1.本发明涉及型材加工装置技术领域,具体涉及一种被动式铝合金门窗用型材加工装置。
背景技术:
2.被动式门窗是基于环保建筑而提出的概念,为使环保建筑的制热和制冷能耗降低,被动式门窗以断桥铝合金型材作为门窗的框架,如图1所示,现有技术中的门窗框架由四个型材本体a对接而成,为使型材本体a的对接效果更好,型材本体a的两端需要切割成45
°
的倒角。
3.对于倒角的加工,现有技术中,首先在两端画出45
°
的斜线,然后再通过手持式的切割机沿斜线进行切割,这种加工方式存在以下缺点:
4.其一,手动切割时,容易因为手部的抖动而造成切割线弯曲,导致倒角的成型效果较差;
5.其二,在对每个型材本体进行切割之前都需要画线,使得操作比较繁琐,加工的效率较低,画线的时候,画线的角度依靠角尺确定,也会存在画线不准的情况。
技术实现要素:
6.为解决上述问题,本发明提供了一种被动式铝合金门窗用型材加工装置,本发明是通过以下技术方案来实现的。
7.一种被动式铝合金门窗用型材加工装置,包括型材本体、座板、进给机构、切割机构、固定座、夹持机构、直角定位夹头、校准机构和喷淋装置;
8.所述座板的下表面固接有支撑腿,座板的上表面前后对称设有滑动板,滑动板的上表面之间固接有u形的连接杆,所述连接杆将两个滑动板固接为一体结构;
9.所述进给机构用于驱动滑动板在座板上左右移动;
10.所述切割机构包括切割电机和切割刀片,所述座板的中部开设有刀槽,所述切割电机固接在座板的下表面,所述切割刀片固接在切割电机的输出轴上,切割刀片的位置和刀槽的位置对应,切割电机通过外界市电供电并设有控制其停启的控制开关,所述控制开关固接在座板上;
11.所述固定座固接在后侧所述滑动板上,固定座与座板中心线之间的夹角为45
°
,固定座横向均匀设有复数个;
12.所述夹持机构设置在固定座上,所述型材本体放置在固定座内,夹持机构用于对型材本体进行夹持固定;
13.所述直角定位夹头设置在前侧的滑动板上,直角定位夹头用于对型材本体的头部进行定位和夹持固定;
14.所述校准机构用于对直角定位夹头相对固定座的位置进行调节;
15.所述喷淋装置由切割电机提供动力,喷淋装置用于对切割刀片进行冷切液的喷
淋。
16.进一步地,所述进给机构包括进给伺服电机和进给螺杆;所述进给伺服电机固接在座板的下表面右侧,进给伺服电机的输出轴上固接有两个驱动链轮,进给伺服电机通过外界市电供电并设有控制其停启和转向的倒顺开关,所述倒顺开关固接在座板上,所述进给螺杆转动连接在座板的前后两侧,各进给螺杆的右端固接有与驱动链轮对应的从动链轮,对应的从动链轮和驱动链轮通过链条联动,所述滑动板的外侧通过支杆固接有进给座,所述进给座与进给螺杆啮合。
17.进一步地,所述夹持机构包括夹板、驱动座和轴杆;所述固定座的上表面开设有凹槽,所述夹板位于凹槽内,夹板的背面对称固接有配合座,配合座上设有第一斜面,配合座之间的夹板上固接有伸缩杆,所述伸缩杆的另一端与固定座的侧板固定连接,伸缩杆上套设有弹簧,所述固定座的侧板上开设有导向槽,所述导向槽内固接有导向杆,导向槽内还固接有与导向杆滑动连接的导向块,所述驱动座固接在导向块的内侧,驱动座的头部设有与第一斜面适配的第二斜面,所述轴杆转动连接在固定座的外侧,轴杆上对称开设有与旋向相反的螺纹槽,所述导向块上固接有与螺纹槽啮合的驱动板。
18.进一步地,所述第二斜面与第一斜面的底部配合时,所述弹簧处于自然状态。
19.进一步地,所述校准机构包括u形架、校准座和校准螺杆;所述u形架固接在前侧的滑动板上,u形架的开口正对固定座,所述校准座滑动连接在u形架内,所述直角定位夹头固定在校准座的头部,校准座的两侧固接有限位块,所述u形架的侧板上开设有限位槽,所述限位块滑动连接在限位槽中,所述校准螺杆的一端与校准座转动连接,校准螺杆还与u形架啮合。
