1.本发明涉及半导体生产技术领域,尤其涉及一种晶片多线切割晶体夹持装置及晶片切割方法。
背景技术:
2.在晶片的生产过程中,通常采用多线切割技术对晶体进行切片处理。目前常用的多线切割技术采用正装或倒挂的形式,使晶体相对位置在切割开始后缓慢进给,逐渐与切割线相接触,然后切割线在砂浆的作用下对晶体进行有效切片。
3.目前,晶体的装卡方式为正装或者倒挂,晶体缓慢进给到切割钢线,在接触钢线端晶体被钢线切割为片,因晶体的接触端无固定支撑,晶片在高速往复运作的钢线作用下,会产生轴向的微小抖动,这些抖动在砂浆与钢线的混合作用下体现为切割晶片表面产生凹凸不平的锯纹,导致晶片表面粗糙、翘曲度大和晶片厚度不均匀等问题。
4.与此同时,因钢线切割晶片时只能切割到晶体上端的条形石墨处,条形石墨切割不完全,所以当钢线切割后,还需要使用刀具对条形石墨进行刀割,逐渐将切割完成的晶片取出。在这个过程中,钢线只能进行剪断处理,如此,不仅浪费了钢线原材料,同时每次切割都需要进行重新绕线处理,极大增加了工作劳动强度,并大幅度降低了生产效率。
技术实现要素:
5.有鉴于此,本发明的目的是提供一种晶片多线切割晶体夹持装置及晶片切割方法,能够有效解决晶体切割过程中由于晶片产生微小轴向抖动所导致的晶片表面锯纹和厚度不均匀等问题。
6.本发明通过以下技术手段解决上述技术问题:
7.一种晶片多线切割晶体夹持装置,包括机架,所述机架上安装有相对设置的第一伸缩件和第二伸缩件,所述第一伸缩件朝向第二伸缩件的一侧固定连接有工作台,所述工作台远离第一伸缩件的一侧活动的安装有第一条形石墨;所述第二伸缩件朝向第一伸缩件的一侧固定连接有承载座,所述承载座远离第二伸缩件的一侧活动的安装有第二条形石墨。
8.进一步,所述工作台靠近第一条形石墨的一侧设置有第一t型卡槽,所述第一条形石墨靠近工作台的一侧设置有第一t型滑块,所述第一t型滑块滑动的设置在第一t型卡槽内。因为第一条形石墨在晶体的切割工序中属于易耗品,每次切割完毕之后均需要更换,所以将第一条形石墨上设置第一t型滑块,滑动的设置在工作台上的第一t型卡槽内,方便第一条形石墨的安装和拆卸,更换起来更加的方便。
9.进一步,所述承载座靠近第二条形石墨的一侧设置有第二t型卡槽,所述第二条形石墨靠近工作台的一侧设置有第二t型滑块,所述第二t型滑块滑动的设置在第二t型卡槽内。同理,将第二条形石墨上设置第二t型滑块,滑动的设置在承载座上的第二t型卡槽内,方便第二条形石墨的安装和拆卸,更换起来更加的方便。
10.进一步,所述第一伸缩件滑动的设置在机架上,所述第一伸缩件上固定连接有第三伸缩件,所述第三伸缩件固定安装在机架上,所述第一伸缩件与第三伸缩件垂直设置。如此,当切割到晶体的顶部时,控制器控制第三伸缩件带动第一伸缩件,以及固定在第一伸缩件上的工作台在机架上滑动,将工作台从第一条形石墨上的第一t型滑块中滑出,第一条形石墨失去对晶体的夹持,使晶体全部承载于承载座上,然后承载座在第二伸缩件的带动下继续运动,可以致使切割钢线完全切割完毕晶体上的第一条形石墨,此时切割状态完成,晶体连同第一条形石墨整体位于切割钢线以外,可在不剪断切割钢线的情况下,在切割钢线一侧取出切割完成的晶片,不再需要重新绕线,有利于切割钢线原材料的利用,减少生产成本,同时降低了人力劳动强度,有利于大幅提高生产效率。
11.进一步,所述第一伸缩件上设置有第三t型滑块,所述机架上设置有第三t型卡槽,所述第三t型滑块滑动的设置在第三t型卡槽内。如此,可以显示第一伸缩件在机架上的平稳滑动。
12.进一步,所述第一伸缩件为第一电缸,第二伸缩件为第二电缸,第三伸缩件为第三电缸,所述第一电缸、第二电缸和第三电缸电连接有控制器。在对晶体进行切割的过程中,可以对控制器进行程序的制定,由控制器控制第一电缸、第二电缸和第三电缸按照制定的程序带动工作台和承载座运动,更加的自动化,智能化。
