1.本实用新型属于粉末灌装及封装技术领域,特指一种医药、军工、化工灌装用自动扎袋装置。
背景技术:
2.传统的医药、军工、化工粉末状产品包装中,都是采用人工取袋、开袋、再将袋口对准粉末下料都进行下料灌装,并通过人工将袋口束紧再放置在打结机的打结口进行打结,最后将打好结的带粉末的袋子放置在包装箱中;这样大大增加了劳动投入成本,既不利于企业的生产也不利于企业的发展。
技术实现要素:
3.针对现有技术存在的不足,本实用新型的目的在于提供一种结构简单且适用于医药、军工、化工粉末状产品灌装后用的自动扎袋装置。
4.为实现上述目的,本实用新型提供了如下技术方案:医药、军工、化工灌装用自动扎袋装置,包括:机架,用于架设装置中所需的机构;输送线,用于输送纸箱、配合设备完成向纸箱给袋、往纸箱上的袋中灌装、并对纸箱上的袋子进行扎口的工作;袋口折口束带机构,对袋口进行对折,并配合打结机构完成打结工作;袋口旋转收紧机构,在打结前对袋口进行旋转收紧。
5.所述的输送线自机架的一端延伸入机架并从另一端穿出;袋口旋转收紧机构向下设置在机架顶部;袋口折口束带机构设置在机架的一侧。
6.所述的袋口折口束带机构包括袋口折口底架,在袋口折口底架上设置有带袋口折口滑块的袋口折口导轨,在袋口折口滑块上设置有袋口折口位移板,并设置有驱动袋口折口位移板移动的袋口折口位移驱动缸;在所述的袋口折口位移板上垂直设置有袋口折口支架,袋口折口支架上伸出有第一袋口折口支撑臂与第二袋口折口支撑臂,且第一袋口折口支撑臂位于第二袋口折口支撑臂的正上方;所述的第一袋口折口支撑臂的端部固定设置有袋口折口旋转缸,在袋口折口旋转缸的驱动端上设置有袋口折口旋转气爪,在所述的第二袋口折口支撑臂上固定设置有袋口折口夹紧气爪。
7.所述的袋口旋转收紧机构包括一对横向设置在机架顶部且带有袋口横向位移滑块的袋口横向位移导轨,袋口横向位移滑块上设置有袋口横向位移支撑板,还包括固定设置在机架顶部且驱动袋口横向位移支撑板横向移动的袋口横向位移驱动缸;在袋口横向位移支撑板上设置有驱动端朝下的袋口纵向位移驱动缸,袋口纵向位移驱动缸的驱动端上固定设置有袋口旋转收紧气缸固定板,袋口旋转收紧气缸固定板的下端经若干连接杆固定设置有袋口旋转收紧支撑板,在袋口旋转收紧支撑板上的一侧设置有袋口旋转电机,在袋口旋转收紧支撑板上的另一侧设置袋口旋转支撑轴承座,袋口旋转支撑轴承座内套设有朝向设置的袋口旋转气爪,并在袋口旋转收紧气缸固定板上设置有驱动端朝向且用于驱动袋口旋转气爪的袋口收紧驱动缸。
8.所述的袋口旋转气爪包括插设在袋口旋转支撑轴承座上的且能做旋转运动的袋口旋转上收紧座,袋口旋转上收紧座外固定设置有由袋口旋转电机带动旋转的袋口旋转同步轮,在袋口旋转上收紧座内插设有可纵向位移的袋口旋转下收紧座,袋口旋转下收紧座的底部设置有若干按圆周均匀分布的旋转收紧下耳板,旋转收紧下耳板上旋转设置有旋转收紧夹爪,在袋口旋转上收紧座的底部设置有若干均匀分布且与旋转收紧下耳板一一对应的旋转收紧上耳板,旋转收紧夹爪靠旋转收紧下耳板的一侧设置有旋转收紧连接块,且在旋转收紧连接块与旋转收紧上耳板之间设置有活动连接的旋转收紧连杆;并在袋口旋转下收紧座内设置带动袋口旋转下收紧座做上下位移的旋转收紧连接轴,旋转收紧连接轴与袋口旋转下收紧座之间设置有旋转收紧支撑轴承;所述的袋口旋转气爪的旋转收紧连接轴与袋口收紧驱动缸固定连接。
9.还包括打结机构,打结机构设置在机架的另一侧且与袋口折口束带机构相对设置;所述的打结机构包括打结机、用于支撑打结机的打结位移驱动板及打结移位驱动机构,所述的打结位移驱动机构包括打结支撑架,打结支撑架上设置有带打结位移滑块的打结位移导轨,所述的打结位移驱动板固定设置在打结位移滑块上,并在打结支撑架上设置有驱动打结位移驱动板移动的打结位移驱动缸。
10.袋口旋转收紧机构的袋口旋转气爪抓取袋口跟随纸箱移动,移动至打结机构的位置上后,打结机构驱动打结移位驱动机构带动打结机对袋口进行第一次打结;后袋口折口束带机构的袋口折口旋转气爪夹住袋口中部(此时袋口旋转气爪松开)后在袋口折口旋转缸的配合下旋转约半周,将袋口的中部向上的部分向下折,后在驱动袋口折口夹紧气爪将折好的袋口加紧,后打结机构的打结机对袋口进行第二次打结密封。
