1.本发明属于义齿上瓷技术领域,具体涉及一种快速上瓷方法。
背景技术:
2.目前,无论是金属烤瓷牙或者氧化锆烤瓷牙都是先将内冠生产出来再手工上瓷完成义齿形态制作;烤瓷牙要做到形态美观合理、颜色自然逼真,对手工上瓷操作人员要求较高,上瓷操作人员既需要了解牙齿形态、咬合关系等,还要能够精准掌控瓷粉的用量比例,一般需要2
‑
3年以上的经验才能独立完成此类工作,而且人工上瓷还存在工作量大和效率低的问题。
技术实现要素:
3.本发明目的在于为克服现有的技术缺陷,提供一种可实现自动上瓷的快速上瓷方法,具有上瓷快和上瓷简单的特点。
4.为了解决上述技术问题,本发明提供了一种快速上瓷方法,其特征在于,包括以下步骤:
5.建立用于套装内冠的基牙的三维模型和夹具的三维模型,将基牙和夹具的三维模型整合为一体,输出内冠定位夹具的三维模型;
6.通过内冠定位夹具的三维模型,制作出一体成型的内冠定位夹具;
7.制作内冠;
8.将内冠定位夹具固定于上瓷设备的运动机构中,而后将内冠套装于基牙上,以使内冠可根据加瓷路径进行变换位置;
9.上瓷设备按照加瓷路径变换内冠的位置并利用瓷粉容器在内冠上完成加瓷。
10.进一步的,所述建立用于套装内冠的基牙的三维模型的步骤包括:建立内冠、全冠及基牙的三维模型,所述内冠、全冠及基牙的三维模型具有对齐关系;
11.所述快速上瓷方法还包括:根据内冠和全冠的三维模型,生成可用于上瓷设备的加瓷路径。
12.进一步的,所述生成可用于上瓷设备的加瓷路径的步骤包括:
13.根据全冠的颜色需求,生成不同颜色瓷粉对应的加瓷路径。
14.进一步的,在加瓷前,先将不同颜色的瓷粉分别与溶剂混合均匀后,形成多种不同颜色的液态瓷粉混合物;再将不同颜色的液态瓷粉混合物分别装入上瓷设备中的多个瓷粉容器中,而后上瓷设备按照不同颜色瓷粉的加瓷路径变换内冠的位置并利用相应颜色的瓷粉容器自动在内冠上完成加瓷。
15.进一步的,所述上瓷设备包括:
16.固定平台;
17.支架,所述支架的一端转动设于所述固定平台上;
18.固定臂,所述固定臂的一端转动设于所述支架上,所述内冠定位夹具固定于所述
固定臂的另一端;
19.容器座,所述容器座设于所述固定平台的一侧;活动设有若干所述瓷粉容器
20.若干瓷粉容器,用于装入液态瓷粉混合物,所述瓷粉容器活动设于所述容器座上,且所述瓷粉容器的下端设有用于上瓷的出粉口;
21.夹持装置,用于夹持住所述瓷粉容器的上端并向内挤压瓷粉容器,且所述夹持装置设于所述固定臂上方;
22.第一驱动装置,用于驱动所述支架绕y轴旋转;
23.第二驱动装置,用于驱动所述固定臂绕x轴旋转;
24.y轴驱动装置,用于驱动所述固定平台沿y轴移动;
25.z轴驱动装置,用于驱动所述夹持装置沿z轴移动;
26.x轴驱动装置,用于驱动所述夹持装置和z轴驱动装置沿x轴移动。
27.进一步的,所述瓷粉容器包括上下相连的柱状部和尖锥部以及环绕设于柱状部外周的定位卡环,所述柱状部的轴向中间设有用于容纳液态瓷粉混合物且上端为开口的容腔,所述容腔内滑动设有压盖,所述出粉口设于所述尖锥部的底端并与所述容腔连通;所述容器座上设有多个孔径大于所述柱状部且小于所述定位卡环的通孔;所述夹持装置的轴向中间设有用于连通所述容腔和外部供气装置的气孔,以利用气体向下挤压压盖,并使液态瓷粉混合物从出粉口流出。
28.进一步的,所述第一驱动装置为设于所述固定平台上的第一电机,所述第一电机与所述支架传动连接。
