1.本实用新型涉及轮毂单元配件加工工装技术领域,具体涉及一种隔套加工装置。
背景技术:
2.轮毂单元的隔套通常安装在轮毂单元的内轴承和外轴承之间,用于稳定两个轴承的工作游隙,以提高轴承的寿命。
3.轮毂单元的隔套属于薄壁类零件,薄壁类零件的加工向来是机械加工领域的难题,由于壁薄导致零件在装夹时容易出现变形,这些变形轻则导致加工精度不高,重则导致装夹力不足导致打滑或零件破裂;常规加工管状薄壁零件采用撑涨法进行车削加工,典型装置就是“涨套”,涨套在对一些单边壁厚大于5mm的管状件加工较为适合;但是对于单边壁厚小于5mm隔套的加工传统的撑涨夹持法并不合适,因此,需要设计一种隔套加工装置,以预防焊接管隔套焊缝的涨裂、加工打滑问题、加工椭圆变形问题等,进而提高加工质量和加工精度。
技术实现要素:
4.为克服上述现有技术的不足,本实用新型所要解决的技术问题是提供一种隔套加工装置,能避免焊接管隔套焊缝的涨裂,避免隔套加工时出现加工打滑和加工椭圆变形的现象,提高加工质量和加工精度。
5.为解决上述技术问题,本实用新型采用以下技术方案:
6.一种隔套加工装置,其特征在于,包括:内支撑轴、旋合内套和旋合外套,
7.所述内支撑轴位于隔套的内径孔内用于支撑所述隔套,所述旋合内套套设在所述隔套外,所述旋合内套包括抱紧部,所述抱紧部设有至少两个弧形抱紧瓣,所述旋合外套部分套设在所述旋合内套的抱紧部外且与所述抱紧部螺纹连接,所述旋合内套与所述旋合外套的连接处设置有锥度。
8.优选的:所述旋合内套的所述抱紧部上开设多个间隔设置的开口长槽,多个所述开口长槽将所述抱紧部分隔为多个所述弧形抱紧瓣。
9.优选的:所述旋合内套的所述抱紧部设置外螺纹,所述旋合外套上设有与所述抱紧部相对应的内螺纹部,所述内螺纹部处设有与所述抱紧部的所述外螺纹相适配的内螺纹,设抱紧部和所述内螺纹部的锥度为α,0.8
°
≤α≤1.2
°
。
10.优选的:多个所述开口长槽沿所述抱紧部的周向均布。
11.优选的:所述旋合内套包括第一手柄固定部,所述旋合外套包括第二手柄固定部,沿所述开口长槽的开口端至所述第一手柄固定部的方向上,所述抱紧部的外径由小逐渐增大。
12.优选的:所述第一手柄固定部固定有第一手柄,所述第二手柄固定部固定有第二手柄。
13.优选的:多个所述第一手柄沿所述旋合内套的周向间隔设置,多个所述第二手柄
沿所述旋合外套的周向间隔设置。
14.采用了上述技术方案后,本实用新型的有益效果是:
15.本实用新型的隔套加工装置,内支撑轴位于隔套的内径孔内用于支撑隔套,旋合内套套设在隔套外,旋合内套包括抱紧部,抱紧部设有至少两个弧形抱紧瓣,旋合外套部分套设在旋合内套的抱紧部外且与抱紧部螺纹连接,旋合内套与旋合外套的连接处设置有锥度。
