1.本发明涉及一种铝合金精炼设备,具体为一种在惰性气体保护下的铝合金液除渣除气精炼系统,属于铝合金精炼设备应用领域。
背景技术:
2.铝合金按用途分为变形铝合金和铸造铝合金。变形铝合金包括日常使用的铝合金门窗,航天飞机的机构材料,根据不同使用要求可进行热处理和不进行热处理;另一类为铸造铝合金,主要包括铝硅合金、铝铜合金、铝镁合金、铝锌合金和铝稀土合金等。
3.在实际生产过程中,铝合金的熔炼过程需要根据实际的化学成分进行添加或者减少原料用量,铝合金熔炼工艺流程为装炉
→
熔化加铜、锌、硅等
→
扒渣
→
加镁、铍等
→
搅拌
→
取样
→
调整成分
→
搅拌
→
精炼
→
扒渣
→
转炉
→
精炼变质及静置
→
铸造,其中加镁、铍等
→
搅拌
→
取样
→
调整成分
→
搅拌
→
精炼
→
扒渣这几道工序需在保温条件下进行。
4.熔炼完全后,铝合金表面有很多浮渣,主要是al2o3和其它氧化物夹渣,这些细小的夹渣比铝液重,但聚集结块后比重轻,漂浮在表面,需要进行清渣。将清渣剂均匀撒在溶液表面,并关闭炉门静置几分钟后,再打出渣灰。
5.渣灰打出后,进行除气精炼,除气精炼主要是除气除氢,除气旋转精炼常用的方式是除气精炼和喷粉精炼,原理是向炉底通入惰性气体或者精炼剂,精炼剂很轻,惰性气体或者精炼剂从炉底喷出开始上升,上升过程带走铝液中的氢和浮渣,从而达到净化铝液的目的。除气精炼用到的除气机通过电机带动法兰盘,法兰盘与石墨转子连接转动。
6.中国专利cn102861911a公开了一种铝锭自动除渣机,包括机架,机架上设有其上带链轮的至少两根转轴,至少两根转轴上的链轮上设有其上带刮板的链条。可在连续铸锭的过程中,同步自动刮出铸模中铝液表面的铝渣,同时无需人工刮渣,极大减轻了工人的劳动强度,保持现场的清洁卫生及工作环境,从根本上解决了操作工人在高温区刮渣而带来的烫伤事件,以及高温环境不利于人体健康等问题。
7.中国专利cn202246798u公开了一种新型铝液精炼保温炉,该保温炉从顶端向炉内设有精炼搅拌装置,该精炼搅拌装置包括搅拌电机,与搅拌电机相连并直达炉体中部偏下的搅拌轴管,以及与搅拌轴管端部相连的石墨转子,该石墨转子具有转动引起铝液涡流的桨叶状凸起,其中该搅拌轴管具有贯通外界氮气源和炉体内部的通气管道,使通入铝液中的氮气气体在上浮过程中将铝液内的惰性气体及杂质带出,且该石墨转子表面设有气孔,与通气管道相通,该保温炉顶部设有与外界相通的排气孔道。本实用新型保温炉的应用实施,在铝合金液保温过程中还能通过精炼搅拌装置进行精炼搅拌、除杂、除气,提高了产品质量和成材率,并节约了生产成本。
8.由于铝合金液的除渣除气精炼需借助墨转子转动而实现,因此,用于铝合金液精炼的保温炉只能选取圆型的保温炉,产品使用受限;此外,现有的保温炉炉盖与保温炉本体为翻转式连接结构,打开与关闭需人工操作,且由于清渣剂在对铝合金液清渣时,需尽量避免与空气的接触,以减少渣灰的产生,因此,当将清渣剂均匀撒在铝合金液表面后,需人工
将保温炉盖关闭再开启;此外,为了避免旋转将石墨转子堵塞,因此,实际生产中大多采用人工抛洒清渣剂,无论是人工操作保温炉盖,还是人工抛洒请渣剂,都需要操作人员近距离接触保温炉,存在被烫伤的风险,且现有技术中并没有解决上述问题的相关技术。
9.本发明的目的就在于为了解决上述问题而提供一种在惰性气体保护下的铝合金液除渣除气精炼系统及方法。