29.进一步的,所述第二驱动装置为设于所述支架上的第二电机,所述第二电机与所述固定臂传动连接。
30.进一步的,所述y轴驱动装置包括y轴导轨、转动设于y轴导轨上的y轴丝杠以及设于y轴导轨上并与y轴丝杠传动连接的第三电机,所述固定平台滑动设于所述y轴导轨上并与所述y轴丝杠螺纹连接。
31.进一步的,所述x轴驱动装置包括设于所述y轴导轨上方的x轴导轨、转动设于x轴导轨上的x轴丝杠以及设于x轴导轨上并与x轴丝杠传动连接的第四电机,所述z轴驱动装置滑动设于所述x轴导轨上并与所述x轴丝杠螺纹连接。
32.进一步的,所述z轴驱动装置包括滑动设于所述x轴导轨上并与所述x轴丝杠螺纹连接的z轴导轨、转动设于z轴导轨上的z轴丝杠以及设于z轴导轨上并与z轴丝杠传动连接的第五电机,所述夹持装置通过固定座滑动设于所述z轴导轨上,且所述固定座与所述z轴丝杠螺纹连接。
33.进一步的,所述夹持装置为气动夹头。
34.本发明具有以下有益效果:
35.本发明,且通过3d设计软件将相匹配的内冠和基牙设计出来,并使基牙和夹具一体成型制作出来,一是利用夹具方便将基牙固定在上瓷设备上,二是利用基牙方便内冠的套装,使内冠一并固定在上瓷设备上,并使内冠可根据加瓷路径进行变换位置,而后根据上瓷路径利用瓷粉容器并自动完成加瓷,实现了由设备代替人工的自动化上瓷操作,具有上瓷快、批量化生成效率更高和上瓷简单的特点,且可以保持上瓷的一致性。
36.本发明基于五轴切削机原理,提供了一种具有五轴运动结构的上瓷设备,在将内
冠定位夹具和内冠固定于固定臂上时,利用五轴运动的关系,可使内冠的四周和端面位置进行任意角度的调节和变化,从而可使其根据上瓷路径来调整内冠的位置变化;还基于fdm打印技术,将不同颜色流体状态的瓷粉混合物分别装入不同的类似fdm打印喷头的瓷粉容器,再利用瓷粉容器和夹持装置将相应的瓷粉涂覆在内冠上,实现不同颜色瓷粉的加瓷。
37.本发明附加的方面和优点将在下面的描述中部分给出,这些将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
38.此处所说明的附图用来提供对本发明的进一步理解,构成本技术的一部分,并不构成对本发明的不当限定,在附图中:
39.图1为实施例中上瓷设备的示意图;
40.图2为实施例中瓷粉容器的局部剖视图;
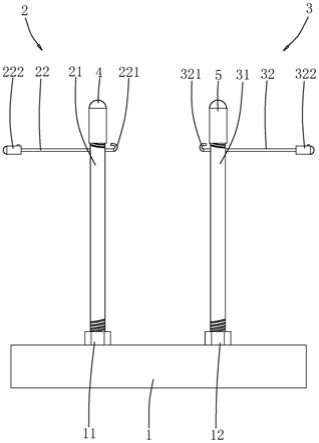
41.图3为实施例2中内冠定位夹具的示意图;
42.图4为实施例2中固定臂与内冠定位夹具和内冠组装的爆炸示意图。
具体实施方式
43.为了更充分的理解本发明的技术内容,下面将结合附图以及具体实施例对本发明作进一步介绍和说明。
44.实施例1
45.如图1
‑
图2所示,本实施例提供一种上瓷设备,包括固定平台1、容器座2、支架3、固定臂4、瓷粉容器5、夹持装置6、第一驱动装置、第二驱动装置、y轴驱动装置、z轴驱动装置、x轴驱动装置;其中:
46.该支架3为直角状,支架3的一端转动设于固定平台1上,第一驱动装置为设于固定平台1上的第一电机7,第一电机7的传动轴与支架3传动连接,利用第一电机7驱动支架3绕y轴旋转,形成第一旋转轴;
47.固定臂4的一端转动设于支架3的另一端上,固定臂4位于直角的内侧且其轴向线与其中一直角边平行,避免固定臂影响支架的旋转,第二驱动装置为设于支架3上的第二电机8,第二电机8的传动轴与固定臂4传动连接,利用第二电机8驱动固定臂4绕x轴旋转,形成第二旋转轴;
