1.本实用新型涉及自动上下料技术领域,尤其涉及一种花样机自动上下料系统。
背景技术:
2.电脑花样机用于在布料上缝纫花样,使得面料的造型更具多样性,以满足人们的各种需要。花样机生产过程中,需要先将裁剪好的布料放置于花样缝纫机上以使其进行缝纫,缝纫完成后需要将成品从花样缝纫机上移走以待下一次缝纫。
3.现有方式都是人工拿布料放入花样缝纫机上,再人工将花样缝纫机上的成品移走,现有人工上下料的方式存在以下不足:首先,人工放料效率与产量有着密切关系,产量不稳定;其次,工作人员上下料时必须面对花样缝纫机,花样缝纫机运作过程中如果遇到机器断针等状况,有机率造成工作人员受伤;再者,一个工作人员只能与一台花样缝纫机一对一操作,无法进行一对多操作,导致整体生产效率低。
4.因此,有必要提供一种减少人工、生产效率高、能避免人员受伤的花样机自动上下料系统,以解决上述问题。
技术实现要素:
5.本实用新型的目的在于提供一种减少人工、生产效率高、能避免人员受伤的花样机自动上下料系统。
6.为实现上述目的,本实用新型的技术方案为:提供一种花样机自动上下料系统,其包括机械手、上料小车、下料小车以及多个花样机;其中,机械手旋转设置且其两侧分别设有进料口及出料口;上料小车可移离地对接于所述进料口,用于向所述机械手输送布料;下料小车可移离地对接于所述出料口,用于收纳经缝纫后得到的成品;多个所述花样机围绕所述机械手间隔设置,所述花样机用于缝纫所述布料以得到所述成品;所述机械手可旋转地于所述上料小车、所述下料小车、各所述花样机之间切换位置,通过所述机械手将所述上料小车内的所述布料逐一移送至各所述花样机,并将各所述花样机缝纫后得到的所述成品逐一移送至所述下料小车。
7.较佳地,本实用新型的花样机自动上下料系统包括沿第一方向间隔设置的第一花样机以及第二花样机,所述进料口、所述机械手、所述出料口沿第二方向依次设置,所述第二方向与所述第一方向相平行;所述机械手可旋转地于所述上料小车、所述第一花样机、所述第二花样机、所述下料小车之间切换。
8.较佳地,所述机械手对应于所述第一花样机、所述第二花样机之间的间隙设置。
9.较佳地,所述机械手包括第一控制器、与所述第一控制器电连接的驱动机构、与所述驱动机构相连的机械臂以及设于所述机械臂的吸盘,所述第一控制器还与各所述花样机通信连接,所述第一控制器用于控制所述驱动机构运行,以使所述驱动机构驱动所述机械臂旋转并驱动所述吸盘吸取或松开所述布料或所述成品。
10.较佳地,所述机械手还包括一固定座,所述驱动机构安装于所述固定座内,所述机
械臂旋转连接于所述固定座的顶部。
11.较佳地,所述上料小车、所述下料小车均包括一收纳腔,所述收纳腔用于收纳所述布料或所述成品。
12.较佳地,所述上料小车、所述下料小车均还包括一升降机构以及与之电连接的第二控制器,所述升降机构的一端可伸缩地凸伸于所述收纳腔内,所述升降机构用于将所述收纳腔内的所有布料或所有成品逐层抬高。
13.较佳地,所述升降机构包括第一驱动件、第二驱动件以及一承载件,所述第一驱动件可沿竖直方向伸缩,所述第二驱动件固定于所述第一驱动件的端部并可沿水平方向伸缩,所述承载件固定于所述第二驱动件的端部,当所述承载件凸伸于所述收纳腔内并承载所有布料或所有成品时,所述第一驱动件带动所述第二驱动件、所述承载件逐层上升。
14.较佳地,所述第一驱动件、所述第二驱动件均为双轴气缸、单轴气缸、无杆气缸或液压缸。
15.较佳地,所述花样机包括第三控制器、分别与所述第三控制器电连接的压合机构以及缝纫机构,所述第三控制器还与所述机械手通信连接,所述第三控制器用于控制所述压合机构对布料进行压持并用于控制所述缝纫机构对所述布料进行缝纫,所述第三控制器还用于将缝纫完成的信号发送至所述机械手。
16.较佳地,所述花样机还包括一工作台,所述压合机构、所述缝纫机构分别安装于所述工作台。
17.与现有技术相比,由于本实用新型的花样机自动上下料系统,围绕机械手间隔地设置多个花样机,机械手通过机械手将上料小车内的布料逐一移送至各花样机,在花样机将布料缝纫完成得到成品后,再由机械手将各花样机上的成品逐一移送至下料小车。本实用新型通过机械手实现自动上下料,首先使产量稳定,整体提高生产效率;其次在自动上下料过程中,工作人员只需处理上料小车、下料小车即可,由此减少人工;再者工作人员无须在花样机面前进行上料,可避免花样机造成人员受伤,提高生产安全性。
附图说明