13.进一步,所述第一条形石墨和第二条形石墨相对的一侧均为向内凹陷的圆弧形。因为晶体一般为圆柱形,将第一条形石墨和第二条形石墨相对的一侧均设置为圆弧形,能够更好的与晶体外表面贴合,对晶体夹持更稳定,进一步减少在多线切割时晶体的抖动。
14.进一步,所述承载座上的第二t型卡槽底部设置有压力传感器,所述压力传感器与控制器电连接。当晶体与第二条形石墨的接触压力到达预设值后,控制器可以控制停止第一电缸,从而停止工作台的运动。
15.本发明还公开了一种晶片的切割方法,使用到上述的晶片多线切割晶体夹持装置和多线切割机,所述切割方法包括以下步骤:
16.s1、将第一条形石墨粘接到晶体的上侧面,第一条形石墨滑动的安装在工作台上,第二条形石墨滑动的安装到承载座上;
17.s2、将多线切割机的钢线与晶体垂直,切割钢线往复运动,同时利用控制器控制第二电缸带动承载座上升,钢线对第二条形石墨的上部进行切割;
18.s3、将晶体的下侧面涂抹粘接剂,控制器控制第一电缸使工作台下降,直至晶体下侧面与第二条形石墨的上弧形面相贴合,形成对晶体的上下夹持;
19.s4、钢线往复运动,第一电缸和第二电缸在控制器的作用下,以相同的运动速度带动工作台和承载座向下运动,对晶体进行切割;
20.s5、当切割到晶体的顶部时,控制器控制第三电缸带动第一电缸在机架上滑动,将工作台从第一条形石墨中滑出;
21.s6、承载座在第二电缸的带动下继续向下运动,钢线往复运动完全切割完毕晶体上的第一条形石墨。
22.本发明的有益效果:
23.(1)、本发明利用固定连接在承载座上的第一条形石墨和固定连接在工作台上的第二条形石墨对正在切割的晶体进行上下夹持,使得晶体受力固定,切割时晶片不产生轴
向的微小抖动,有效解决了晶片在切割过程中因其抖动所产生表面锯纹的现象和翘曲度过大等问题。
24.(2)、本发明在晶片切割时,当切割到晶体的顶部时,控制器控制第三电缸带动第一电缸,以及固定在第一电缸上的工作台在机架上滑动,将工作台从第一条形石墨上的第一t型滑块中滑出,第一条形石墨失去对晶体的夹持,使晶体全部承载于承载座上,然后承载座在第二电缸的带动下继续运动,可以致使切割钢线完全切割完毕晶体上的第一条形石墨,此时切割状态完成,晶体连同第一条形石墨整体位于切割钢线以外,可在不剪断切割钢线的情况下,在切割钢线一侧取出切割完成的晶片,不再需要重新绕线,有利于切割钢线原材料的利用,减少生产成本,同时降低了人力劳动强度,有利于大幅提高生产效率。
附图说明
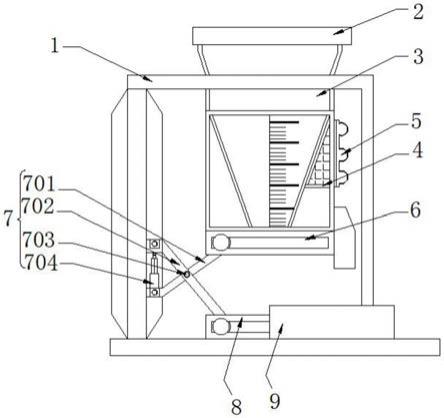
25.图1是本发明一种晶片多线切割晶体夹持装置的结构示意图;
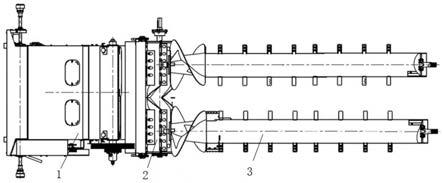
26.图2是图1中工作台与承载座之间的立体结构示意图;
27.图3是本发明一种晶片的切割方法的流程图。
28.其中,机架1、第一电缸2、第二电缸3、工作台4、第一条形石墨5、第一t型卡槽6、第一t型滑块7、承载座8、第二条形石墨9、第二t型卡槽10、第二t型滑块11、第三电缸12、第三t型滑块13、第三t型卡槽14、压力传感器15、晶体16、钢线17。
具体实施方式
29.以下将结合附图对本发明进行详细说明:
30.实施例1、
31.本实施例是一种晶片多线切割晶体夹持装置,如图1
‑
2所示:包括机架1,机架1的上部通过螺栓安装有朝下的第一电缸2,机架1的下部通过螺栓安装有朝上的第二电缸3,第一电缸2下侧的输出轴上固定连接有工作台4,工作台4的下侧活动的安装有第一条形石墨5,具体为:工作台4的下侧一体成型有第一t型卡槽6,第一条形石墨5的上侧一体成型有第一t型滑块7,第一t型滑块7滑动的设置在第一t型卡槽6内;第二电缸3的上侧固定连接有承载座8,承载座8的上侧活动的安装有第二条形石墨9,具体为承载座8的上侧一体成型有第二t型卡槽10,第二条形石墨9的上侧面一体成型有第二t型滑块11,第二t型滑块11滑动的设置在第二t型卡槽10内。