20.进一步地,所述校准座上固接有l形的支架板,所述支架板的横板上固接有固定套,所述固定套的内壁下部圆周均匀固接有滑块,固定套内滑动连接有升降柱,所述升降柱的侧面开设有滑槽,升降柱的上表面中心开设有螺孔,所述固定套的顶板中心转动连接有固定螺杆,所述固定螺杆啮合在螺孔中,升降柱的底部固接有三角形的固定板,所述固定板滑动连接在直角定位夹头中,固定板下方的直角定位夹头中还固接有托板。
21.进一步地,所述座板的上表面中心设有定位线,所述定位线与切割刀片的后侧平齐。
22.进一步地,设所述型材本体的宽度为a,直角定位夹头的内边长为b,切割刀片的厚度为d,则
23.进一步地,所述喷淋机构包括喷淋座、储水箱和泵筒;所述喷淋座固接在底座的下表面并位于刀槽的左侧,喷淋座为1/4圆形,喷淋座内开设有收纳腔和喷淋腔,所述切割电机的输出轴转动连接在收纳腔的侧板内,所述切割刀片位于收纳腔中,收纳腔的底部圆周均匀设有喷头,所述喷头的短接管与喷淋腔导通,所述储水箱固接在座板的下表面,座板的中部对应储水箱的位置固接有添加管,所述泵筒固接在储水箱的左侧,泵筒内转动连接有往复丝杆,泵筒内密封滑动连接有活塞,所述活塞与往复丝杆啮合,所述泵筒的右侧板与储水箱的左侧板的一体结构中前后对称开设有抽水孔,所述抽水孔内设有第一单向阀门,所述泵筒的左侧板上前后对称固接有出水管,所述出水管内设有第二单向阀门,所述喷淋腔连通有送水管,所述送水管的头部固接有三通,所述三通的另外两个接口与出水管的头部连接,所述第一单向阀门允许流体通过的方向为指向泵筒内腔的方向,所述第二单向阀门
允许流体通过的方向为背离泵筒内腔的方向,所述往复丝杆的后端固接有从动锥齿轮,切割电机的输出轴后端固接有驱动锥齿轮,所述座板的下表面通过支座转动连接有转轴,所述转轴的两端分别固接有第一传动锥齿轮和第二传动锥齿轮,所述第一传动锥齿轮与驱动锥齿轮啮合,所述第二传动锥齿轮与从动锥齿轮啮合。
24.本发明的有益效果是,在对型材本体进行倒角加工时,型材本体的头部通过直角定位夹头进行定位和固定,型材本体的中部通过夹持机构固定,然后通过进给机构驱动型材从右向左移动,在此过程中,通过切割装置进行倒角的切割加工,可以同时对多个型材本体进行倒角的加工,提高加工的效率,并且可以有效避免切割线弯曲,提高倒角成型的效果,通过校准装置可以对型材本体的切割位置进行调整,一次调整完成即可完成同批量所有型材本体的加工,无需画线,提高生产的效率。
附图说明
25.为了更清楚地说明本发明的技术方案,下面将对具体实施方式描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
26.图1:现有技术中被动式铝合金门窗的结构示意图;
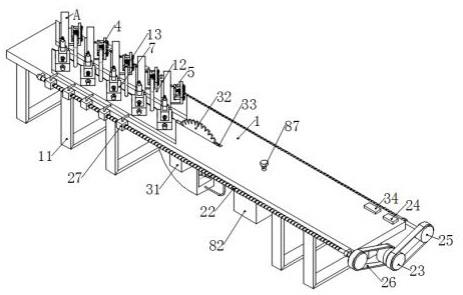
27.图2:本发明所述一种被动式铝合金门窗用型材加工装置的轴测图;
28.图3:本发明所述一种被动式铝合金门窗用型材加工装置下方的立体示意图;
29.图4:本发明所述型材本体的固定示意图;
30.图5:本发明所述固定座和夹持机构的立体示意图;
31.图6:本发明所述固定座和夹持机构的俯视图;
32.图7:本发明所述直角定位夹板和校准机构的立体示意图;
33.图8:本发明所述固定套位置的剖视图;
34.图9:本发明所述切割机构和喷淋机构的传动示意图;
35.图10:本发明所述喷淋座的结构示意图;
36.图11:本发明所述储水箱和泵筒位置的剖视图;
37.图12:本发明所述型材本体校准时的示意图;
38.图13:本发明所述直角定位夹头的内边长的尺寸限定示意图;
39.图14:本发明所述型材本体切割时的分区示意图。
40.附图标记如下:
41.a-型材本体;
42.1-座板,11-支撑腿,12-滑动板,13-连接杆;
43.21-进给伺服电机,22-进给螺杆,23-驱动链轮,24-倒顺开关,25-从动链轮,26-链条,27-进给座;
44.31-切割电机,32-切割刀片,33-刀槽,34-控制开关;
45.4-固定座,41-凹槽;
