1.本发明涉及真空镀膜领域,特别是涉及一种坩埚更换装置。
背景技术:
2.在真空镀膜过程中,坩埚用于承载蒸镀用的膜料,待坩埚中膜料蒸发完则需要进行补充。传统的补充方式是打开镀膜设备的腔门,进行手动更换坩埚或者在清理残留后补充新膜料,这种方式存在以下缺点:一是设备开门则需要增加一次放气和一次抽气的时间,此过程所耗时间在整个生产流程中占比很高,严重降低了生产效率;二是开门过程中很容易引入污染物,影响最近几次镀膜的膜层质量。
3.当前也有在真空状态下补充膜料的方式:通过镀膜设备内置的储料仓将膜料倾倒或流动到坩埚上的凹槽中。此方法存在的缺点包括:一是膜料的多样性,可能是块状或颗粒状固体,也可能是粉末状,这增加了储料机构及传送机构的复杂性,还容易造成倾撒或堵塞;二是坩埚凹槽底部在镀膜过程中容易结焦,不清理会影响后续的镀膜质量。
技术实现要素:
4.针对上述技术问题,本发明采用的技术方案为:
5.本发明实施例提供一种坩埚更换装置,所述装置包括:装载腔、第一顶升机构、第二顶升机构、轮转停放台、机械手、第一阀门组件和第二阀门组件;其中,所述装载腔和真空镀膜设备的蒸发腔连接,所述装载腔的一侧形成有供坩埚通过的第一开口,另一侧形成有供坩埚通过的第二开口,所述第一开口与所述蒸发腔上的坩埚出口连通;所述第一阀门组件用于打开和关闭所述第一开口,所述第二阀门组件用于打开和关闭所述第二开口;在第二开口处于关闭状态时,所述装载腔处于真空状态;所述轮转停放台设置在所述装载腔中,设置有至少两个用于支撑坩埚的支撑座;所述第一顶升机构用于支撑位于蒸发腔中的坩埚;所述第二顶升机构用于支撑位于装载腔中的坩埚;所述机械手用于从所述蒸发腔中取下需要更换的坩埚以及将需要装载的坩埚移送到所述蒸发腔中。
6.本发明至少具有以下有益效果:
7.本发明实施例提供的坩埚更换装置,可以实现坩埚的完整更换,填料操作在真空设备外部完成,操作便捷,且可进行结焦清洁,保证了蒸发腔内部的洁净度。此外,由于装载腔在工作状态下处于真空状态,因此,蒸发腔的真空状态不会被破坏,能够节省充放气的时间,进而能够提高设备生产效率,且能够保证膜层的质量。
附图说明
8.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
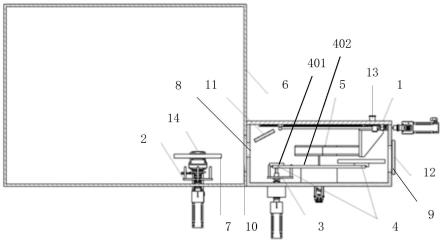
9.图1为本发明实施例提供的坩埚更换装置的整体结构示意图。
10.图2为第一顶升机构和电子枪的结构示意图。
11.图3为轮转停放台和第二顶升机构的示意图。
12.图4为机械手的示意图。
具体实施方式
13.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
14.图1为本发明实施例提供的坩埚更换装置的整体结构示意图。图2为第一顶升机构和电子枪的结构示意图。图3为轮转停放台和第二顶升机构的示意图。图4为机械手的示意图。
15.如图1所示,本发明实施例提供一种坩埚更换装置,所述装置包括:装载腔1、第一顶升机构2、第二顶升机构3、轮转停放台4、机械手5、第一阀门组件和第二阀门组件。
16.其中,所述装载腔1和真空镀膜设备的蒸发腔6连接,例如,可通过焊接或者螺钉连接方式将两个腔的腔壁固定在一起。所述装载腔1的一侧形成有供坩埚7通过的第一开口8,另一侧形成有供坩埚通过的第二开口9,所述第一开口8与所述蒸发腔上的坩埚出口10连通。
