的弧形边缘区域以及帽体和管体的激光焊接区域加工透音孔。
11.进一步的,步骤(2)中管体是在第一焊接夹具中进行激光焊接,所述第一焊接夹具包括第一前固定块和第一后固定块,第一前固定块和第一后固定块之间设有配合夹住管体的第一左夹块和第一右夹块,第一左夹块和第一右夹块之间在上侧留有与管体接缝位置对应的间隔,第一左夹块和第一右夹块上分别设有与管体适配的第一半圆形槽,第一半圆形槽内壁设有若干与管体上透音孔配合的第一定位销。
12.进一步的,步骤(3)中管体和帽体是在第二焊接夹具中进行激光焊接,所述第二焊接夹具包括第二前固定块和第二后固定块,第二前固定块后侧设有能相对其转动的活动座,所述活动座后端面设有与帽体配合的定位槽,定位槽深度小于帽体高度,所述定位槽的槽底设有若干与帽体上透音孔配合的第二定位销;第二后固定块前侧设有配合夹住管体的第二左夹块和第二右夹块,第二左夹块和第二右夹块两者长度小于管体长度并且后端面贴着第二后固定块前侧面,第二后固定块前侧面中间设有伸入管体后端的定位凸台;第二左夹块和第二右夹块上分别设有与管体适配的第二半圆形槽,第二半圆形槽内壁设有若干与管体上透音孔配合的第三定位销。
13.与现有技术相比,本发明具有以下有益效果:本发明具有一体式罩壳的麦克风设计合理,外部采用一体式筒形罩壳包裹,强度高,整体性好,不易损坏,即作为外壳使用,也作为手柄使用,简洁美观,大大简化了结构,易于装配,提高了装配效率;并采用底部的旋钮控制,不会影响麦克风的使用效果,又易于操作。
14.为使本发明的目的、技术方案及优点更加清楚明白,以下将通过具体实施例和相关附图,对本发明作进一步详细说明。
附图说明
15.图1是本发明实施例立体图;图2是本发明实施例另一视角立体图;图3是本发明实施例内部结构示意图;图4是本发明实施例省去海绵罩和环形旋钮的内部结构示意图;图5是本发明实施例中支架立体图;图6是本发明实施例中环形旋钮立体图;图7是本发明实施例中罩壳立体图;图8是本发明实施例中罩壳的管体和帽体分离状态立体图;图9是本发明实施例中第一焊接夹具使用状态立体图;图10是图8的爆炸图;图11是本发明实施例中第一焊接夹具的第一左夹块立体图;图12是本发明实施例中第二焊接夹具使用状态立体图;图13是图12的爆炸图;图14是本发明实施例中第二焊接夹具的第二左夹块立体图;图中标号说明:100
‑
罩壳、110
‑
透音孔、120
‑
管体、130
‑
帽体、200
‑
支架、210
‑
电路板、211
‑
电位器、220
‑
加重铁、230
‑
咪头、240
‑
凸台、241
‑
音频接口、242
‑
电源接口、243
‑
弧形让位槽、244
‑
环形凸筋、245
‑
缺口、246
‑
防脱凸筋、250
‑
环形旋钮、251
‑
插槽、252
‑
卡扣、253
‑
弧形凹槽、260
‑
摇臂、261
‑
延伸轴、270
‑
咪头固定座、300
‑
海绵罩、400
‑
连接件、500
‑
第一焊
接夹具、510
‑
第一前固定块、520
‑
第一后固定块、530
‑
第一左夹块、540
‑
第一右夹块、550
‑
间隔、560
‑
第一定位销、570
‑
插销a、580
‑
插孔a、600
‑
第二焊接夹具、610
‑
第二前固定块、620
‑
第二后固定块、621
‑
定位凸台、630
‑
活动座、631
‑
定位槽、632
‑
第二定位销、640
‑
第二左夹块、650
‑
第二右夹块、660
‑
第三定位销、670
‑
插销b。
具体实施方式
16.应该指出,以下详细说明都是示例性的,旨在对本技术提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本技术所属技术领域的普通技术人员通常理解的相同含义。
17.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