32.与第一电缸2同一高度的机架1上通过螺栓安装有第三电缸12,第三电缸12的输出轴与第一电缸2垂直设置,第三电缸12的输出轴与第一电缸2的外壳通过螺栓固定连接;第一电缸2上的顶部固定有第三t型滑块13,机架1上开设有第三t型卡槽14,第三t型滑块13滑动的设置在第三t型卡槽14内。
33.第一条形石墨5和第二条形石墨9相对的一侧均为向内凹陷的圆弧形,承载座8上的第二t型卡槽10底部设置有压力传感器15,压力传感器15、第一电缸2、第二电缸3和第三电缸12电连接有控制器。
34.实施例2、
35.本实施例是一种晶片的切割方法,使用到实施例1的晶片多线切割晶体夹持装置,以及现有技术中的多线切割机,切割方法参见图3所示,具体的切割步骤如下:
36.s1、多线切割前期准备工作,将第一条形石墨5用粘接剂和固化剂配合使用粘接固定在晶体16的上侧面,待粘接剂凝固后将晶体16与第一条形石墨5利用第一t型滑块7滑动的装在工作台4的第一t型卡槽6内。将第二条形石墨9下侧面的第二t型滑块11对正承载座8的第二t型卡槽10,缓慢推入,待第二条形石墨9完全推入承载座8上的第二t型卡槽10为止。
37.s2、安装外部的多线切割设备使得钢线17与晶体16垂直,启动多线切割设备使切割钢线17往复运动,同时利用控制器控制第二电缸3向上伸出,带动承载座8缓慢上升,往复钢线17运动切割第二条形石墨9的上部分,致使第二条形石墨9在高于钢线17部分呈现间断的片状石墨有序排列,其钢线17下方第二条形石墨9依旧为完整的块状结构,待承载座8上升至预设位置,其钢线17上方具有高出钢线17一部分的间断片状石墨。
38.s3、在晶体16的下端面涂抹粘接剂和固化剂的均匀混合物,此时控制器控制第一电缸2伸出,缓慢下降固定连接在第一电缸2上的工作台4,直至晶体16的下侧面与第二条形石墨9的上弧形面相贴合,形成对晶体16的上下夹持。当压力传感器15检测到晶体16与第二条形石墨9的接触压力到达预设值后,控制器可以控制停止第一电缸2,从而停止工作台4的运动。
39.s4、待粘接剂和固化剂凝固后,晶体16的下侧面与第二条形石墨9粘接成一体,此时进行正常切割流程,钢线17带动砂浆往复运动,第一电缸2和第二电缸3在控制器的作用下,以相同的运动速度带动工作台4和承载座8向下运动,晶体16被往复运动的钢线17切割为晶片,因晶片上侧面为未切割完毕的晶体16,下侧面有第二条形石墨9承载,使得晶体16的上下两个侧面均受力,晶体16不会在轴向方向产生微小抖动,故在切割过程中能有效减少因其晶片抖动所产生的表面锯纹。
40.s5、当切割到晶体16的顶部时,控制器控制第三电缸12带动第一电缸2,以及固定在第一电缸2上的工作台4在机架1上滑动,将工作台4从第一条形石墨5上的第一t型滑块7中滑出,第一条形石墨5失去对晶体16的夹持,使晶体16全部承载于承载座8上。
41.s6、承载座8在第二电缸3的带动下继续运动,可以致使切割钢线17完全切割完毕晶体16上的第一条形石墨5,此时切割状态完成,晶体16连同第一条形石墨5整体位于切割钢线17以下,可在不剪断切割钢线17的情况下,在切割钢线17一侧取出切割完成的晶片,不再需要重新绕线,有利于切割钢线17原材料的利用,减少生产成本,同时降低了人力劳动强度,有利于大幅提高生产效率。
42.以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。本发明未详细描述的技术、形状、构造部分均为公知技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。