11.在机架靠输送线延伸出的一端的两侧设置有纸箱拦截机构;所述的纸箱拦截机构包括拦截支架,拦截支架上设置有驱动端朝向机架中部的拦截汽缸,且在拦截汽缸的驱动端上固定设置有拦截板。纸箱拦截机构的设置能防止纸箱出现偏移,从而确保扎袋的可靠性。
12.由于国家对医药、军工、化工产品的灌装和封装生产安全系数要求越来越高,该设备中所有电气元器件采用可满足粉尘防爆和气体防爆双重防爆安全要求,使得该全自动线大大降低了原始的人工操作的安全隐患,并减去原始的人工操作,提高生产效率;设备中的电气控制采用防爆电控柜控制,且袋口旋转电机及输送线的驱动电机均采用防爆型电机。
附图说明
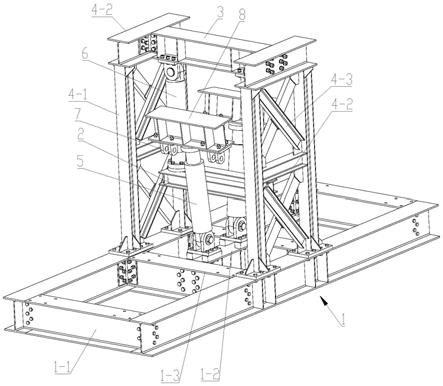
13.图1是本实用新型第一个视角的结构示意图;
14.图2是本实用新型第二个视角的结构示意图;
15.图3是本实用新型中打结机构的结构示意图ⅰ;
16.图4是本实用新型中袋口折口束带机构第一个视角的结构示意图;
17.图5是本实用新型中袋口折口束带机构第二个视角的结构示意图;
18.图6是本实用新型中袋口旋转收紧机构的结构是示意图;
19.图7是本实用新型中袋口旋转收紧机构的局部结构示意图;
20.图8是本实用新型中袋口旋转收紧机构的局部截面示意图;
21.图9是本实用新型中纸箱拦截机构的结构示意图;
22.图10是本实用新型中打结机构的结构示意图ⅱ;
23.附图中标记及相应的部件名称:1
‑
机架、2
‑
输送线、600
‑
打结机构、601
‑ꢀ
支撑打结机、602
‑
打结位移驱动板、603
‑
打结支撑架、604
‑
打结位移滑块、605
‑ꢀ
打结位移导轨、606
‑
打结位移驱动缸、607
‑
全自动扎带枪、700
‑
袋口折口束带机构、701
‑
袋口折口底架、702
‑
袋口折口滑块、703
‑
袋口折口导轨、704
‑
袋口折口位移板、705
‑
袋口折口位移驱动缸、706
‑
袋口折口支架、707
‑
第一袋口折口支撑臂、708
‑
第二袋口折口支撑臂、709
‑
袋口折口旋转缸、710
‑
袋口折口旋转气爪、711
‑
袋口折口夹紧气爪、800
‑
袋口旋转收紧机构、801
‑
袋口横向位移滑块、802
‑
袋口横向位移导轨、803
‑
袋口横向位移支撑板、804
‑
袋口横向位移驱动缸、805
‑
袋口纵向位移驱动缸、806
‑
袋口旋转收紧气缸固定板、807
‑
连接杆、808
‑
袋口旋转收紧支撑板、809
‑
袋口旋转电机、810
‑
袋口旋转支撑轴承座、 811
‑
袋口收紧驱动缸、812
‑
袋口旋转上收紧座、813
‑
袋口旋转同步轮、814
‑
袋口旋转下收紧座、815
‑
旋转收紧下耳板、816
‑
旋转收紧夹爪、817
‑
旋转收紧连接块、818
‑
旋转收紧上耳板、819
‑
旋转收紧连杆、820
‑
旋转收紧连接轴、821
‑ꢀ
旋转收紧支撑轴承、900
‑
纸箱拦截机构、901
‑
拦截支架、902
‑
拦截汽缸、903
‑ꢀ
拦截板。
具体实施方式
24.参照图1至图10对本实用新型的一个实施例做进一步说明。
25.一种种医药、军工、化工灌装用自动扎袋装置,包括:机架1,用于架设装置中所需的机构;输送线2,用于输送纸箱、配合设备完成向纸箱给袋、往纸箱上的袋中灌装、并对纸箱上的袋子进行扎口的工作;袋口折口束带机构700,对袋口进行对折,并配合打结机构完成打结工作;袋口旋转收紧机构800,在排气束袋及至打结前对袋口进行旋转收紧。
26.所述的输送线2自机架1的一端延伸入机架1并从另一端穿出;袋口旋转收紧机构800向下设置在机架顶部;袋口折口束带机构70设置在机架的一侧。
27.所述的袋口折口束带机构700包括袋口折口底架701,在袋口折口底架701 上设置有带袋口折口滑块702的袋口折口导轨703,在袋口折口滑块702上设置有袋口折口位移板704,并设置有驱动袋口折口位移板704移动的袋口折口位移驱动缸705;在所述的袋口折口位移板704上垂直设置有袋口折口支架706,袋口折口支架706上伸出有第一袋口折口支撑臂707与第二袋口折口支撑臂708,且第一袋口折口支撑臂707位于第二袋口折口支撑臂708的正上方;所述的第一袋口折口支撑臂707的端部固定设置有袋口折口旋转缸709,在袋口折口旋转缸709的驱动端上设置有袋口折口旋转气爪710,在所述的第二袋口折口支撑臂 708上固定设置有袋口折口夹紧气爪711。