46.5-夹持机构,51-夹板,52-驱动座,53-轴杆,54-配合座,55-第一斜面,56-伸缩杆,57-弹簧,58-导向槽,59-导向杆,510-导向块,511-第二斜面,512-螺纹槽,513-驱动板;
47.6-直角定位夹头,61-支架板,62-固定套,63-滑块,64-升降柱,65-滑槽,66-螺孔,67-固定螺杆,68-固定板,69-托板,610-定位线;
48.7-校准机构,71-u形架,72-校准座,73-校准螺杆,74-限位块,75-限位槽;
49.81-喷淋座,82-储水箱,83-泵筒,84-收纳腔,85-喷淋腔,86-喷头,87-添加管,88-往复丝杆,89-活塞,810-抽水孔,811-第一单向阀门,812-出水管,813-第二单向阀门,814-送水管,815-三通,816-从动锥齿轮,817-驱动锥齿轮,818-支座,819-转轴,820-第一传动锥齿轮,821-第二传动锥齿轮。
具体实施方式
50.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
51.本发明中,位置关系的描述(如上、下、左、右、前、后等),均以说明书附图的图2为基准
52.如图1-14所示,本发明具有以下具体实施例。
53.实施例1
54.一种被动式铝合金门窗用型材加工装置,包括型材本体a、座板1、进给机构、切割机构、固定座4、夹持机构5、直角定位夹头6、校准机构7和喷淋装置;
55.座板1的下表面固接有支撑腿11,座板1的上表面前后对称设有滑动板12,滑动板12的上表面之间固接有u形的连接杆13,连接杆13将两个滑动板12固接为一体结构;
56.进给机构用于驱动滑动板12在座板1上左右移动;
57.切割机构包括切割电机31和切割刀片32,座板1的中部开设有刀槽33,切割电机31固接在座板1的下表面,切割刀片32固接在切割电机31的输出轴上,切割刀片32的位置和刀槽33的位置对应,切割电机31通过外界市电供电并设有控制其停启的控制开关34,控制开关34固接在座板1上;
58.固定座4固接在后侧滑动板12上,固定座4与座板1中心线之间的夹角为45
°
,固定座4横向均匀设有复数个;
59.夹持机构5设置在固定座4上,型材本体a放置在固定座4内,夹持机构5用于对型材本体a进行夹持固定;
60.直角定位夹头6设置在前侧的滑动板12上,直角定位夹头6用于对型材本体a的头部进行定位和夹持固定;
61.校准机构7用于对直角定位夹头6相对固定座4的位置进行调节;
62.喷淋装置由切割电机31提供动力,喷淋装置用于对切割刀片32进行冷切液的喷淋。
63.优选的,进给机构包括进给伺服电机21和进给螺杆22;进给伺服电机21固接在座板1的下表面右侧,进给伺服电机21的输出轴上固接有两个驱动链轮23,进给伺服电机21通过外界市电供电并设有控制其停启和转向的倒顺开关24,倒顺开关24固接在座板1上,进给螺杆22转动连接在座板1的前后两侧,各进给螺杆22的右端固接有与驱动链轮23对应的从
动链轮25,对应的从动链轮25和驱动链轮23通过链条26联动,滑动板12的外侧通过支杆固接有进给座27,进给座27与进给螺杆22啮合。
64.本实施例中:
65.进给伺服电机21工作时带动驱动链轮23转动,驱动链轮23通过链条26带动前后两侧的从动链轮25转动,从而进给螺杆22转动,如图2所示,进给座27的内侧与座板1贴合,即进给座27通过与座板1的接触进行限位,进给座27无法转动,又由于进给座27与进给螺杆22啮合,进给螺杆22啮合时带动进给座27左右移动,从而滑动座、固定座4和直角定位夹头6同步移动,通过倒顺开关24调整进给伺服电机21的转向,即可对滑动座的移动方向进行调节。
66.初始状态时,通过进给机构将滑动座移动到切割刀片32的左侧,即图2所示的位置,然后通过校准机构7对直角定位夹头6的位置进行调节,使得型材本体a的头部位于直角定位夹头6中时,型材本体a的待切角与切割刀片32对应,各直角定位夹头6的位置校准完成后,后续对同型号的型材本体a进行倒角加工时,无需再次校准。