17.所述第一阀门组件用于打开和关闭所述第一开口8,所述第二阀门组件用于打开和关闭所述第二开口9。具体地,所述第一阀门组件包括第一阀门驱动部(未图示)和第一阀门11,所述第一阀门驱动部设置在所述装载腔的外部,所述第一阀门11设置在所述装载腔1的内部,用于在所述第一阀门驱动部的驱动作用下打开和关闭所述第一开口8。所述第二阀门组件设置在所述装载腔1的外部,包括第二阀门驱动部(未图示)和第二阀门12,第二阀门驱动部用于驱动所述第二阀门12以打开和关闭所述第二开口9。
18.在本发明实施例中,第一阀门11和第二阀门12可根据需要设置成不同的驱动方式,例如,可通过翻转方式、滑动方式等驱动。例如,在驱动方式为翻转方式时,第一阀门驱动部和第二阀门驱动部可为气缸,第一阀门和第二阀门可分别通过曲轴与对应的驱动部连接,在气缸运动时,带动曲轴做旋转运动,进而实现阀门的翻转。又例如,在驱动方式为滑动方式时,第一阀门驱动部和第二阀门驱动部可为电机,第一阀门和第二阀门可分别通过滚珠丝杠与对应的驱动部连接,在电机驱动时,带动阀门做直线运动,实现开口的打开和关闭。
19.本领域技术人员知晓,任何实现阀门打开和关闭的方式均属于本技术的保护范围之内。
20.在本发明实施例中,在第二开口处于关闭状态时,所述装载腔1处于真空状态,即在更换坩埚时,不需要对真空设备进行放气和抽气操作。为此,在所述装载腔1的顶部设置有抽气接口13,用于与抽真空装置连接,以对装载腔1内部进行抽真空。在本发明实施例中,坩埚7可为多工位圆盘状结构,如图2所示,在蒸发腔6中,坩埚放置在电子枪14上。电子枪14用于承载和加热坩埚。
21.进一步地,在本发明实施例中,所述第一顶升机构2用于支撑位于蒸发腔中的坩埚。如图2所示,所述第一顶升机构2可包括第一顶升驱动部201和第一支撑部202,所述第一支撑部202设置在所述蒸发腔6中,用于支撑坩埚7,所述第一顶升驱动部设置在蒸发腔6的底部,用于驱动所述第一支撑部202沿竖直方向上上下移动。此外,为确保蒸发腔6处于真空状态,第一顶升驱动部201和第一支撑部202之间设置有第一过真空结构203。
22.在本发明实施例中,所述第二顶升机构3用于支撑位于装载腔1中的坩埚。如图3所示,所述第二顶升机构3可包括第二顶升驱动部301和第二支撑部302,所述第二支撑部302设置在所述装载腔1中,用于支撑坩埚2,所述第二顶升驱动部301设置在装载腔1的底部,用于驱动所述第二支撑部302沿竖直方向上上下移动。此外,为确保装载腔1处于真空状态,第二顶升驱动部301和第二支撑部302之间设置有第二过真空结构303。
23.在本发明实施例中,第一顶升驱动部201和第二顶升驱动部301可为驱动电机。第一支撑部和第二支撑部的结构相同,每个支撑部可包括支撑底架和与所述支撑底架连接的三个支撑杆。为实现对坩埚的稳定支撑,在坩埚的底部设置供所述三个支撑杆插入的三个定位槽,三个定位槽位于同一圆上,每个定位槽到坩埚中心的距离大于坩埚半径的二分之一。这样,通过支撑杆和定位槽可实现坩埚的稳定支撑。
24.进一步地,在本发明实施例中,所述轮转停放台4可旋转地设置在所述装载腔1中,设置有至少两个用于支撑坩埚的支撑座401。如图1和图3所示,所述轮转停放台4还包括基座402、环形导轨403和环形传动件404。其中,所述基座402设置在所述装载腔1中,所述环形导轨403设置在所述基座402上,所述支撑座401与所述环形传动件404连接,所述环形传动件402还与设置在装载腔外部的轮转驱动部15连接,用于在所述轮转驱动部15的驱动作用下,带动所述支撑座401沿所述环形导轨403转动。
25.在本发明实施例中,为确保装载腔1处于真空状态,轮转驱动部15与装载腔接触的部位设置有过真空结构16。
