1.本技术涉及注塑模具领域,尤其是涉及一种汽车内饰件模具的定位机构。
背景技术:
2.汽车内饰件是设置在汽车车体内起到装饰、固定或握持作用的产品,包括汽车方向盘套、汽车坐垫,汽车脚垫等。这些汽车内饰件通常采用注塑成型的方式制造,加工时,将原料注入模具中,合模成型后,再将成品脱模取出。
3.相关技术中公开号为cn217258155u的中国专利,提出了一种汽车内饰件模具的定位机构,包括底座,底座的表面固定安装有下模具,下模具的内部对称开设有定位槽,下模具的型腔固定安装有第一导热垫,底座的表面对称固定安装有固定板,固定板的内部开设有滑槽,滑槽的内壁滑动安装有支撑板,支撑板的表面固定安装有上模具,上模具的表面对称固定安装有定位板。通过伺服电机带动螺纹轴进行转动,推动支撑板沿滑槽内壁下移,在定位槽与定位板之间的配合作用下,保证下模具与上模具之间合模的定位精密性。
4.上述相关技术中,产品成型后,下模具与上模具分离,操作人员需要将成品从下模具和上模具之间取出,由于下模具与上模具之间的距离有限,导致取出成品的操作不便。
技术实现要素:
5.为了改善相关技术中下模具与上模具之间的距离有限导致取出成品的操作不便的问题,本技术提供一种汽车内饰件模具的定位机构。
6.本技术提供的一种汽车内饰件模具的定位机构采用如下的技术方案:
7.一种汽车内饰件模具的定位机构,包括底座,所述底座的上方固定设置有顶板,所述顶板靠近所述底座的一侧升降设置有上模座,所述上模座靠近所述底座的一侧固接有上模具,所述底座靠近所述顶板的一侧开设有沿水平方向延伸的滑槽,所述滑槽中滑动设置有下模座,所述下模座靠近所述顶板的一侧固接有下模具;
8.所述下模座上设置有用于驱使所述下模座沿所述滑槽滑移的调节机构,所述下模座的滑移轨迹经过所述上模座的下方,所述顶板上设置有用于驱使所述上模座沿竖直方向靠近/远离所述下模座的直线驱动件,所述下模座上设置有用于对所述上模座的运动进行导向的导向机构。
9.通过采用上述技术方案,合模时,先通过调节机构将下模座移动至上模座的下方,再通过直线驱动件驱使上模座沿竖直方向靠近下模座,同时,导向机构对上模座的运动进行导向,从而驱使上模具与下模具对合;当产品成型后,通过直线驱动件驱使上模座远离下模座,然后通过调节机构驱使下模座在滑槽中沿水平方向滑移,使得下模座远离上模座的下方,从而便于操作人员将成品从下模具中取出。
10.可选的,所述调节机构包括螺纹贯穿于所述下模座且转动设置于所述滑槽中的螺纹杆,所述螺纹杆的轴线平行于所述滑槽的长度方向,所述底座于所述滑槽中固接有贯穿所述下模座且平行于所述螺纹杆的导向杆,所述底座上安装有用于驱动所述螺纹杆转动的
伺服电机。
11.通过采用上述技术方案,伺服电机驱动螺纹杆转动,从而驱使下模座沿滑槽滑移。