67.倒角加工时,型材本体a的头部通过直角定位夹头6定位固定,型材本体a的中部通过夹持机构5固定,通过控制开关34启动切割电机31,切割电机31带动切割刀片32转动,然后通过倒顺开关24控制进给伺服电机21的转向,使得移动座带动型材本体a从左向右移动,通过切割刀片32对各型材本体a进行倒角的切割加工。
68.在加工的过程中,通过喷淋机构对切割刀片32进行冷却液的喷淋,避免型材本体a和切割刀片32过热。
69.实施例2
70.夹持机构5包括夹板51、驱动座52和轴杆53;固定座4的上表面开设有凹槽41,夹板51位于凹槽41内,夹板51的背面对称固接有配合座54,配合座54上设有第一斜面55,配合座54之间的夹板51上固接有伸缩杆56,伸缩杆56的另一端与固定座4的侧板固定连接,伸缩杆56上套设有弹簧57,固定座4的侧板上开设有导向槽58,导向槽58内固接有导向杆59,导向槽58内还固接有与导向杆59滑动连接的导向块510,驱动座52固接在导向块510的内侧,驱动座52的头部设有与第一斜面55适配的第二斜面511,轴杆53转动连接在固定座4的外侧,轴杆53上对称开设有与旋向相反的螺纹槽512,导向块510上固接有与螺纹槽512啮合的驱动板513。
71.优选的,第二斜面511与第一斜面55的底部配合时,弹簧57处于自然状态。
72.本实施例中:
73.如图5和6所示,型材本体a的中部放置在凹槽41中,然后转动轴杆53,由于两个驱动板513分别与轴杆53上旋向相反的两个螺纹槽512啮合,通过调整轴杆53的转向可以使得两个驱动板513相互靠近,从而带动两个驱动座52相互靠近,驱动座52通过配合座54使得夹板51向靠近型材本体a的方向移动,即可通过夹板51对型材本体a的中部进行固定夹持。
74.实施例3
75.校准机构7包括u形架71、校准座72和校准螺杆73;u形架71固接在前侧的滑动板12上,u形架71的开口正对固定座4,校准座72滑动连接在u形架71内,直角定位夹头6固定在校准座72的头部,校准座72的两侧固接有限位块74,u形架71的侧板上开设有限位槽75,限位块74滑动连接在限位槽75中,校准螺杆73的一端与校准座72转动连接,校准螺杆73还与u形架71啮合。
76.优选的,校准座72上固接有l形的支架板61,支架板61的横板上固接有固定套62,固定套62的内壁下部圆周均匀固接有滑块63,固定套62内滑动连接有升降柱64,升降柱64的侧面开设有滑槽65,升降柱64的上表面中心开设有螺孔66,固定套62的顶板中心转动连接有固定螺杆67,固定螺杆67啮合在螺孔66中,升降柱64的底部固接有三角形的固定板68,固定板68滑动连接在直角定位夹头6中,固定板68下方的直角定位夹头6中还固接有托板69。
77.优选的,座板1的上表面中心设有定位线610,定位线610与切割刀片32的后侧平齐。
78.优选的,设型材本体a的宽度为a,直角定位夹头6的内边长为b,切割刀片32的厚度为d,则
79.本实施例中:
80.如图7所示,通过校准螺杆73的转动可以对校准座72的位置进行调节,从而对直角定位夹头6的位置进行调节。
81.如图8所示,通过固定螺杆67的转动可以驱动升降柱64和固定板68上下移动,从而通过固定板68对型材本体a的头部进行固定。
82.托板69的上表面与凹槽41的底部位于同一个水平面内,且凹槽41的一侧内壁与直角定位夹头6的一侧内边重合。
83.在对直角定位夹头6的位置进行校准时,将型材本体a的头部插入到直角定位夹头6中,且型材本体a相邻的短边和长边分别与直角定位夹头6的两个内边接触。
84.如图12所示,在校准的时候,将型材本体a置于凹槽41内,型材本体a的头部位于直角定位夹头6中,且型材本体a的一个长边与凹槽41的内壁接触,型材本体a的头部与直角定位夹头6的内壁贴合。