10.本发明通过以下技术方案来实现上述目的,一种在惰性气体保护下的铝合金液除渣除气精炼系统,包括保温炉和除气机移动支架,所述保温炉上连接有保温炉plc控制器,所述保温炉表面设有保温炉顶盖,所述除气机移动支架上连接有石墨转子,所述保温炉底部固定有“凹”型底座,所述“凹”型底座的两个延伸段上均连接有可前后的移动的侧支架,两个所述侧支架之间连接有液压缸,所述保温炉顶盖通过焊接板与所述液压缸相连,所述除气机移动支架上连接有横梁,所述石墨转子可前后移动的嵌设在所述横梁上。
11.优选地,所述保温炉上表面设有密封槽,所述保温炉顶盖底表面上固定有石墨密封条,所述石墨密封条与所述密封槽相匹配,所述保温炉顶盖上连接有“u”型管道和气压测试管道,所述气压测试管道上连接有排气管道和高温压力传感器,所述“u”型管道和所述排气管道上分别连接有电子阀门a和电子阀门b,所述电子阀门a和所述电子阀门b分别与所述保温炉plc控制器电性连接。
12.优选地,两个所述侧支架之间连接有固定梁和移动梁,所述固定梁固定在两个所述侧支架之间,所述移动梁可上下移动的连接在两个所述侧支架之间,所述移动梁位于所述固定梁上方,所述液压缸固定在所述移动梁和所述固定梁之间,所述焊接板固定在所述移动梁上,两个所述侧支架底部连接有“t”型滑块,所述“t”型滑块底部连接有两个滑轮,所述“凹”型底座的两个延伸段上均设有“t”型滑槽,所述“t”型滑槽底表面上设有两个滑轮槽,所述“t”型滑块嵌在所述“t”型滑槽内,所述两个滑轮分别嵌在所述两个滑轮槽内。
13.优选地,两个所述侧支架相对的侧壁上均设有移动梁导向槽,所述移动梁两端分别连接有移动梁滑块,所述移动梁滑块底部连接有弹簧柱a,所述移动梁滑块嵌在所述移动梁导向槽内,所述弹簧柱a底部固定在所述移动梁导向槽底表面上。
14.优选地,两个所述侧支架左、右两个侧壁上均设有支架滑槽,所述侧支架前侧壁上设有“l”型滑槽,所述侧支架内设有支架工作腔,所述支架工作腔内固定有支架内杆,所述支架内杆上套设有滑杆和弹簧柱b,所述滑杆固定在所述弹簧柱b上表面,所述弹簧柱b底部固定在所述支架工作腔底表面上,所述滑杆上通过焊接块连接有两个相对的直角支架,所述焊接块贯穿所述支架滑槽,所述直角支架位于所述侧支架外,所述滑杆上套设有可水平转动的调节圈,所述调节圈上连接有踏板,所述踏板贯穿所述“l”型滑槽。
15.优选地,所述支架内杆上设有两对“t”型限位槽,所述滑杆内壁上固定有两对“t”型限位块,所述“t”型限位块嵌在所述“t”型限位槽内,所述滑杆表面设有调节圈凹槽,所述调节圈嵌在所述调节圈凹槽内。
16.优选地,所述横梁内设有导轨腔,所述横梁上、下表面均设有通槽,所述通槽与所述导轨腔相连通,所述导轨腔内嵌设有两个导向轮,所述两个导向轮之间连接有连轴,所述连轴上连接有导向轮驱动器,所述连轴上套设有连轴套管,所述连轴套管底部通过焊接柱连接有转子电机箱,所述转子电机箱内连接有齿轮a、齿轮b和伺服电机,所述伺服电机与所述齿轮a相连,所述齿轮a和所述齿轮b相互啮合,所述石墨转子与所述齿轮b相连,所述齿轮
b上连接有喷料管道,所述喷料管道贯穿位于所述横梁上表面的通槽,所述焊接柱贯穿位于所述横梁下表面的通槽。
17.优选地,所述导向轮为齿轮结构,所述导轨腔内设有两个导向轮凹槽,所述导向轮凹槽底表面上设有若干卡齿槽,所述导向轮嵌在所述导向轮凹槽内,所述连轴上固定有两个卡位盘,所述卡位盘卡在位于所述横梁下表面的通槽侧壁上,所述齿轮b上连接有中空结构的齿轮轴,所述齿轮轴上连接有若干限位盘,所述转子电机箱上表面设有“t”型通孔,位于所述齿轮轴上端的限位盘卡在所述“t”型通孔内,所述石墨转子固定在位于所述齿轮轴下端的限位盘上,所述石墨转子底表面为向下倾斜的结构,所述石墨转子底部连接有石墨盘,所述石墨转子和所述石墨盘之间连通有若干出料口。