48.容器座2固定于固定平台1的一侧,容器座2上活动设有若干呈阵列方式分布的瓷粉容器5,该瓷粉容器5用于装入液状的瓷粉混合物9,且瓷粉容器5的下端设有用于上瓷的出粉口50,通过出粉口使瓷粉流出并涂覆在相应的内冠上,利用多个瓷粉容器可装入不同颜色的瓷粉混合物;
49.夹持装置6设于固定臂4上方,用于夹持住瓷粉容器5的上端并向内挤压瓷粉容器,从而使瓷粉容器内的瓷粉流出并涂覆在固定于固定臂上的内冠上;具体的,夹持装置6为气动夹头,其可根据所需上瓷的颜色来更换容器座上的相应瓷粉容器;
50.y轴驱动装置,用于驱动固定平台1沿y轴移动;
51.z轴驱动装置,用于驱动夹持装置6沿z轴移动;
52.x轴驱动装置,用于驱动夹持装置6和z轴驱动装置沿x轴移动。
53.上述中,通过y轴驱动装置、z轴驱动装置和x轴驱动装置形成xyz三个方向的线性移动,该三个线性移动和两个旋转轴共同组成了五轴运动机构,在将内冠固定于固定臂上时,利用五轴运动的关系,实现对内冠顶部四周及底部各个位置加瓷粉操作,可使内冠的四周和端面位置进行任意角度的调节和变化,从而可使其根据上瓷路径来调整内冠的位置变化,容器座可满足运动部分放置和抓取不同颜色的瓷粉容器,再利用瓷粉容器和夹持装置将相应的瓷粉涂覆在内冠上,进而实现了由设备代替人工的自动化上瓷操作,具有上瓷快、批量化生成效率更高和上瓷简单的特点,且可以保持上瓷的一致性。
54.在一具体的实施例中,该瓷粉容器5为类似于注射器的结构,具体包括上下相连成一体的柱状部51和尖锥部52以及环绕设于柱状部51外周中间的定位卡环53,其中尖锥部52的尖端朝下设置,从而形成尖细出粉机构,方便上瓷和避免瓷粉混合物发生自流的问题;柱状部51的轴向中间设有上端为开口的容腔54,容腔54内滑动设有压盖55,在容腔内装入瓷粉混合物后,利用压盖55向下挤压,出粉口50设于尖锥部52的底端(即尖端处)并与容腔54连通;容器座2上设有多个孔径大于柱状部51且小于定位卡环53的通孔20,从而使瓷粉容器可向下插入容器座中并利用定位卡环进行止挡。
55.具体的,夹持装置6的轴向中间设有用于连通容腔54和外部供气装置的气孔61,从而利用气压来向下挤压压盖并挤出瓷粉混合物。
56.在一具体实施例中,y轴驱动装置包括y轴导轨11、通过轴承转动设于y轴导轨11上的y轴丝杠12以及设于y轴导轨11上并与y轴丝杠12传动连接的第三电机13,固定平台1通过滑块14滑动设于y轴导轨11上并与y轴丝杠12通过丝杠螺母形成螺纹连接,y轴导轨和y轴丝杠均水平沿y向延伸,从而利用第三电机13驱动固定平台1在y轴导轨上沿y向移动。
57.在一具体实施例中,x轴驱动装置包括通过支撑脚21横跨设于y轴导轨11上方的x轴导轨22、通过轴承转动设于x轴导轨22上的x轴丝杠23以及设于x轴导轨22上并与x轴丝杠23传动连接的第四电机24,z轴驱动装置滑动设于x轴导轨23上并与x轴丝杠23通过丝杠螺母形成螺纹连接,x轴导轨和x轴丝杠均水平沿x向延伸,从而利用第四电机24驱动z轴驱动装置和夹持装置在x轴导轨上沿x向移动。
