1.本发明涉及一种排列有多个切削刃的切削工具的制造方法。
背景技术:
2.一直以来,在以亚微米级到微米级的间距加工周期性的微小沟槽的切削加工中,使用了单晶金刚石工具。非专利文献1示出了使用具有研磨成尖锐的单个尖端的单晶金刚石工具并以亚微米级的周期进给来将尖锐形状转印到硬铜上的周期性的微小沟槽。非专利文献2公开了使用聚焦离子束而在单晶金刚石工具上形成周期性的4个微小突起(切削刃),并利用4个微小突起而对被切削材料表面进行切削的技术。
3.专利文献1公开了以比较平缓的角度会聚脉冲激光,并将包含光束会聚部位的筒状的照射区域在被加工部件的表面上扫描而进行面加工的脉冲激光磨削。具体地,专利文献1公开了将在脉冲激光中以筒状延伸且具有能够加工的能量的照射区域重叠于加工对象物的表面一侧而以能够加工的速度进行扫描,据此对加工对象物的表面区域进行去除加工的方法。非专利文献3公开了通过脉冲激光磨削来将工具基材的后刀面向两个方向加工而形成v字形状的切削刃的技术。
4.(现有技术文献)
5.(专利文献)
6.专利文献1:日本特开2016
‑
159318号公报
7.(非专利文献)
8.非专利文献1:chun
‑
wei liu,jiwang yan,and shih
‑
chieh lin,《diamond turning of high
‑
precision roll
‑
to
‑
roll imprinting molds for fabricating subwavelength gratings》,optical engineering 55(6),064105,2016年6月
9.非专利文献2:j.sun,et al.,《fabrication of periodic nanostructures by single
‑
point diamond turning with focused ion beam built tool tips》、journal of micromechanics and microengineering.22(2012年)115014(11pp)
10.非专利文献3:hiroshi saito,hongjin jung,eiji shamoto,shinya suganuma,and fumihiro itoigawa;《mirror surface machining of steel by elliptical vibration cutting with diamond
‑
coated tools sharpened by pulse laser grinding》,international journal of automation technology,vol.12,no.4,pp.573
‑
581(2018年)
技术实现要素:
11.(发明所要解决的问题)
12.由于非专利文献1所示出的单晶金刚石工具只具有单个尖端,因此加工出周期性的微小沟槽时的加工效率低。由于非专利文献2所示出的单晶金刚石工具具有周期性的4个切削刃,因此能够将周期进给设定为4个间距的长度,据此与一个切削刃的情况相比能够以
4倍的加工效率加工出周期性的微小沟槽。然而,由于多个切削刃的形成中使用聚焦离子束,因此存在工具的制造成本高的缺点。本发明人着眼于能够以低成本实现脉冲激光磨削这一点,设计出了利用脉冲激光磨削来周期性地加工出多个切削刃的方法。
13.本发明鉴于这种情况而完成的,其目的之一为提供一种制造排列有多个切削刃的切削工具的新方法。
14.(解决问题所采用的措施)
15.为了解决上述问题,本发明的一个方式涉及对被加工部件进行加工而制造出排列有多个切削刃的切削工具的方法。该方法包括将包含照射激光的光束会聚部位的筒状照射区域扫描而对被加工部件的后刀面侧进行加工的工序。该工序使筒状照射区域以加工深度变化的周期性的扫描路径来进行扫描而形成多个切削刃。
附图说明
16.图1为用于说明脉冲激光磨削的图。
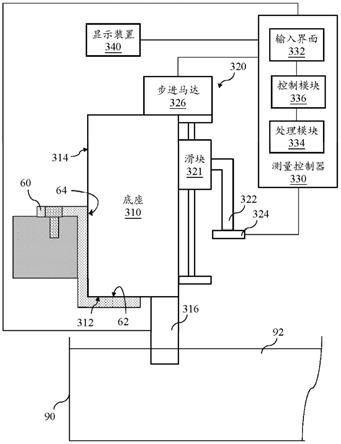
17.图2为示出激光加工装置的示意性结构的图。
18.图3为示出排列有多个切削刃的切削工具的制造方法的流程的图。
19.图4为示出被加工部件的示例的图。
20.图5为用于说明第一工序及第二工序的图。
21.图6为示出第二工序中的加工的状态的图。
22.图7为示出所制造的切削工具的刀尖周围结构的图。
具体实施方式