16.由于旋合内套与旋合外套的连接处设置有锥度,且旋合内套上弧形抱紧瓣,所以当旋合外套套在旋合内套并拧紧时,锥度使旋合内套和旋合外套的连接处产生楔向力,使得旋合内套的弧形抱紧瓣往径向内侧收缩抱紧隔套,这种采用外部抱紧法的方式装夹隔套,相比传统的撑涨夹持法装夹隔套,可以有效预防焊接管隔套焊缝的涨裂。并且,由于内部有内支撑轴可限制隔套向径向内侧变形,进而防止隔套出现椭圆变形,隔套通过外侧的旋合外套与旋合内套配合抱紧隔套,抱紧力大,防止加工打滑。该隔套加工装置装夹时操作简单,并且加工精度高,加工效率高。
附图说明
17.图1是本实用新型隔套加工装置的示意图;
18.图2是图1中旋合外套的结构示意图;
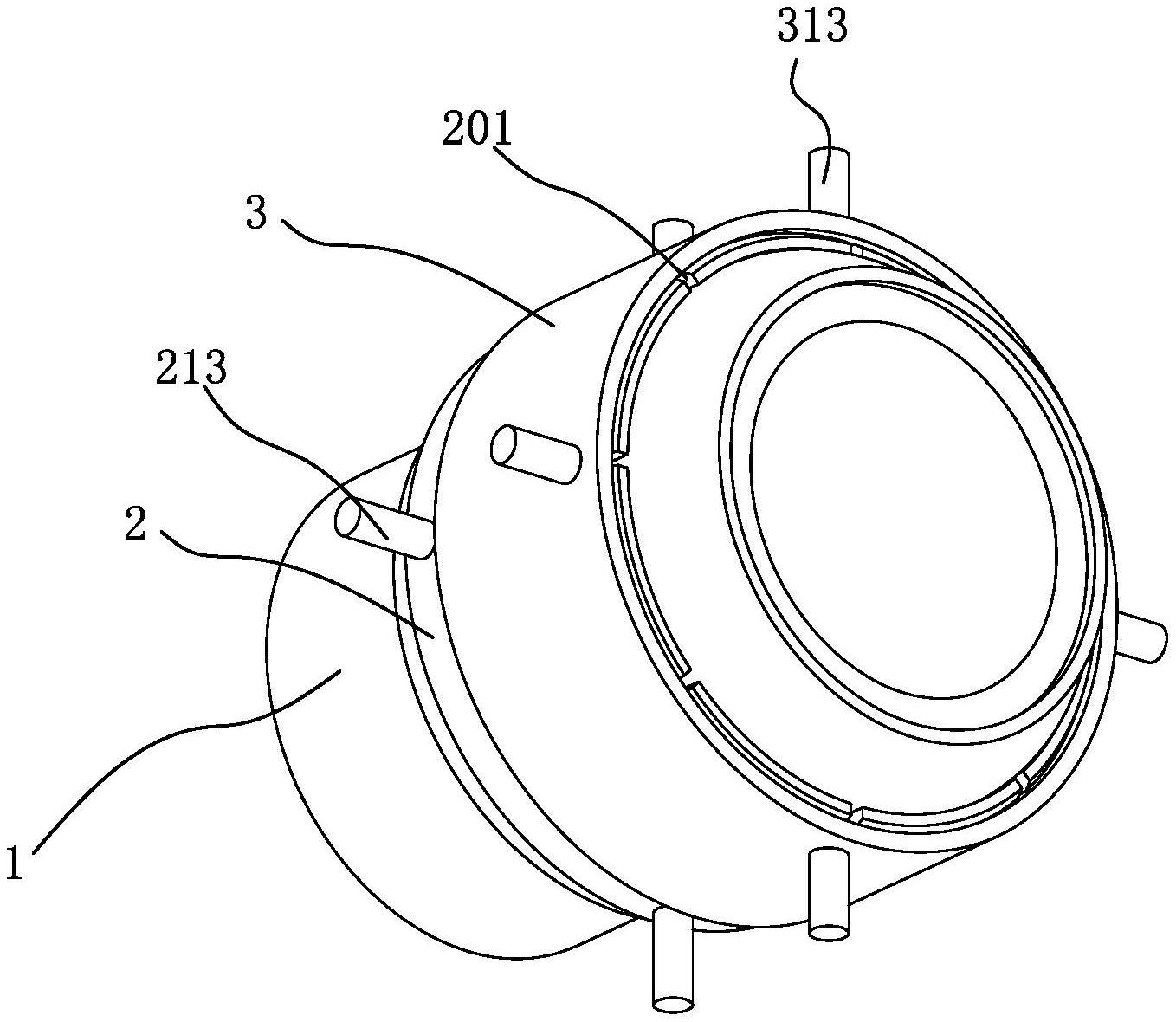
19.图3是图1中旋合内套的结构示意图;
20.图4是旋合内套的半剖视图;
21.图5是隔套加工装置使用状态时的示意图;
22.图中:
23.1、内支撑轴;2、旋合内套;201、开口长槽;211、抱紧部;212、第一手柄固定部;213、第一手柄;b、弧形抱紧瓣;3、旋合外套;311、内螺纹部;312、第二手柄固定部;313、第二手柄;4、隔套。
具体实施方式
24.下面结合附图和实施例对本实用新型进一步详细说明。
25.如图1至图3所示的隔套加工装置,包括:内支撑轴1、旋合内套2和旋合外套3,所述内支撑轴1位于隔套4的内径孔内用于支撑所述隔套4,所述旋合内套2套设在所述隔套4外,所述旋合内套2包括抱紧部211,所述抱紧部211设有至少两个弧形抱紧瓣b,所述旋合外套3部分套设在所述旋合内套2的抱紧部211外且与所述抱紧部211螺纹连接,所述旋合内套2与所述旋合外套3的连接处设置有锥度。
26.如图3所示,所述旋合内套2的所述抱紧部211上开设多个间隔设置的开口长槽201,开口长槽201沿轴向方向上延伸且在旋合内套2的一端开口,多个所述开口长槽201将所述抱紧部211分隔为多个所述弧形抱紧瓣b。
27.所述旋合内套2的所述抱紧部211设置外螺纹,所述旋合外套3上设有与所述抱紧部211相对应的内螺纹部311,所述内螺纹部311处设有与所述抱紧部211的所述外螺纹相适配的内螺纹,从图1中可以看出,旋合内套2与旋合外套3的连接处为旋合内套2的抱紧部211和旋合外套3的内螺纹部,如图4所示,设抱紧部211和所述内螺纹部311的锥度为α,0.8
°
≤α
≤1.2
°
。
28.由于旋合内套2与旋合外套3的连接处设置有锥度,且旋合内套2上弧形抱紧瓣b,所以当旋合外套3套在旋合内套2并拧紧时,锥度使旋合内套2和旋合外套3的连接处产生楔向力,使得旋合内套2的弧形抱紧瓣b往径向内侧收缩抱紧隔套4。