12.可选的,所述上模座靠近所述下模座的一侧安装有红外发射器,所述下模座靠近所述上模座的一侧安装有红外接收器,所述红外接收器与所述伺服电机控制连接;当所述上模具与所述下模具对合时,所述红外发射器与所述红外接收器的位置相对应。
13.通过采用上述技术方案,下模座在滑槽中滑移的过程中,当红外接收器与红外发射器的位置相对应时,红外接收器接收到红外发射器发出的红外信号,与红外接收器控制连接的伺服电机关闭,下模座停止运动,此时上模具与下模具的位置相对应,如此可实现上模具与下模具的初步定位。
14.可选的,所述导向机构包括固接于所述下模座上端面的多个呈竖直设置的导向柱,所述上模座的下端面开设有供所述导向柱滑移的导向孔。
15.通过采用上述技术方案,在上模座靠近下模座的过程中,导向柱插入导向孔,实现上模座与下模座的精准定位。
16.可选的,所述导向柱远离所述下模座的一端设置为球面。
17.通过采用上述技术方案,便于导向柱插入导向孔,有助于实现上模座和下模座的快速定位。
18.可选的,所述上模座于所述导向孔的内侧壁开设有多个球形的容纳槽,所述容纳槽中转动设置有与所述导向柱外周壁抵接的滚珠。
19.通过采用上述技术方案,当导向柱在导向孔中滑移时,滚珠转动,有助于减小导向柱与上模座之间的摩擦,延长导向柱和上模座的使用寿命。
20.可选的,所述下模具靠近所述上模具的一侧固接有多个定位凸块,所述上模具靠近所述下模具的一侧开设有与所述定位凸块插接适配的定位凹槽。
21.通过采用上述技术方案,在上模具靠近下模具的过程中,定位凸块插入定位凹槽,实现上模具与下模具的精准对合。
22.可选的,所述定位凹槽呈扩口状。
23.通过采用上述技术方案,便于定位凸块插入定位凹槽,有助于实现上模具与下模具的快速对合。
24.综上所述,本技术包括以下至少一种有益技术效果:
25.1.通过设置滑槽、螺纹杆和导向杆,当产品成型后,先使用直线驱动件驱使上模座远离下模座,然后通过转动螺纹杆驱使下模座在滑槽中沿水平方向滑移,使得下模座远离上模座的下方,从而便于操作人员将成品从下模具中取出;
26.2.通过设置导向柱和导向孔,实现上模座和下模座的快速定位;
27.3.通过设置定位凸块和定位凹槽,实现上模具与下模具的精准对合。
附图说明
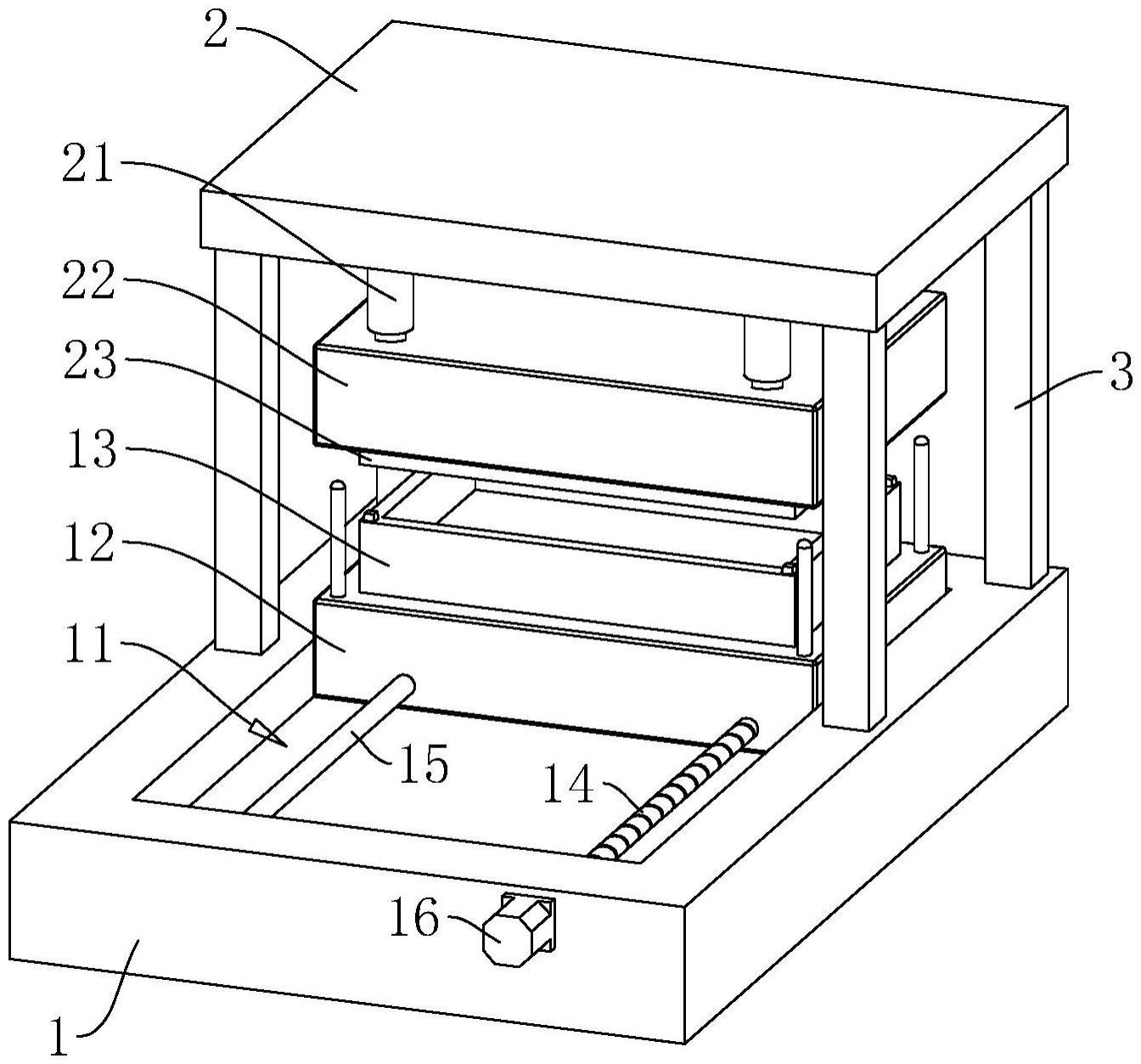
28.图1是本技术实施例的整体结构示意图。
29.图2是本技术实施例另一角度的整体结构示意图。
30.图3是图2中a部分的放大示意图。
31.图4是本技术实施例中主要用于展示导向孔和滚珠的局部剖视示意图。