28.所述的袋口旋转收紧机构800包括一对横向设置在机架1顶部且带有袋口横向位移滑块801的袋口横向位移导轨802,袋口横向位移滑块801上设置有袋口横向位移支撑板803,还包括固定设置在机架1顶部且驱动袋口横向位移支撑板803横向移动的袋口横向位移驱动缸804;在袋口横向位移支撑板803上设置有驱动端朝下的袋口纵向位移驱动缸805,袋口纵向位移驱动缸805的驱动端上固定设置有袋口旋转收紧气缸固定板806,袋口旋转收紧气缸固定板806的下端经若干连接杆807固定设置有袋口旋转收紧支撑板808,在袋口旋转收紧支撑板 808上的一侧设置有袋口旋转电机809,在袋口旋转收紧支撑板808上的另一侧设置袋口旋转支撑轴承座810,袋口旋转支撑轴承座810内套设有朝向设置的袋口旋转气
爪,并在袋口旋转收紧气缸固定板806上设置有驱动端朝向且用于驱动袋口旋转气爪的袋口收紧驱动缸811;
29.所述的袋口旋转气爪包括插设在袋口旋转支撑轴承座810上的且能做旋转运动的袋口旋转上收紧座812,袋口旋转上收紧座812外固定设置有由袋口旋转电机809带动旋转的袋口旋转同步轮813,在袋口旋转上收紧座812内插设有可纵向位移的袋口旋转下收紧座814,袋口旋转下收紧座814的底部设置有若干按圆周均匀分布的旋转收紧下耳板815,旋转收紧下耳板815上旋转设置有旋转收紧夹爪816,在旋袋口转上收紧座的底部设置有若干均匀分布且与旋转收紧下耳板815一一对应的旋转收紧上耳板818,旋转收紧夹爪816靠旋转收紧下耳板 815的一侧设置有旋转收紧连接块817,且在旋转收紧连接块817与旋转收紧上耳板818之间设置有活动连接的旋转收紧连杆819;并在袋口旋转下收紧座814 内设置带动袋口旋转下收紧座814做上下位移的旋转收紧连接轴820,旋转收紧连接轴820与袋口旋转下收紧座814之间设置有旋转收紧支撑轴承821;所述的袋口旋转气爪的旋转收紧连接轴820与袋口收紧驱动缸811固定连接。
30.如图3所示:所述的设备还包括打结机构600,打结机构600设置在第二侧端1b且与袋口折口束带机构700相对设置;所述的打结机构600包括打结机601、用于支撑打结机601的打结位移驱动板602及打结移位驱动机构,所述的打结位移驱动机构包括打结支撑架603,打结支撑架603上设置有带打结位移滑块 604的打结位移导轨605,所述的打结位移驱动板602固定设置在打结位移滑块 604上,并在打结支撑架603上设置有驱动打结位移驱动板602移动的打结位移驱动缸606。如图10所示,根据实际生产需求可采用全自动扎带枪607替换打结机601。
31.袋口旋转收紧机构800的袋口旋转气爪抓取袋口跟随纸箱移动,移动至打结机构600的位置上后,打结机构600驱动打结移位驱动机构带动打结机601 对袋口进行第一次打结;后袋口折口束带机构700的袋口折口旋转气爪710夹住袋口中部(此时袋口旋转气爪松开)后在袋口折口旋转缸709的配合下旋转约半周,将袋口的中部向上的部分向下折,后在驱动袋口折口夹紧气爪711将折好的袋口加紧,后打结机构600的打结机601对袋口进行第二次打结密封。
32.在机架1靠输送线2延伸出的一端的两侧设置有纸箱拦截机构900;所述的纸箱拦截机构900包括拦截支架901,拦截支架901上设置有驱动端朝向机架中部的拦截汽缸902,且在拦截汽缸902的驱动端上固定设置有拦截板903。纸箱拦截机构900的设置能防止纸箱出现偏移,从而确保扎袋的可靠性。
33.由于国家对医药、军工、化工产品的灌装和封装生产安全系数要求越来越高,该设备中所有电气元器件采用可满足粉尘防爆和气体防爆双重防爆安全要求,使得该全自动线大大降低了原始的人工操作的安全隐患,并减去原始的人工操作,提高生产效率;设备中的电气控制采用防爆电控柜控制,且袋口旋转电机及输送线的驱动电机均采用防爆型电机。
34.上述实施例仅为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。