29.多个所述开口长槽201沿所述抱紧部211的周向均布,因此,多个均布的开口长槽201将所述抱紧部211分隔为多个均匀的所述弧形抱紧瓣b,从而,多个均布的弧形抱紧瓣b往径向内侧收缩抱紧隔套4对隔套4的施力均匀。
30.进一步地,优选旋合外套3的材质刚度大于旋合内套2的材质刚度。由于旋合外套3刚度大于旋合内套2刚度,当旋合外套3套在旋合内套2并拧紧时,旋合外套3不会被撑变形外扩,而旋合内套2的多个弧形抱紧瓣b向中心方向的变形抱紧隔套4,能更好地抱紧夹持隔套4。
31.所述旋合内套2包括第一手柄固定部212,所述旋合外套3包括第二手柄固定部312,沿所述开口长槽201的开口端至所述第一手柄固定部212的方向上,所述抱紧部211的外径由小逐渐增大。
32.所述第一手柄固定部212固定有第一手柄213,所述第二手柄固定部312固定有第二手柄313。设置手柄便于转动旋合内套2和旋合外套3。
33.多个所述第一手柄213沿所述旋合内套2的周向间隔设置,多个所述第二手柄313沿所述旋合外套3的周向间隔设置。
34.隔套加工装置使用状态如图5所示,将隔套4套设在内支撑轴1上,然后将旋合内套2套在隔套4外,并将旋合外套3的内螺纹部311套在旋合内套2的抱紧部211外,分别转动所述旋合内套2的第一手柄213和所述旋合外套3的第二手柄313,使得旋合外套3的内螺纹部311和旋合内套2的抱紧部211处的螺纹相互旋合,使得旋合内套2的弧形抱紧瓣b抱紧隔套4,并将隔套4抱紧于内支撑轴1上,能避免涨裂隔套(隔套为焊接式的焊接管隔套时,容易在焊缝处先被涨裂),同时能避免加工打滑以及加工时隔套椭圆变形,内支撑轴1与车床主轴连接,通过主轴带动隔套4的旋转,对隔套4进行切削。
35.本实用新型的隔套加工装置不仅能用于轮毂隔套加工时的装夹定位,也可以用于单边壁厚小于5mm的薄壁管状零件加工时的装夹定位。
36.本实用新型的隔套加工装置打破传统的撑涨夹持法,而采用外部抱紧法,可以有效预防焊接管隔套焊缝的涨裂,由于内部有内支撑轴可限制隔套向径向内侧变形,进而防止隔套出现椭圆变形,隔套通过外侧的旋合外套与旋合内套配合抱紧隔套,抱紧力大,防止加工打滑。该隔套加工装置装夹时操作简单,并且加工精度高,加工效率高。
37.综上所述,本实用新型的隔套加工装置能预防焊接管隔套焊缝的涨裂,避免隔套加工时出现加工打滑和加工椭圆变形的现象,进而提高加工质量和加工精度,并且加工效率高。
38.上面结合附图对本实用新型的技术方案作了详细说明,但本实用新型并不局限于上述实施例,本领域技术人员应当理解,在形式上和细节上对其作出的各种各样的改变均落在本实用新型权利要求书所限定的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。