18.优选地,所述连轴上设有限位圈凹槽,所述连轴套管内壁上连接有套管限位圈,所述套管限位圈嵌设在所述限位圈凹槽内,所述连轴套管侧壁上连接有两个相对的压力传感器和防撞板,所述防撞板位于所述压力传感器的正前方,所述防撞板内端面上固定有压杆和四个弹簧柱c,所述压杆与所述压力传感器相对应,所述弹簧柱c另一端固定在所述连轴套管侧壁上。
19.本发明还公开一种在惰性气体保护下的铝合金液除渣除气精炼系统的精炼方法,包括以下步骤,s1、将基本熔化完全的铝合金液倒入保温炉内,缓慢下降除气机移动支架,直到石墨转子距离溶液表面的高度为3~5cm,经喷料管道喷出清渣剂,石墨转子在伺服电机的带动下转动,同时在导向轮驱动器的控制下沿横梁前后移动,将清渣剂均匀喷洒在溶液表面,再移动侧支架并将保温炉顶盖移至保温炉正上方,利用保温炉plc控制器控制液压缸回缩并将保温炉顶盖卡在保温炉上,通过“u”型管道向保温炉内充入氮气,持续时间为2~3min,在此过程中始终保持排气管道为打开状态,氮气充气结束后关闭“u”型管道和排气管道,静置8~10min;s2、静置结束后,利用保温炉plc控制器控制液压缸上升并将保温炉顶盖打开,同时移动侧支架并将保温炉顶盖移出保温炉的工作范围,打出溶液表面的渣灰;s3、渣灰打出后,经喷料管道充入氩气,然后缓慢下降除气机移动支架,直到石墨转子距离保温炉底表面高度为100~150mm,石墨转子在伺服电机的带动下转动,同时在导向轮驱动器的控制下沿横梁前后移动,开始除气精炼,精炼时间为10~20min,除气精炼完成后,关闭伺服电机和导向轮驱动器,提升除气机移动支架至石墨转子离开液面,然后停止充气,打出渣灰即可。
20.本发明的有益效果是:一种在惰性气体保护下的铝合金液除渣除气精炼系统及方法,具有以下优点,1、本发明公开的保温炉底部固定有“凹”型底座,所述“凹”型底座的两个延伸段上均连接有可前后的移动的侧支架,两个所述侧支架之间连接有液压缸,所述保温炉顶盖通过焊接板与所述液压缸相连,保温炉和保温炉顶盖单独设置,利用保温炉plc控制器控制液压缸,利用液压缸控制保温炉顶盖的上升和下降,代替了人工操作保温炉顶盖,消除了人工操作保温炉顶盖带来的安全隐患;2、本发明公开的保温炉顶盖上连接有“u”型管道和气压测试管道,“u”型管道用于向保温炉内充入氮气,气压测试管道延伸出保温炉顶盖底部5~8cm,由于氮气的比重较空
气轻,保温炉顶盖覆盖在保温炉内后,经“u”型管道向保温炉内充入氮气,氮气将保温炉内的空气经气压测试管道挤出,降低了保温炉内的空气占比,同时降低了保温炉内铝合金液在除渣精炼时与空气接触的概率;3、本发明公开的除气机移动支架上连接有横梁,横梁内设有通过导向轮驱动器控制移动的两个导向轮,两个导向轮之间连接有连轴,连轴上连接有利用伺服电机控制转动的石墨转子,石墨转子上连接有“y”型结构的喷料管道,喷料管道上的两个分叉管道分别连接清渣剂和惰性气体,可通过石墨转子喷洒清渣剂进行除渣精炼,同时利用石墨转子向铝合金液中充入惰性气体进行除气精炼,石墨转子喷洒清渣代替了人工喷洒,提高喷洒均匀度的同时消除了安全隐患;同时,石墨转子在自转的同时还可以前后移动,因此铝合金液精炼时所采用的保温炉可以是圆型也可以是长方型,为客户带来了选择的多样化。
附图说明
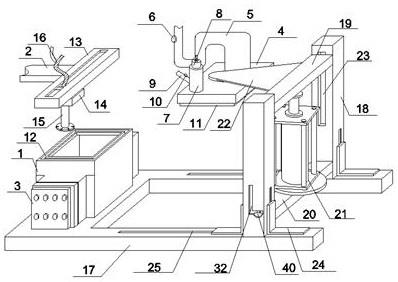