32.附图标记:1、底座;11、滑槽;12、下模座;121、红外接收器;122、导向柱;13、下模具;131、定位凸块;14、螺纹杆;15、导向杆;16、伺服电机;2、顶板;21、直线驱动件;22、上模座;221、红外发射器;222、导向孔;2221、容纳槽;2222、滚珠;23、上模具;231、定位凹槽;3、支撑柱。
具体实施方式
33.以下结合附图1-4对本技术作进一步详细说明。
34.本技术实施例公开一种汽车内饰件模具的定位机构。参照图1和图2,汽车内饰件模具的定位机构包括底座1,底座1的上端面固接有四个支撑柱3,支撑柱3远离底座1的一端固接有平行于底座1的顶板2。顶板2靠近底座1的一侧升降设置有上模座22,上模座22靠近底座1的一侧固接有上模具23。
35.参照图1,底座1靠近顶板2的一侧开设有沿水平方向延伸的滑槽11,滑槽11中滑动设置有下模座12,下模座12靠近顶板2的一侧固接有下模具13。下模座12上设置有用于驱使下模座12沿滑槽11滑移的调节机构,下模座12的滑移轨迹经过上模座22的下方。
36.参照图1和图2,顶板2上设置有用于驱使上模座22沿竖直方向靠近/远离下模座12的直线驱动件21。具体的,直线驱动件21为气缸,气缸的缸体固接于顶板2、活塞杆固接于上模座22。气缸的数量为四个,四个气缸分别位于上模座22的四角。下模座12上设置有用于对上模座22的运动进行导向的导向机构。
37.合模时,先通过调节机构将下模座12移动至上模座22的下方,再通过直线驱动件21驱使上模座22沿竖直方向靠近下模座12;同时,导向机构对上模座22的运动进行导向,从而驱使上模具23与下模具13对合。当产品成型后,通过直线驱动件21驱使上模座22远离下模座12,然后通过调节机构驱使下模座12在滑槽11中沿水平方向滑移,使得下模座12远离上模座22的下方,从而便于操作人员将成品从下模具13中取出。
38.参照图1,调节机构包括螺纹贯穿于下模座12且转动设置于滑槽11中的螺纹杆14,螺纹杆14的轴线平行于滑槽11的长度方向,底座1于滑槽11中固接有贯穿下模座12且平行于螺纹杆14的导向杆15,底座1上安装有用于驱动螺纹杆14转动的伺服电机16。
39.通过伺服电机16驱动螺纹杆14转动,从而驱使下模座12沿滑槽11滑移。
40.进一步,参照图2,上模座22靠近下模座12的一侧安装有红外发射器221,下模座12靠近上模座22的一侧安装有红外接收器121,红外接收器121与伺服电机16控制连接;当上模具23与下模具13对合时,红外发射器221与红外接收器121的位置相对应。
41.下模座12在滑槽11中滑移的过程中,当红外接收器121与红外发射器221的位置相对应时,红外接收器121接收到红外发射器221发出的红外信号,与红外接收器121控制连接的伺服电机16关闭,下模座12停止运动,此时上模具23与下模具13的位置相对应,如此可实现上模具23与下模具13的初步定位。