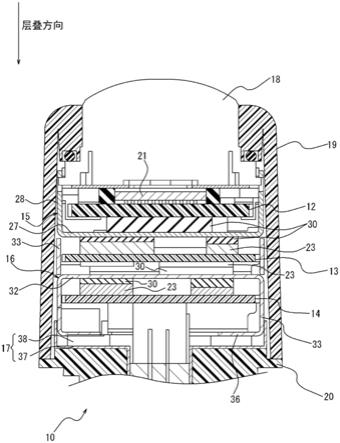
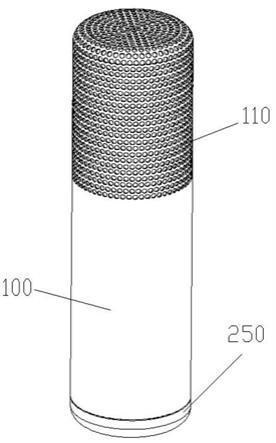
18.如图1~8所示,一种具有一体式罩壳的麦克风,包括外部的一体式筒形罩壳100和位于罩壳100内的支架200,所述支架200上安装有电路板210,支架200上端安装有咪头230,罩壳为金属材质并由管体120和上端的帽体130激光焊接而成,罩壳100上部侧壁和顶部分布有透音孔110;该麦克风外部采用一体式筒形罩壳包裹,强度高,整体性好,不易损坏;即作为外壳使用,也作为手柄使用,简洁美观,大大简化了结构,易于装配,提高了装配效率。
19.在本实施例中,所述支架200底部具有从罩壳下端伸出的凸台240,所述凸台240上设有音频接口241和电源接口242,凸台240外周部设有能相对其转动的环形旋钮250;在麦克风底部设置环形旋钮来调节音量,同时旋钮中间设置音频接口和电源接口,调节旋钮时中间接口部分保持不动;采用旋钮控制,不会影响麦克风的使用效果,同时旋钮在底部,不会被防震架遮挡,易于操作。
20.而采用旋钮调节音量,往往是装在侧边,而麦克风装配上防震支架上后,空间被防震架占用,就很难操作,旋钮放在下端,接线口只能放在侧边,影响使用。
21.在本实施例中,所述电路板210上靠近凸台处安装有电位器211,所述电位器211上连接有摇臂260,所述摇臂260上设有穿过凸台与环形旋钮连接的延伸轴261,所述凸台240上开设有供延伸轴穿出和活动的弧形让位槽243,环形旋钮250内侧部开设有与延伸轴下端配合的插槽251;通过转动环形旋钮带动摇臂转动,同时悬臂固定在电位器的旋钮上,带动电位器实现调节音量的功能;弧形让位槽243也限制了环形旋钮的转动角度。
22.在本实施例中,所述环形旋钮250内侧部设有向中间凸出的卡扣252,凸台周侧设有挡在卡扣下侧的环形凸筋244,所述环形凸筋244上开设有缺口以让卡扣向上穿过缺口245并转动后与环形凸筋卡接,凸台周侧与缺口对应处设有防止卡扣从缺口脱出的防脱凸筋246,所述卡扣252中间设有与防脱凸筋配合的弧形凹槽253;环形旋钮安装时,卡扣的弧形凹槽253对准防脱凸筋246,卡扣从缺口处沿着防脱凸筋向上滑动,当卡扣位置高于环形凸筋时,向侧边掰动卡扣使卡扣的弧形凹槽脱离防脱凸筋,卡扣被压入至环形凸筋上侧,环形旋钮转动时卡扣在环形凸筋上侧活动,由于受到防脱凸筋的阻挡,不会从缺口处脱出。
23.在本实施例中,所述支架200上端设有向上伸出的咪头固定座270,咪头230安装于咪头固定座270上并与电路板电性连接,所述支架上还安装有加重铁220。
24.在本实施例中,所述罩壳100内腔上部设有罩在咪头外围的海绵罩300,罩壳内嵌下部固定连接有半圆形连接件400,所述连接件400通过螺钉固定连接于支架上,连接件400焊接固定在罩壳内部上,起到连接罩壳和支架的作用。
25.一种应用于上述麦克风的一体式罩壳的加工方法,所述罩壳呈筒形并由管体120与帽体130激光焊接而成,先加工出帽体和管体,然后再将两者进行激光焊接;包括以下步骤:(1)帽体加工:在圆形平板的中间区域采用冲压成型或者激光割孔的方式加工出透音孔,圆形平板的边缘区域先不加工透音孔,然后将圆形板进行冲压成型使其边缘弯折成弧形得到帽体;(2)管体加工:在矩形平板上采用冲压成型或者激光割孔的方式加工出透音孔,透音孔分布在矩形平板一侧区域,然后将矩形平板卷成一个管状,透音孔位于管的上部,接缝处采用激光焊接得到管体;(3)帽体和管体焊接:将帽体和管体进行激光焊接得到罩壳,然后在帽体的弧形边缘区域以及帽体和管体的激光焊接区域采用激光割孔的方式加工透音孔;之所以帽体边缘区域的透音孔放在后面加工,是为了防止帽体边缘在冲压弯折时造成透音孔变形而影响美观。
26.在具体实施过程中,管体可以采用另一种加工方式:先将矩形平板卷成一个管状,接缝处采用激光焊接得到管体,然后在管体上采用冲压成型的方式加工出透音孔。