21.图1为本发明的整体结构示意图。
22.图2为本发明的移动梁结构示意图。
23.图3为本发明的“凹”型底座和侧支架连接结构示意图。
24.图4为本发明的支架内杆和侧支架连接结构示意图。
25.图5为本发明的调节圈和滑杆以及滑杆和直角支架连接结构示意图。
26.图6为本发明的横梁剖面结构示意图。
27.图7为本发明的导向轮与转子电机箱连接结构示意图。
28.图8为本发明的齿轮b与石墨转子连接结构示意图。
29.图9为本发明的连轴套管与连轴连接结构示意图。
30.图中:1、保温炉,2、除气机移动支架,3、保温炉plc控制器,4、保温炉顶盖,5、“u”型管道,6、电子阀门a,7、气压测试管道,8、高温压力传感器,9、排气管道,10、电子阀门b,11、石墨密封条,12、密封槽,13、横梁,14、转子电机箱,15、石墨转子,16、喷料管道,17、“凹”型底座,18、侧支架,19、移动梁,20、固定梁,21、液压缸,22、焊接板,23、移动梁导向槽,24、直角支架,25、“t”型滑槽,26、移动梁滑块,27、弹簧柱a,28、“t”型滑块,29、滑轮,30、滑轮槽,31、支架滑槽,32、“l”型滑槽,33、支架内杆,34、滑杆,35、调节圈,36、弹簧柱b,37、“t”型限位槽,38、“t”型限位块,39、调节圈凹槽,40、踏板,41、通槽,42、导轨腔,43、导向轮凹槽,44、卡齿槽,45、导向轮,46、连轴,47、卡位盘,48、导向轮驱动器,49、连轴套管,50、防撞板,51、焊接柱,52、齿轮b,53、齿轮a,54、伺服电机,55、齿轮轴,56、“t”型通孔,57、限位圈凹槽,58、套管限位圈,59、压力传感器,60、压杆,61、弹簧柱c,62、石墨盘,63、出料口,64、支架工作腔,65、焊接块,66、限位盘。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”和“外”等指示的方位或
位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
33.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接连接,也可以通过中间媒介间接连接,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
34.如图1所示,一种在惰性气体保护下的铝合金液除渣除气精炼系统,包括保温炉1和除气机移动支架2,除气机移动支架2连接在现有的除气机上,除气机上自带plc控制系统,所述保温炉1上连接有保温炉plc控制器3,所述保温炉1表面设有保温炉顶盖4,所述除气机移动支架2上连接有石墨转子15,所述保温炉1底部固定有“凹”型底座17,所述“凹”型底座17的两个延伸段上均连接有可前后的移动的侧支架18,两个所述侧支架18之间连接有液压缸21,所述保温炉顶盖4通过焊接板22与所述液压缸21相连,保温炉1和保温炉顶盖4单独设置,利用保温炉plc控制器3控制液压缸21,利用液压缸21控制保温炉顶盖4的上升和下降,代替了人工操作保温炉顶盖4,消除了人工操作保温炉顶盖4带来的安全隐患,所述除气机移动支架2上连接有横梁13,所述石墨转子15可前后移动的嵌设在所述横梁13上,横梁13的长度与保温炉1长度相同。
35.如图1所示,所述保温炉1上表面设有密封槽12,所述保温炉顶盖4底表面上固定有石墨密封条11,所述石墨密封条11与所述密封槽12相匹配,保温炉顶盖4覆盖在保温炉1上,石墨密封条11嵌在密封槽12内,提高了保温炉顶盖4与保温炉1之间的密封性能。