85.通过固定板68对型材本体a的头部进行固定,然后通过校准螺杆73对校准座72和直角定位夹头6的位置进行调节,待型材本体a的待切边与定位线610重合时,校准完成,依次完成各直角定位夹头6的校准,后续对宽度相等的一批型材本体a加工时,都无需再次校准。
86.如图13所示,设型材本体a的宽度为a,直角定位夹头6的内边长为b,切割刀片32的厚度为d,由于固定座4和直角定位夹头6成45
°
倾斜设置,设a和b的长度差的纵向投影长度为c,则为避免切割刀片32与直角定位夹头6的干涉,则c应该大于d,则则由于d的数值确定,可以根据需要加工的型材本体a的宽度合理对b进行设置,待b确定时,即当型材本体a的宽度大于时,均可以通过本装置进行加工。
87.为避免切割刀片32的厚度对倒角的加工精度造成影响,本发明设置有定位线610,且定位线610与切割刀片32的后侧平齐,如图14所示,校准完成后,型材本体a的待切角与定位线610对齐,在切割的过程中,型材本体a被分为保留区、切割区和废弃区,图中的切割区即为切割刀片32的作用位置,切割完成后,保留区形成45
°
的倒角,且该倒角不会因为切割刀片32的厚度而影响精度。
88.在倒角切割的过程中,废弃区通过固定板68夹持固定,在切割的过程中,废弃区不会散落而影响切割的进行。
89.实施例4
90.喷淋机构包括喷淋座81、储水箱82和泵筒83;喷淋座81固接在底座的下表面并位于刀槽33的左侧,喷淋座81为1/4圆形,喷淋座81内开设有收纳腔84和喷淋腔85,切割电机31的输出轴转动连接在收纳腔84的侧板内,切割刀片32位于收纳腔84中,收纳腔84的底部圆周均匀设有喷头86,喷头86的短接管与喷淋腔85导通,储水箱82固接在座板1的下表面,座板1的中部对应储水箱82的位置固接有添加管87,泵筒83固接在储水箱82的左侧,泵筒83内转动连接有往复丝杆88,泵筒83内密封滑动连接有活塞89,活塞89与往复丝杆88啮合,泵筒83的右侧板与储水箱82的左侧板的一体结构中前后对称开设有抽水孔810,抽水孔810内设有第一单向阀门811,泵筒83的左侧板上前后对称固接有出水管812,出水管812内设有第二单向阀门813,喷淋腔85连通有送水管814,送水管814的头部固接有三通815,三通815的另外两个接口与出水管812的头部连接,第一单向阀门811允许流体通过的方向为指向泵筒83内腔的方向,第二单向阀门813允许流体通过的方向为背离泵筒83内腔的方向,往复丝杆88的后端固接有从动锥齿轮816,切割电机31的输出轴后端固接有驱动锥齿轮817,座板1的下表面通过支座818转动连接有转轴819,转轴819的两端分别固接有第一传动锥齿轮820和第二传动锥齿轮821,第一传动锥齿轮820与驱动锥齿轮817啮合,第二传动锥齿轮821与从动锥齿轮816啮合。
91.本实施例中:
92.如图9-11所示,切割电机31工作时,还带动驱动锥齿轮817转动,从而第一传动锥齿轮820、转轴819和第二传动锥齿轮821同步转动,与第二传动锥齿轮821啮合的从动锥齿轮816同步转动,进而往复丝杆88转动。
93.本发明中,泵筒83的内腔与活塞89为适配的矩形,从而使得活塞89无法转动,又由于活塞89与往复丝杆88啮合,活塞89向后移动时,前侧的抽水孔810抽取冷却液,后侧的出水管812喷出冷却液,反之,活塞89向前移动时,后侧的抽水孔810抽取冷却液,前侧的出水管812喷出冷却液,活塞89往复的前后移动,从而可以通过出水管812源源不断的向送水管814输送冷却液,冷却液进入喷淋腔85,并从喷头86喷出而作用于切割刀片32上。
94.冷却液可以避免型材本体a和切割刀片32过热,也可以将切割刀片32上切割时产生的碎屑清洗。
95.可以在喷淋座81的下方放置污水桶,用于盛装产生的污水。
96.以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。