58.在一具体实施例中,z轴驱动装置包括通过滑块14滑动设于x轴导轨22上并与x轴丝杠23螺纹连接的z轴导轨31、通过轴承转动设于z轴导轨31上的z轴丝杠32以及设于z轴导轨31上并与z轴丝杠32传动连接的第五电机33,夹持装置6通过固定座10和固定座10上的滑块14滑动设于z轴导轨31上,且固定座10与z轴丝杠32通过丝杠螺母形成螺纹连接,z轴导轨和z轴丝杠均竖直沿z向延伸,从而利用第五电机33驱动夹持装置6和固定座10在z轴导轨上沿z向移动。
59.上述中,利用支架、固定臂、夹持装置、第一驱动装置、第二驱动装置、y轴驱动装置、z轴驱动装置和x轴驱动装置构成该上瓷设备的运动机构,以使后期固定于固定臂上的内冠可任意变换位置。
60.于其它实施例中,还可利用气缸的推杆穿过气孔后向下挤压压盖。
61.实施例2
62.如图1
‑
4所示,本实施例提供了一种快速上瓷方法,采用如实施例1所述的上瓷设备进行上瓷,该上瓷方法具体包括以下步骤:
63.a、利用牙冠设计软件设计出具有对齐关系的内冠100、全冠和基牙101的三维模型
以及设计出可固定于固定臂上的夹具102的三维模型,将基牙和夹具的三维模型整合为一体,形成并输出内冠定位夹具103的三维模型;
64.b、根据内冠和全冠的三维模型,再通过分层软件将全冠减去内冠部分同时根据颜色需要做分层来计算出不同颜色瓷粉的加瓷路径,从而生成可用于上瓷设备的加瓷路径,并将加瓷路径导入所述上瓷设备中,利用五轴运动结构来实现加瓷路径的任意位置变换;
65.c、通过内冠定位夹具的三维模型,利用3d打印的方式制作出一体成型的内冠定位夹具103,同时通过3d打印的方式制作出内冠100;采用3d打印的方式,这样能保证基牙成型精度,确保内冠和基牙的装配精度;
66.d、将内冠定位夹具103通过螺丝固定于固定臂4的末端,而后将内冠100套装于基牙101上(如图4所示的爆炸图);
67.e、将不同颜色的瓷粉分别与溶剂混合均匀后,形成多种不同颜色的液态瓷粉混合物;再将不同颜色的瓷粉混合物分别装入容器座上的不同瓷粉容器中;
68.f、所述上瓷设备根据加瓷路径变换内冠的位置,同时利用夹持装置夹持具有相应颜色瓷粉混合物的瓷粉容器,并通过气压挤压压盖,将瓷粉容器内的瓷粉混合物通过出粉口沿加瓷路径挤到内冠上,完成上瓷操作;即上瓷设备按照加瓷路径变换内冠的位置,同时更换不同颜色的瓷粉容器并自动完成加瓷。
69.上述中,现有齿科设计软件可以得到具有对齐坐标关系的基牙、内冠及全冠,通过软件处理可以将基牙与夹具数据匹配到一起进行打印处理,内冠与基牙有对应的坐标关系可以装夹到固定臂上并对齐设备原点坐标,再配合软件计算出的加瓷路径,使设备可以自动完成加瓷流程。
70.全冠:为覆盖全部牙冠表面的修复体,对内冠进行上瓷操作后即可得到全冠。
71.内冠:用于全冠上瓷的基底。
72.于其它实施例中,溶剂为水或其它液体。
73.于其它实施例中,步骤c中,采用光固化3d打印的方式制作出内冠定位夹具和内冠。
74.于其它实施例中,还可采用其它方式制作出内冠定位夹具和内冠,如注塑等;还可以是机械领域中任意一种加工的方式,如cnc加工等,只要保证夹具和基牙为一体成型即可;另外,需要说明的是,内冠定位夹具与内冠可以采取不同的加工方式。
75.以上对本发明实施例所提供的技术方案进行了详细介绍,本文中应用了具体个例对本发明实施例的原理以及实施方式进行了阐述,以上实施例的说明只适用于帮助理解本发明实施例的原理;同时,对于本领域的一般技术人员,依据本发明实施例,在具体实施方式以及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。