36.如图1所示,所述保温炉顶盖4上连接有“u”型管道5和气压测试管道7,“u”型管道5用于向保温炉1内充入氮气,气压测试管道7延伸出保温炉顶盖4底部5~8cm,由于氮气的比重较空气轻,保温炉顶盖4覆盖在保温炉1内后,经“u”型管道5向保温炉1内充入氮气,氮气将保温炉1内的空气经气压测试管道7挤出,降低了保温炉1内的空气占比,同时降低了保温炉1内铝合金液在除渣精炼时与空气接触的概率。
37.如图1所示,所述气压测试管道7上连接有排气管道9和高温压力传感器8,所述“u”型管道5和所述排气管道9上分别连接有电子阀门a6和电子阀门b10,所述电子阀门a6和所述电子阀门b10分别与所述保温炉plc控制器3电性连接,保温炉plc控制器3控制电子阀门a6和电子阀门b10的开启与关闭,保温炉1内的空气被氮气挤入气压测试管道7,并经排气管道9排出保温炉1外,高温压力传感器8用于实时监测保温炉1内的气压,当保温炉顶盖4覆盖在保温炉1上后,利用排气管道9对保温炉1内进行抽真空操作,将保温炉1内的压力控制在0.6~0.8
±
0.05mpa,若保温炉1内的气压出现大幅度变动,说明有空气进入保温炉1内,此时高温压力传感器8将该信号传递给保温炉plc控制器3,plc控制器3控制电子阀门a6和电子阀门b10开启,继续向保温炉1内充入氮气,持续时间为2~3min,再利用排气管道9对保温炉1内进行抽真空操作,将保温炉1内的压力控制在0.6~0.8
±
0.05mpa,确保保温炉1内较少的空气含量。
38.如图1所示,两个所述侧支架18之间连接有固定梁20和移动梁19,所述固定梁20固
定在两个所述侧支架18之间,所述移动梁19可上下移动的连接在两个所述侧支架18之间,所述移动梁19位于所述固定梁20上方,所述液压缸21固定在所述移动梁19和所述固定梁20之间,所述焊接板22固定在所述移动梁19上,液压缸21的上升与下降带动移动梁19的上升与下降,从而带动保温炉顶盖4的上、下移动。
39.如图3所示,两个所述侧支架18底部连接有“t”型滑块28,所述“t”型滑块28底部连接有两个滑轮29,所述“凹”型底座17的两个延伸段上均设有“t”型滑槽25,所述“t”型滑槽25底表面上设有两个滑轮槽30,所述“t”型滑块28嵌在所述“t”型滑槽25内,所述两个滑轮29分别嵌在所述两个滑轮槽30内,两个侧支架18可沿“凹”型底座17的两个延伸段前后移动,从而带动保温炉顶盖4移出或移入保温炉1的工作范围。
40.如图1和图2所示,两个所述侧支架18相对的侧壁上均设有移动梁导向槽23,所述移动梁19两端分别连接有移动梁滑块26,所述移动梁滑块26底部连接有弹簧柱a27,所述移动梁滑块26嵌在所述移动梁导向槽23内,所述弹簧柱a27底部固定在所述移动梁导向槽23底表面上,提高了移动梁19上下移动过程中的稳定性。
41.如图3-图5所示,两个所述侧支架18左、右两个侧壁上均设有支架滑槽31,所述侧支架18前侧壁上设有“l”型滑槽32,所述侧支架18内设有支架工作腔64,所述支架工作腔64内固定有支架内杆33,所述支架内杆33上套设有滑杆34和弹簧柱b36,所述滑杆34固定在所述弹簧柱b36上表面,所述弹簧柱b36底部固定在所述支架工作腔64底表面上,所述滑杆34上通过焊接块65连接有两个相对的直角支架24,所述焊接块65贯穿所述支架滑槽31,所述直角支架24位于所述侧支架18外,所述滑杆34上套设有可水平转动的调节圈35,所述调节圈35上连接有踏板40,所述踏板40贯穿所述“l”型滑槽32。
