技术特征:
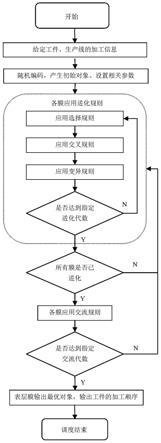
1.一种基于细胞型膜计算模型求解混合流水车间调度的方法,其特征在于:包括以下步骤,步骤1:从车间生产任务表中获取待加工工件的数量n和加工工序c、以及各工件工序的具体加工时间p;步骤2:获取车间生产线的相关信息,设置生产信息表,包括生产线适应的工序、每工序对应的并行机器数量、生产线的任务序列、已加工的统计时间;步骤3:设置细胞型膜计算优化算法的相关参数,定义适应度函数;步骤4:编码操作,即产生各膜的初始对象;已知目前有n个工件待加工,将工件按照1到n顺序编号,编码方式采用工件编号随机全排列,编码代表工件被处理的优先级,当有空闲机器时且满足加工条件时,优先考虑加工编码位置靠前的工件;即将随机编码产生的这个序列作为一个向量,为各膜的初始化对象,可以根据模型设定的膜对象数量多次随机编码;步骤5:解码操作,用于求解初始化编码序列、各膜应用进化规则后的编码序列、各膜应用交流规则后的编码序列,按照先完工先加工的规则,求出最后一个工件最后一道工序的加工时间,再求出每个膜对象的适应度,最后通过解码求出每个膜对象完成工件的最大加工时间,从而求出每层膜的适应度函数值,用于后续规则;步骤6:各膜应用进化规则;所有膜都单独应用进化规则,此进化规则包括选择规则、交叉变异规则,达到指定的代数;步骤7:各膜应用交流规则;所有膜都应用于进化规则后,各膜应用交流规则将膜内最好或者较好的对象送入包含该膜的外层膜,直到达到指定的交流代数;步骤8:表层输出最好的对象,得到调度顺序,调度结束。2.根据权利要求1所述的一种基于细胞型膜计算模型求解混合流水车间调度的方法,其特征在于,所述步骤3具体包括,步骤3.1:随机指定细胞型膜计算每层膜中包含的膜对象个数,最大进化的代数,最大交流的代数,最大以及最小的变异概率;步骤3.2:适应度函数定义为fit=1/makespan,makespan为加工最后一个工序完工时间的最小值,即适应度函数为最大完工时间的倒数值,从定义可以看出,完工时间越少,适应度值越高,该膜对象选为下一代的概率越大。3.根据权利要求1所述的一种基于细胞型膜计算模型求解混合流水车间调度的方法,其特征在于,所述步骤5具体包括,步骤5.1:定义存储该膜对象最大完工时间的变量,即将一个编码序列作为所有待加工工件的加工优先级别,按照先加工先完工规则加工所需最大加工时间totaltime,定义三个与加工工件数量相等的一维数组temp1,temp2,temp3,定义二维数组machine,用于存储第几道工序第几台并行机的统计时间;数组temp1用于暂时存储当前编码序列,即存储当前的所有待加工工件的加工优先级别,数组temp2用于存储所有工件加工一道工序后的完工时间,temp3用于存储将temp2中各工件加工时间按照从小到大排序的数组;步骤5.2:循环遍历工序,利用三个数组的依次更新,更新规则为:当要进行下一道加工工序时,temp2中存储的即相当于上一道工序所有工件的完工时间,按照先完工先加工规则,将temp2中完工时间从小到大排序,利用中间数组使得temp1存储的加工顺序进行相应
的变化,将完工时间小的工件编码存在前面,同时将排序完后的temp2值赋值给temp3,从而模拟工件的依次加工过程,temp2继续用于存储下一道工序所有工件完工时间,使用二维数组machine记录执行所有工序对应的并行器的加工时间,按照机器开始时间加上加工该工件工序的时间规则累加;步骤5.3:定义totaltime,赋值为0,用于存储按照该序列加工完成需要的最大完工时间;步骤5.4:循环遍历所有并行机器,比较最后一道工序机器的累计时间,最大时间就是该流程的加工时间;步骤5.5:将记录工件和机器加工时间的开始时间、结束时间、机器统计时间的三个数组进行清零,用于记录下一次的膜对象的加工时间统计;步骤5.6:将总时间赋值给makespan变量,利用makespan取倒数,求得该膜对象得适应度值;存储在fit数组的相应位置。4.根据权利要求3所述的一种基于细胞型膜计算模型求解混合流水车间调度的方法,其特征在于,所述步骤5.2具体包括,步骤5.2.1:循环遍历所有工件,比较所有机器的当前工作时间,找出最空闲的机器,便于进行新的工件生产,获得每个工件该工序的完工时间,存储在temp2中;步骤5.2.2利用中间数组,将temp1数组的内容赋值到中间数组;步骤5.2.3根据temp2存储的工件完工的时间从小到大进行排序,同时同步变换中间数组的序列;步骤5.2.4利用中间数组更新temp1的值,将temp2的数据按照从小到大复制到temp3中;步骤5.2.5继续循环,进行下一道工序。5.根据权利要求4所述的一种基于细胞型膜计算模型求解混合流水车间调度的方法,其特征在于,所述步骤5.2.1具体包括,步骤5.2.1.1记录工序1的第一台并行机器的当前工作时间,与其他执行工序1的机器相互比较,找出时间最小的可执行工序1的并行机器,通过两层循环,也将找出可执行工序1到i的最小时间的并行机器;步骤5.2.1.2按照顺序提取temp1中的工件号,对工件进行加工;步骤5.2.1.3定义当前待加工工件的当前工序的开始加工的时间为可执行该工序的并行机器的当前时间值和该工件的上一道工序完工时间的最大值;步骤5.2.1.4累计开始时间和该工件该道工序所需要花费的时间,将该值赋值给存储工件完工的数组;步骤5.2.1.5将每个工件的完工时间赋值给数组temp2;步骤5.2.1.6继续循环,找出用于加工该工序空闲的机器,加工下一个工件。
技术总结
本发明公开了一种基于细胞型膜计算模型求解混合流水车间调度的方法,涉及钢材加工生产调度技术优化领域,解决现有传统调度算法并行能力不足、算法收敛速度慢、可移植性低、不可用于大规模计算等技术问题,包括n个工件、包含c个工序的流水线上进行加工,各工件不同工序的加工时间已知。每个工件按约定的生产工艺逻辑进行加工。对于每个工序至少存在一台具备执行该工序能力的机器,并且至少有一个工序包含多台并行机器。本发明是基于细胞型膜计算,主要的算法流程除应用选择、交叉、变异规则之外,在各层膜之间应用交流规则,大大提高算法的并行性,搜索可行方案速度更快,同时算法收敛速度提高,可以应用于较大规模的计算的优点。可以应用于较大规模的计算的优点。可以应用于较大规模的计算的优点。
技术研发人员:邓琴 杨博 陈晓亮
受保护的技术使用者:成都博智云创科技有限公司
技术研发日:2021.10.29
技术公布日:2022/2/24
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。