18.图1是本实用新型花样机自动上下料系统的机械手、花样机的俯视图。
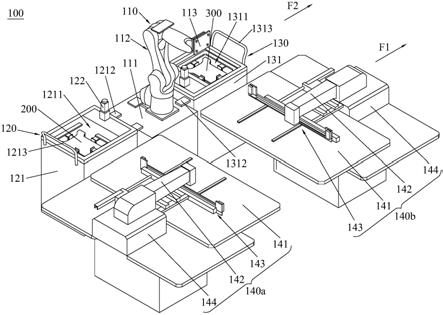
19.图2是本实用新型花样机自动上下料系统处于上料状态的结构示意图。
20.图3是图2的俯视图。
21.图4是本实用新型中上料小车的结构示意图。
22.图5是本实用新型花样机自动上下料系统的机械手、花样机的原理框图。
具体实施方式
23.现在参考附图描述本实用新型的实施例,附图中类似的元件标号代表类似的元件。本实用新型中所涉及到的方位描述,例如上、下、左、右、前、后等指示的方位或位置关系均为基于附图所示的方位或位置关系,仅是为了便于描述本技术的技术方案或/和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。所描述到的第一、第二等只是用于区分技术特征,不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示
的技术特征的先后关系。
24.下面先参看图1-图4所示,本实用新型所提供的花样机自动上下料系统100,其包括机械手110、上料小车120、下料小车130以及多个花样机140。其中,机械手110旋转设置且其两侧分别设有进料口110a及出料口110b,参看图1;上料小车120可移离地对接于所述进料口110a,用于将批量的布料200输送所述进料口110a;下料小车130可移离地对接于所述出料口110b,用于收纳经缝纫后得到的成品300。多个花样机140围绕机械手110间隔设置,花样机140用于缝纫所述布料200以得到所述成品300。当上料小车120、下料小车130分别到位后,机械手110可旋转地于上料小车120、各花样机140、下料小车130之间切换位置,通过机械手110将上料小车120内的布料200逐一移送至各花样机140进行缝纫,并将各花样机140缝纫后得到的所述成品300逐一移送至下料小车130进行收纳,实现自动上下料,提高生产效率。
25.继续结合图1-图3所示,在本实用新型之花样机自动上下料系统100的一具体实施方式中,具有两台花样机,为便于后续描述,分别描述为第一花样机140a及第二花样机140b。更具体地,第一花样机140a、第二花样机140b的结构相同,并且第一花样机140a、第二花样机140b沿第一方向f1相间隔地并列设置,同时,第一花样机140a、第二花样机140b沿垂直于第一方向f1的方向相对称设置,参看图1、图3所示。所述进料口110a、机械手110、所述出料口110b沿第二方向f2依次设置,其中,第二方向f2与第一方向f1相平行,参看图1、图3所示。
26.继续参看图1、图3所示,本具体实施方式中,在垂直于第一方向f1、第二方向f2的方向上,机械手110对应于第一花样机140a、第二花样机140b之间的间隙设置,同时,所述进料口110a与第一花样机140a相对应,所述出料口110b与第二花样机140b相对应。当然,所述进料口110a、出料口110b的位置可互换;并且,第一花样机140a、第二花样机140b、进料口110a、出料口110b的位置也不限于本实施方式中的布局方式,四者的位置布局只要能够保证机械手110旋转后可于几者之间相互切换即可。
27.在本具体实施方式中,上料小车120优选沿第二方向f2往返移动以可移离地移动至所述进料口110a,相应地,下料小车130也优选沿第二方向f2往返移动以可移离地移动至所述出料口110b,从而实现与机械手110的精准对接。当然,上料小车120、下料小车130的移动路径并不以本实施方式中的为限。
28.结合图1-图5所示,本实用新型中,所述机械手110包括一固定座111、机械臂112、吸盘113、驱动机构114以及第一控制器115。其中,第一控制器115设于固定座111并与各花样机140通信连接,驱动机构114安装于固定座111内并与第一控制器115电连接,第一控制器115用于控制驱动机构114运行,机械臂112旋转连接于固定座111的顶部并驱动机构114相连,并且机械臂112优选具有多轴,机械臂112的端部安装吸盘113。第一控制器115控制驱动机构114运行,使驱动机构114驱动机械臂112旋转、弯折,当机械臂112移动到位后,驱动机构114驱动吸盘113吸取或松开所述布料200或成品300。