42.向下按压踏板40至踏板40位于“l”型滑槽32垂直段的最底部,此时直角支架24与“凹”型底座17的延伸段上表面相抵,此时弹簧柱b36处于压缩状态,再将踏板40水平移动至“l”型滑槽32的水平段内,踏板40被卡在“l”型滑槽32内,直角支架24被按压在“凹”型底座17的延伸段表面,此时的侧支架18处于固定状态;将踏板40从“l”型滑槽32的水平移动至“l”型滑槽32的垂直段内,作用在踏板40上的限制消失,直角支架24在弹簧柱b36回弹力的作用下上移,直角支架24与“凹”型底座17的延伸段分离,此时的侧支架18处于可移动状态。
43.如图4和图5所示,所述支架内杆33上设有两对“t”型限位槽37,所述滑杆34内壁上固定有两对“t”型限位块38,所述“t”型限位块38嵌在所述“t”型限位槽37内,提高了滑杆34在沿支架内杆33上下移动过程中的稳定性,所述滑杆34表面设有调节圈凹槽39,所述调节圈35嵌在所述调节圈凹槽39内,调节圈35可相对滑杆34水平转动,实现了踏板40水平转动的。
44.如图1、图6和图7所示,所述横梁13内设有导轨腔42,所述横梁13上、下表面均设有通槽41,所述通槽41与所述导轨腔42相连通,所述导轨腔42内嵌设有两个导向轮45,所述两个导向轮45之间连接有连轴46,所述连轴46上连接有导向轮驱动器48,导向轮驱动器48控制导向轮45前、后移动,所述连轴46上套设有连轴套管49,所述连轴套管49底部通过焊接柱51连接有转子电机箱14,所述转子电机箱14内连接有齿轮a53、齿轮b52和伺服电机54,所述伺服电机54与所述齿轮a53相连,所述齿轮a53和所述齿轮b52相互啮合,伺服电机54控制齿轮a53转动,齿轮a53带动齿轮b52转动,与齿轮b52相连的石墨转子15随之转动,所述石墨转子15与所述齿轮b52相连,所述齿轮b52上连接有喷料管道16,所述喷料管道16贯穿位于所
述横梁13上表面的通槽41,所述焊接柱51贯穿位于所述横梁13下表面的通槽41。
45.喷料管道16为“y”型金属波纹管道,喷料管道16上的两个分叉管道上分别连接有电子阀门,喷料管道16上的两个分叉管道分别连接清渣剂和惰性气体,其中清渣剂购自连云港市通源化工有限公司,惰性气体为氩气。
46.如图6-图8所示,所述导向轮45为齿轮结构,所述导轨腔42内设有两个导向轮凹槽43,所述导向轮凹槽43底表面上设有若干卡齿槽44,所述导向轮45嵌在所述导向轮凹槽43内,所述连轴46上固定有两个卡位盘47,所述卡位盘47卡在位于所述横梁13下表面的通槽41侧壁上,卡位盘47起到防止导向轮45在导向轮凹槽43内移动时发生偏移的作用,所述齿轮b52上连接有中空结构的齿轮轴55,所述齿轮轴55上连接有三个限位盘66,其中两个限位盘66分别固定在齿轮轴55的两端,另一个限位盘66套设在齿轮轴55上,齿轮轴55贯穿转子电机箱14底表面,所述转子电机箱14上表面设有“t”型通孔56,位于所述齿轮轴55上端的限位盘66卡在所述“t”型通孔56内,位于齿轮轴55下端的两个限位盘66分别卡在转子电机箱14底部内表面和底部外表面,所述石墨转子15固定在位于所述齿轮轴55下端的限位盘66上,所述石墨转子15底表面为向下倾斜的结构,向下倾斜的角度为15~30
º
,所述石墨转子15底部连接有石墨盘62,所述石墨转子15和所述石墨盘62之间连通有若干出料口63,出料口63也为向下倾斜的结构,向下倾斜的角度为15~30