27.如图9~11所示,在本实施例中,步骤(2)中管体是在第一焊接夹具500中进行激光焊接,所述第一焊接夹具500包括第一前固定块510和第一后固定块520,第一前固定块和第一后固定块之间设有配合夹住管体的第一左夹块530和第一右夹块540,第一左夹块和第一右夹块之间在上侧留有与管体接缝位置对应的间隔550,间隔两侧设有形成v形结构的斜面,第一左夹块和第一右夹块上分别设有与管体适配的第一半圆形槽,第一半圆形槽内壁设有若干与管体上透音孔配合的第一定位销560;第一前固定块510和第一后固定块520可以其中一个固定在工作台上,另一个采用气缸来驱动前后运动,以提高夹具的拆装效率;工人将管体装夹在第一左夹块530和第一右夹块540之间,然后再将第一左夹块530和第一右夹块540装夹在第一前固定块510和第一后固定块520之间。
28.在本实施例中,所述第一左夹块和第一右夹块之间的下侧配合面上设有插接配合插销a570和插孔a580,第一左夹块两端和第一前固定块及第一后固定块之间设有插接配合插销a和插孔a,第一右夹块两端和第一前固定块及第一后固定块之间也设有插接配合插销a和插孔a。
29.如图9~11所示,在本实施例中,步骤(3)中管体和帽体是在第二焊接夹具600中进行激光焊接,所述第二焊接夹具包括第二前固定块610和第二后固定块620,第二前固定块后侧设有能相对其转动的活动座630,所述活动座后端面设有与帽体配合的定位槽631,定位槽深度小于帽体高度,所述定位槽的槽底设有若干与帽体上透音孔配合的第二定位销632;第二后固定块前侧设有配合夹住管体的第二左夹块640和第二右夹块650,第二左夹块640和第二右夹块650的截面呈半圆形,两者拼合后形成圆筒状,第二左夹块和第二右夹块两者长度小于管体长度并且后端面贴着第二后固定块前侧面,第二后固定块前侧面中间设有伸入管体后端的定位凸台621,管体能够相对定位凸台转动;第二左夹块和第二右夹块上分别设有与管体适配的第二半圆形槽,第二半圆形槽内壁设有若干与管体上透音孔配合的第三定位销660;第二前固定块510可以固定在工作台上,第二后固定块510采用气缸来驱动前后运动,以提高夹具的拆装效率;工人先将帽体安装在活动座上,然后将管体后端插装在
定位凸台上,接着在管体两侧装夹上第二左夹块和第二右夹块之间,第二后固定块510在气缸的推动下向前运动使管体前端贴近帽体,然后进行帽体和管体的激光焊接,边焊接边通过两夹块带动管体和帽体转动,以完成整圈焊接。
30.在本实施例中,所述第一左夹块和第一右夹块之间的配合面上设有插接配合插销b670和插孔b。
31.上述本发明所公开的任一技术方案除另有声明外,如果其公开了数值范围,那么公开的数值范围均为优选的数值范围,任何本领域的技术人员应该理解:优选的数值范围仅仅是诸多可实施的数值中技术效果比较明显或具有代表性的数值。由于数值较多,无法穷举,所以本发明才公开部分数值以举例说明本发明的技术方案,并且,上述列举的数值不应构成对本发明创造保护范围的限制。
32.本发明如果公开或涉及了互相固定连接的零部件或结构件,那么,除另有声明外,固定连接可以理解为:能够拆卸地固定连接( 例如使用螺栓或螺钉连接),也可以理解为:不可拆卸的固定连接(例如铆接、焊接),当然,互相固定连接也可以为一体式结构( 例如使用铸造工艺一体成形制造出来) 所取代(明显无法采用一体成形工艺除外)。
33.另外,上述本发明公开的任一技术方案中所应用的用于表示位置关系或形状的术语除另有声明外其含义包括与其近似、类似或接近的状态或形状。
34.本发明提供的任一部件既可以是由多个单独的组成部分组装而成,也可以为一体成形工艺制造出来的单独部件。
35.以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。