29.下面结合图2-图4所示,本实用新型中,上料小车120包括一车体121、一升降机构122以及一第二控制器(图未示)。车体121上设有一收纳腔1211,该收纳腔1211具有一顶部开口,通过其顶部开口可将布料200叠置于收纳腔1211内或从收纳腔1211取出,车体121的顶部还设有至少一个定位板1212,用于和机械手110的固定座111对位,在一种实施方式中,
于车体121的顶部间隔的设置两个定位板1212,车体121的底部安装有多个轮子。升降机构122安装于车体121的侧壁并与第二控制器电连接,并且升降机构122的一端可伸缩地凸伸于收纳腔1211内,第二控制器控制升降机构122逐步上升,使升降机构122将收纳腔1211内的所有布料200逐层抬高,以便于机械手110抓取布料200。
30.在本实用新型一种更优选的实施方式中,在车体121的一侧面还设有连通收纳腔1211的一出入口,通过出入口可将已叠置于收纳装置的大批量的布料200连同收纳装置整体移入收纳腔1211内,从而提高装载以及运送布料200的效率。
31.在本实用新型中,上料小车120可在第二控制器的控制下自动移动以实现自动运输,上料小车120的自动移动方式为该领域的常规方式,因此不再详细说明。当然,上料小车120在自动移动的基础上,还可以由工作人员推动移动,这种方式中,上料小车120还包括固定于车体121的一推杆1213,推杆1213固定于车体121的顶部,由此增加使用的便捷性。
32.继续参看图4所示,在本实用新型的一种具体实施方式中,所述升降机构122包括第一驱动件1221、第二驱动件(未图示)以及一承载件(未图示),第一驱动件1221固定于车体121的侧壁并可沿竖直方向伸缩,具体为固定于车体121的顶部并可向下伸出,第二驱动件固定于第一驱动件1221的端部并可沿水平方向伸缩,承载件固定于第二驱动件的端部,第二驱动件伸缩以驱动承载件伸入或退出所述收纳腔1211,并且,第一驱动件1221、第二驱动件还分别与第二控制器电连接。
33.结合图2-图4所示,在上料小车120上料过程中,第一驱动件1221先向下伸出而带动第二驱动件、承载件整体下移,承载板下移动至车体121的底部时,第一驱动件1221停止运行,此时第二驱动件驱动承载件伸出以使其伸入收纳腔1211内,具体为,使承载件插接于收纳腔1211内的所有布料200的底部,即,收纳腔1211内的所有布料200均承载于所述承载件上;然后,第二驱动件停止运行,第一驱动件1221向上逐层缩回,进而带动第二驱动件、承载件整体逐步升高,从而将收纳腔1211内的所有布料200逐层抬高,以便于机械手120抓取收纳腔1211内的布料200。
34.更优选地,所述第一驱动件1221、第二驱动件均可以为双轴气缸、单轴气缸、无杆气缸或液压缸等。但并不以此为限,当然还可以采用其他的驱动机构来将所有布料200逐层抬高。
35.下面再次结合图2-图4所示,本实用新型中,上料小车120、下料小车130的结构可相同也可以不同。具体地,下料小车130至少包括一车体131以及一收纳腔1311,收纳腔1311的顶部开口,通过其开口可将缝纫完成后得到的成品300投入收纳腔1211内,以实现成品300的集中收集,当收纳腔1211内装满成品300后,将下料小车130移离所述出料口110b以实现下料,然后等待另一空载的下料小车130重新移入所述出料口110b。
36.在本实用新型一种优选的实施方式中,下料小车130的结构与上料小车120的结构相同,即,下料小车130同样包括升降机构以及与之电连接的第二控制器,升降机构的具体结构以及工作原理与上料小车120的相同,因此不再重复描述。采用结构相同的上料小车120、下料小车130,一方面使下料小车130可以直接移动至下一加工环节并进行上料,另一方面实现本实用新型之花样机自动上下料系统100中所有小车的通用,由此增加加工便捷性,并减少设备种类。
37.下面结合图1-图3、图5所示,以第一花样机140a为例对其具体结构进行说明。具体
地,第一花样机140a包括一工作台141、安装于工作台141的缝纫机构142以及压合机构143、设于工作台141的第三控制器144,并且压合机构143、缝纫机构142分别与第三控制器144电连接。当第一花样机140a上接收到布料200后,第三控制器144控制压合机构143对布料200进行压持,然后控制缝纫机构142对布料200进行缝纫。