º
,出料口63的倾斜角度与石墨转子15底表面的倾斜角度相同,向下倾斜的石墨转子15底表面以及向下倾斜的出料口63都可以可以防止清渣剂在石墨转子15内堆积,便于清渣剂滑落。
47.如图7和图9所示,所述连轴46上设有限位圈凹槽57,所述连轴套管49内壁上连接有套管限位圈58,所述套管限位圈58嵌设在所述限位圈凹槽57内,连轴套管49可相对连轴46转动,所述连轴套管49侧壁上连接有两个相对的压力传感器59和防撞板50,所述防撞板50位于所述压力传感器59的正前方,所述防撞板50内端面上固定有压杆60和四个弹簧柱c61,所述压杆60与所述压力传感器59相对应,所述弹簧柱c61另一端固定在所述连轴套管49侧壁上。
48.连轴46在导向轮驱动器48的控制下在导轨腔42内前、后移动,当连轴46移动至与导轨腔42内壁相抵时,防撞板50受到挤压,位于防撞板50内侧的压杆60与压力传感器59相触碰,压力传感器59将该信号传递给位于除气机上的plc控制系统,除气机上的plc控制系统控制导向轮驱动器48向相反的方向移动。
49.本发明实施例中的工艺设计、运行与维护参照《变形铝合金熔炼铸造过程中能耗控制标准》t/camie 02-2021。
50.实施例1 铝合金液除渣精炼s1、将基本熔化完全的铝合金液倒入保温炉1内,缓慢下降除气机移动支架2,直到石墨转子15距离溶液表面的高度为3~5cm,停止移动除气机移动支架2,打开喷料管道16上的清渣剂管道阀门,同时开启伺服电机54和导向轮驱动器48,清渣剂经喷料管道16喷出,清渣剂的喷洒量为铝合金液量的0.3%,石墨转子15在伺服电机54的带动下转动,转速为100~150r/min,石墨转子15转动的同时将清渣剂从出料口63喷洒出,并均匀喷洒在铝合金液表面,石墨转子15在转动的同时,经导向轮驱动器48的控制沿横梁13向前移动,当连轴46移动至与导轨腔42内壁相抵时,防撞板50受到挤压,位于防撞板50内侧的压杆60与压力传感器59相触碰,压力传感器59将该信号传递给位于除气机上的plc控制系统,除气机上的plc控
制系统控制导向轮驱动器48向相后移动,直至清渣剂全部喷洒出,关闭导向轮驱动器48和伺服电机54,并将除气机移动支架2恢复原位;s2、清渣剂喷洒结束后,将两个侧支架18上的踏板40从“l”型滑槽32的水平移动至“l”型滑槽32的垂直段内,作用在踏板40上的限制消失,直角支架24在弹簧柱b36回弹力的作用下上移,直角支架24与“凹”型底座17的延伸段分离,再将侧支架18沿“凹”型底座17的延伸段向前移动至最前端,此时保温炉顶盖4位于保温炉1正上方,再向下按压踏板40至踏板40位于“l”型滑槽32垂直段的最底部,此时直角支架24与“凹”型底座17的延伸段上表面相抵,此时弹簧柱b36处于压缩状态,再将踏板40水平移动至“l”型滑槽32的水平段内,踏板40被卡在“l”型滑槽32内,直角支架24被按压在“凹”型底座17的延伸段表面,此时的侧支架18处于固定状态,利用保温炉plc控制器3控制液压缸21回缩并将保温炉顶盖4卡在保温炉1上,同时保温炉plc控制器3控制开启电子阀门a6和电子阀门b10开启,通过“u”型管道5向保温炉1内充入氮气,氮气的纯度在99.99%以上,氮气流量控制在20~40l/min,压力控制在0.4
±
