技术特征:
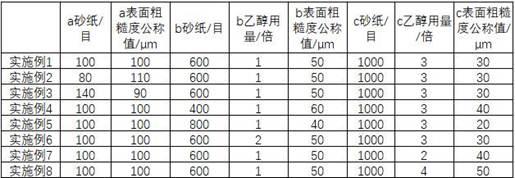
1.一种干式螺杆真空泵转子的铸造工艺,包括型砂制成模具、涂料涂覆型腔与铁水浇铸,其特征在于:所述的涂料涂覆型腔包括以下步骤:1)涂料均匀涂覆型腔、烘干,用80~140目粗砂纸打磨抛光;2)涂料加入其体积1~2倍的挥发性溶剂,均匀涂覆型腔、烘干,用400~800目的砂纸打磨抛光;3)涂料加入其体积2~4倍的挥发性溶剂,均匀涂覆型腔、烘干,用1000~1200目的砂纸打磨抛光。2.根据权利要求1所述的干式螺杆真空泵转子的铸造工艺,其特征在于:步骤1)所述的打磨抛光至表面粗糙度公称值达到90~110μm。3.根据权利要求1所述的干式螺杆真空泵转子的铸造工艺,其特征在于:步骤2)所述的打磨抛光至表面粗糙度公称值达到40~60μm。4.根据权利要求1所述的干式螺杆真空泵转子的铸造工艺,其特征在于:步骤2)所述的打磨抛光采用600目的砂纸。5.根据权利要求1所述的干式螺杆真空泵转子的铸造工艺,其特征在于:步骤3)所述的打磨抛光至表面粗糙度公称值达到20~30μm。6.根据权利要求1所述的干式螺杆真空泵转子的铸造工艺,其特征在于:所述的型砂为树脂砂。7.根据权利要求6所述的干式螺杆真空泵转子的铸造工艺,其特征在于:所述的树脂砂包括97~98wt%的石英砂与2~3wt%的呋喃树脂。8.根据权利要求1所述的干式螺杆真空泵转子的铸造工艺,其特征在于:所述的铁水浇铸包括浇注铁水、冒口覆盖发热剂与保温成型。9.根据权利要求8所述的干式螺杆真空泵转子的铸造工艺,其特征在于:所述的保温成型保温时间为48h以上。10.根据权利要求1所述的干式螺杆真空泵转子的铸造工艺,其特征在于:步骤1)所述的涂覆厚度为0.5~0.6mm;步骤2)所述的涂覆厚度为0.2~0.3mm;步骤3)所述的涂覆厚度为0.1~0.2mm。
技术总结
一种干式螺杆真空泵转子的铸造工艺,属于真空泵转子的铸造工艺技术领域。干式螺杆真空泵的转子对表面质量要求较高,简单的打磨型腔或涂层无法满足其表面平整度要求。本发明采用涂料涂覆型腔包括以下步骤:1)涂料均匀涂覆型腔、烘干,用80~140目粗砂纸打磨抛光;2)步骤1)的涂料加入其体积1~2倍的挥发性溶剂,均匀涂覆型腔、烘干,用400~800目的砂纸打磨抛光;3)步骤1)的涂料加入其体积2~4倍的挥发性溶剂,均匀涂覆型腔、烘干,用1000~1200目的砂纸打磨抛光;能够显著提高铸件表面质量。能够显著提高铸件表面质量。
技术研发人员:徐红伟 燕研 陈琳 初晓孟 李全力 孙静 汪明明
受保护的技术使用者:淄博水环真空泵厂有限公司
技术研发日:2022.12.28
技术公布日:2023/3/10
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。