38.更优选地,所述第三控制器144还与机械手110的第一控制器115通信连接,当缝纫完成后,第三控制器144将缝纫完成的信号发送至第一控制器115,以使第一控制器115控制机械手110旋转、弯折来收取所述成品300。
39.本实用新型中,第二花样机140b的结构及工作原理与第一花样机140a的相同,因此不再重复描述。
40.下面结合图1-图5所示,以具有第一花样机140a、第二花样机140b的花样机自动上下料系统100为例,对其工作原理及过程进行说明。
41.首先,将载满布料200的上料小车120移送至进料口110a,使上料小车120移与机械手120的固定座111相对接,并将空载的下料小车130移送至出料口110b使其与所述固定座111相对接,参看图2-3所示;在上述过程中,上料小车120、下料小车130可自动移动至预定位置,也可以由于工作人员推动至预定位置。
42.机械手110接到上料指令时,其第一控制器115控制驱动机构114运行,使驱动机构114驱动机械臂112旋转至上料小车120的上方,然后驱动机械臂112弯折并驱动吸盘113吸取一布料200,接着驱动机构114再驱动机械臂112旋转至第一花样机140a的上方,再次驱动机械臂112弯折并驱动吸盘113松开布料200,从而完成第一花样机140a的上料。
43.在第一花样机140a缝纫布料200的过程中,驱动机构114再次驱动机械臂112旋转至上料小车120的上方,然后再次驱动机械臂112弯折并驱动吸盘113吸取另一布料200,接着驱动机构114再驱动机械臂112旋转至第二花样机140b的上方,驱动机械臂112弯折并驱动吸盘113松开布料200,完成第二花样机140b的上料。至此,完成第一轮自动上料过程。
44.当第一花样机140a缝纫完成时,其第三控制器144将缝纫完成的信号发送至第一控制器115,此时,第一控制器115控制驱动机构114运行,使驱动机构114驱动机械臂112再次旋转至第一花样机140a的上方,驱动机构114驱动机械臂112弯折并驱动吸盘113吸取成品300,然后驱动机构114驱动机械臂112旋转至下料小车130的上方并驱动吸盘113释放成品300,从而将成品300投放于下料小车130内。
45.接着,第二花样机140b完成缝纫,其第三控制器144将缝纫完成的信号发送至第一控制器115,此时,第一控制器115再次控制驱动机构114运行,使驱动机构114驱动机械臂112旋转至第二花样机140b的上方,驱动机械臂112弯折后再驱动吸盘113吸取成品300,然后驱动机构114驱动机械臂112旋转至下料小车130的上方并驱动吸盘113释放成品300,从而将成品300再次投放于下料小车130内。至此,完成第一轮自动下料过程。
46.机械手110重复上述自动上、下料过程,并且在上述过程中,上料小车120上的升降机构122可将收纳腔1211内的所有布料200逐层抬高,以便于机械手110抓取。当上料小车120内的布料200全部加工完成后,再次将装满布料200的上料小车120移送至进料口110a,相应地,当下料小车130装满成品300后,则移走满载的下料小车130,再将另一空载的下料小车130移送至出料口110b。
47.综上所述,由于本实用新型的花样机自动上下料系统100,围绕机械手110间隔地
设置多个花样机140,然后通过机械手110将上料小车120内的布料200逐一移送至各花样机140,在花样机140将布料200缝纫完成得到成品300后,再由机械手110将各花样机140上的成品300逐一移送至下料小车130。本实用新型通过机械手110实现自动上下料,首先使产量稳定,整体提高生产效率;其次在自动上下料过程中,工作人员只需处理上料小车120、下料小车130即可,由此减少人工;再者工作人员无须在花样机140面前进行上料,可避免花样机140造成人员受伤,提高生产安全性。
48.本实用新型所涉及到的花样机自动上下料系统100的其他部分的结构及其工作原理等均为本领域普通技术人员所熟知的常规方式,在此不再做详细的说明。
49.以上所揭露的仅为本实用新型的优选实施例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型申请专利范围所作的等同变化,仍属本实用新型所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