42.为了在合模的过程中对上模座22和下模座12进行定位,参照图2和图3,导向机构包括固接于下模座12上端面的多个呈竖直设置的导向柱122。本实施例中,导向柱122的数量为四个,四个导向柱122分别位于下模座12的四角,上模座22的下端面开设有供导向柱122滑移的导向孔222。
43.在上模座22靠近下模座12的过程中,导向柱122插入导向孔222,实现上模座22与
下模座12的精准定位。
44.为了便于导向柱122插入导向孔222,参照图2和图3,导向柱122远离下模座12的一端设置为球面,如此有助于实现上模座22和下模座12的快速定位。
45.进一步,参照图4,上模座22于导向孔222的内侧壁开设有多个球形的容纳槽2221,容纳槽2221中转动设置有与导向柱122外周壁抵接的滚珠2222。多个滚珠2222沿导向孔222的延伸方向排布成列,滚珠2222设置有多列,多列滚珠2222绕导向孔222的轴线均匀分布。
46.当导向柱122在导向孔222中滑移时,滚珠2222转动,有助于减小导向柱122与上模座22之间的摩擦,延长导向柱122和上模座22的使用寿命。
47.为了在合模的过程中对上模具23和下模具13进行定位,参照图3,下模具13靠近上模具23的一侧固接有多个定位凸块131。本实施例中,定位凸块131的数量为四个,四个定位凸块131分别位于下模具13的四角。上模具23靠近下模具13的一侧开设有与定位凸块131插接适配的定位凹槽231。
48.在上模具23靠近下模具13的过程中,定位凸块131插入定位凹槽231,实现上模具23与下模具13的精准对合。
49.为了便于定位凸块131插入定位凹槽231,参照图3,定位凹槽231呈扩口状。本实施例中,定位凹槽231和定位凸块131的纵切面轮廓均为梯形,如此,便于定位凸块131插入定位凹槽231,从而实现上模具23与下模具13的快速对合。
50.本技术实施例一种汽车内饰件模具的定位机构的实施原理为:合模时,先通过伺服电机16驱动螺纹杆14转动,使下模座12沿滑槽11移动至上模座22的下方,再通过直线驱动件21驱使上模座22沿竖直方向靠近下模座12,在此过程中,导向柱122插入导向孔222,实现上模座22与下模座12的精准定位,然后定位凸块131插入定位凹槽231,实现上模具23与下模具13的对合;当产品成型后,通过直线驱动件21驱使上模座22沿竖直方向远离下模座12,然后通过伺服电机16驱动螺纹杆14转动,驱使下模座12在滑槽11中沿水平方向滑移,使得下模座12远离上模座22的下方,从而便于操作人员将成品从下模具13中取出。
51.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