0.1mpa,持续时间为2~3min,在此过程中始终保持排气管道9为打开状态,氮气充气结束后关闭“u”型管道5,并利用排气管道9对保温炉1进行抽真空操作,使保温炉1内其他保持在0.8mpa,关闭排气管道9,静置8~10min;在除渣静置过程中,若高温压力传感器8监测到保温炉1内的气压超过0.85mpa,则说明有空气进入保温炉1内,高温压力传感器8将该信号传递给保温炉plc控制器3,plc控制器3控制电子阀门a6和电子阀门b10开启,继续向保温炉1内充入氮气,持续时间为2~3min,再利用排气管道9对保温炉1内进行抽真空操作,将保温炉1内的压力控制在0.6~0.8
±
0.05mpa,以此来确保保温炉1内较少的空气含量。
51.上述实施例中,喷洒清渣剂后关闭保温炉顶盖4静置,一方面清渣剂有发热效果,可以熔化粘附在浮渣上面的铝液;另一方面可以有效使渣与铝液分开,有利于扒出铝渣。
52.s3、静置结束后,利用保温炉plc控制器3控制电子阀门b10开启,排气管道9被打开,同时温炉plc控制器3控制液压缸21上升并将保温炉顶盖4打开,再将两个侧支架18上的踏板40从“l”型滑槽32的水平移动至“l”型滑槽32的垂直段内,作用在踏板40上的限制消失,直角支架24在弹簧柱b36回弹力的作用下上移,直角支架24与“凹”型底座17的延伸段分离,再将侧支架18沿“凹”型底座17的延伸段向前移动至最后端,将保温炉顶盖4移出保温炉1的工作范围,打出溶液表面的渣灰。
53.实施例2 铝合金液除气精炼s1、渣灰打出后,打开喷料管道16上的惰性气体管道阀门,同时开启伺服电机54和导向轮驱动器48,氩气经喷料管道16喷出,氩气纯度在99.99%以上,氩气流量控制在15~25l/min,压力0.4
±
0.1mpa,石墨转子15在伺服电机54的带动下转动,转速为150~300r/min,然后缓慢下降除气机移动支架2,直到石墨转子15距离保温炉1底表面高度为10~15cm,石墨转子15在伺服电机54的带动下转动,同时在导向轮驱动器48的控制下沿横梁13前后移动,开始除气精炼,精炼时间为10~20min;s2、除气精炼完成后,关闭伺服电机54和导向轮驱动器48,提升除气机移动支架2至石墨转子15离开液面,然后停止充气,打出渣灰即可。
54.上述实施例中,石墨转子15在自转的同时在铝合金液中前后移动,提高了氩气气泡在溶液中的分散度,提高了除气效果。
55.在实际生产过程中,旋转喷粉精炼效果比较好,但容易堵塞石墨转子,而本技术中利用“y”型结构的喷料管道16分别连通清渣剂和惰性气体,利用石墨转子15先喷洒清渣剂进行除渣精炼,再将氩气充入石墨转子15中进行除气精炼,氩气充入石墨转子15后可将滞留在石墨转子15内的清渣剂吹出,防止清渣剂将石墨转子15堵塞。
56.综上所述,本发明公开的一种在惰性气体保护下的铝合金液除渣除气精炼系统及方法中,保温炉1和保温炉顶盖4单独设置,利用保温炉plc控制器3控制液压缸21,利用液压缸21控制保温炉顶盖4的上升和下降,代替了人工操作保温炉顶盖4,消除了人工操作保温炉顶盖4带来的安全隐患;另外,通过石墨转子15进行除渣和除气精炼,石墨转子15喷洒清渣代替了人工喷洒,提高喷洒均匀度的同时消除了安全隐患;同时,石墨转子15在自转的同时还可以前后移动,因此铝合金液精炼时所采用的保温炉可以选择圆型也可以选择长方型,为客户带来了选择的多样化,具有广阔的发展前景。
57.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
58.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