26.支撑座401可为适合支撑坩埚的结构,例如,板状结构。支撑座401可通过底部的滑动槽与环形导轨403滑动连接。支撑座401的侧部可与环形传动件404固定连接,以随环形传动件运动而运动。支撑座的数量可根据装载腔的空间大小进行设置,至少包括两个。在装载腔空间足够的前提下,可设置多个支撑座,以减少装载腔抽放气和外部机械手的频繁操作。
27.在一个示意性实施例中,所述环形传动件404可为链条,所述轮转驱动部可通过链轮(未图示)与所述链条连接,链轮和链条啮合连接,并与轮转驱动部的驱动轴连接,这样,轮转驱动部驱动时,带动链轮转动,进而带动链条转动。
28.在一个示意性实施例中,所述环形传动件404可为同步带,所述轮转驱动部通过同步带带轮与所述同步带连接。这样,轮转驱动部驱动时,带动同步带带轮转动,进而带动同步带转动。
29.本发明实施例中,可至少包括设置在环形传动件的两端的两个轮转驱动部,以提供稳定的驱动力。轮转驱动部可为驱动电机。
30.进一步地,在本发明实施例中,所述机械手5用于从所述蒸发腔6中取下需要更换的坩埚以及将需要装载的坩埚移送到所述蒸发腔6中。如图4所示,所述机械手5可包括机械手驱动部501、两个直线导轨502和抓取夹具503,所述直线导轨502设置在所述装载腔1的顶部内侧,用于为抓取夹具提供导向作用。所述抓取夹具503设置在所述装载腔1的内部,形成
有用于夹持所述坩埚的夹持部504。所述机械手驱动部501设置在所述装载腔1的外部,与所述抓取夹具503连接并驱动所述抓取夹具503沿所述直线导轨滑动。具体地,抓取夹具503通过滚珠丝杆505与机械手驱动部连接,抓取夹具通过转接板与滚珠丝杆丝母连接,并且安装固定在直线导轨的滑块上,这样,在机械手驱动部驱动时,带动滚珠丝杆转动,进而带动抓取夹具沿直线导轨平稳滑动。
31.在本发明实施例中,所述夹持部504可为与所述坩埚的形状相适配的弧形凹槽。
32.在本发明实施例中,为确保装载腔1处于真空状态,机械手驱动部与装载腔接触的部位设置有过真空结构506。
33.本发明实施例提供的坩埚更换装置的工作原理如下:
34.(1)电子枪处坩埚蒸发完毕待更换,轮转停放台的右侧支撑座备好新坩埚,左侧空置的支撑座(左工位)为旧坩埚预留停放位,机械手暂时空载。此时,打开第一阀门。
35.(2)第一顶升机构上升将蒸发腔中的旧坩埚顶起,机械手前驱至蒸发腔承接旧坩埚,此时第一顶升机构下降脱离旧坩埚,机械手承接旧坩埚后回退至第二顶升机构上方。
36.(3)第二顶升机构上升使旧坩埚脱离机械手,机械手回退至零位。第二顶升机构下降,将旧坩埚放置到轮转停放台左侧的支撑座上。
37.(4)轮转停放台工作,将两坩埚切换工位。
38.(5)第二顶升机构上升将新坩埚顶起,机械手前驱至轮转停放台的左工位承接新坩埚,第二顶升机构下降脱离新坩埚,机械手承接新坩埚后前驱至蒸发腔电子枪上方。
39.(6)第一顶升机构上升使新坩埚脱离机械手,机械手回退至装载腔。第一顶升机构下降,将新坩埚放置到电子枪上,关闭第一阀门。蒸发腔坩埚更换完毕准备高真空镀膜工作。
40.(7)装载腔放气,打开第二阀门,通过外部机械手更换坩埚后关闭第二阀门,抽真空,准备下一次坩埚更换。完成坩埚更换操作。
41.虽然已经通过示例对本发明的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上示例仅是为了进行说明,而不是为了限制本发明的范围。本领域的技术人员还应理解,可以对实施例进行多种修改而不脱离本发明的范围和精神。本发明公开的范围由所附权利要求来限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