23.图1为用于说明脉冲激光磨削的图。如专利文献1所公开那样,脉冲激光磨削为这样一种加工方法:将沿激光2的光轴方向延伸且具有能够加工的能量的圆筒状的照射区域重叠于被加工部件20的表面并向与该光轴相交叉的方向进行扫描而去除圆筒状的照射区域所通过的被加工部件20的表面区域。脉冲激光磨削在被加工部件20的表面上成形与光轴方向及扫描方向平行的面。
24.图2示出激光加工装置1的示意性结构。激光加工装置1包括:激光照射部10,用于照射激光2;支撑装置14,用于支撑被加工部件20;位移机构11,使激光照射部10相对于被加工部件20进行位移;致动器12,用于使位移机构11工作;以及控制部13,用于控制激光加工装置1的整体动作。
25.激光照射部10构成为:具备产生激光的激光振荡器、调整激光的输出的衰减器、用于调整激光的直径的扩束器(beam expander)等,其中,经过了这些器件的激光经由光学镜片而输出。例如,激光振荡器可以产生nd:yag脉冲激光。
26.实施方式的位移机构11具有用于改变激光照射部10相对于被加工部件20的位置及姿态的机构。位移机构11可以至少具有连杆机构。致动器12根据来自控制部13的指令来使位移装置11工作,由此改变激光照射部10的位置及姿态。此外,位移机构11还可以具有用于改变支撑装置14相对于激光照射部10的位置及姿态的机构。不论如何,位移机构11具有用于改变被加工部件10与支撑装置14之间的相对的位置及姿态的机构。
27.控制部13具备对激光照射部10的激光照射和致动器的驱动进行控制的cpu。控制
部13按照用于制造排列有多个切削刃的切削工具的加工程序,来控制激光照射部10及致动器12。
28.图3示出排列有多个切削刃的切削工具的制造方法的流程。控制部13通过执行第一工序(s1)和第二工序(s2)来制造切削工具,所述第一工序(s1)扫描包含照射自激光照射部10的激光2的光束会聚部位的筒状的照射区域而对被加工部件20的后刀面侧进行加工,所述第二工序(s2)扫描包含向与第一工序中的激光的照射方向不同方向照射的激光的光束会聚部位的筒状的照射区域而对被加工部件20的前刀面侧进行加工。控制部13按照该顺序执行第一工序及第二工序,但也可按照与之相反的顺序来执行。
29.图4示出被加工部件20的示例。在实施方式中,对在硬质合金的工具基材上涂覆有金刚石涂层的被加工材料20进行加工而制造排列有多个切削刃的切削工具。由于金刚石涂层与单晶金刚石、cbn等相比具有更高的激光的能量吸收率,因此可通过脉冲激光磨削来高效率地制成切削刃。此外,由于缺陷少且硬度高,因此还具有容易以低成本制成锐利的切削刃尖端的优点。
30.在图4中,x轴方向表示基于对被加工部件20进行加工而制造出的切削工具的切削工序中的进刀方向,y轴方向表示切削工序中的切削方向。因此,在被加工部件20中,以形成切削刃的弯曲部位为分界,设在与切削方向相反侧的面称为“后刀面”,设在切削方向侧的面称为“前刀面”。在第一工序中,对后刀面侧进行脉冲激光磨削而形成多个切削刃及后刀面,在第二工序中,对前刀面侧进行脉冲激光磨削而形成平坦的前刀面。在第一工序及第二工序中,脉冲激光的扫描方向至少具有与x轴及y轴垂直的z轴方向的分量。
31.图5为用于说明第一工序及第二工序的图。
32.(第一工序)
33.说明图a为用于说明第一工序的图。在第一工序中,控制部13控制致动器12使位移机构11工作而调整激光照射部10及被加工部件20的相对位置,以便使激光2的光轴的朝向成为第一照射方向30。此外,在激光照射区域的扫描过程中,第一照射方向30、即激光2的光轴的朝向可以发生变化。
34.控制部13控制致动器12使激光2的筒状照射区域以加工的深度变化的周期性扫描路径34进行扫描而形成多个切削刃。扫描路径34可定义为光束最为会聚的激光光斑的中心的移动路径。图5示出激光光斑32的中心在扫描路径34上移动而激光光斑32所通过的被加工部件20的区域被去除的情况。
35.周期性的扫描路径34可通过将使筒状照射区域相对于被加工材料20向加工深度变深的方向相对移动的第一路径34a和使筒状照射区域相对于被加工材料20向加工深度变浅的方向相对移动的第二路径34b交替连接而形成。第一路径34a及第二路径34b以周期性重复,并且第一路径34a及第二路径34b的长度及方向被规定为使得在筒状照射区域的扫描路径从第二路径34b切换到第一路径34a时形成成为锐利尖端的切削刃尖端36。在筒状照射区域的扫描路径从第一路径34a切换到第二路径34b时,在切削刃之间可留有作为圆形的激光光斑32的形状的一部分。
36.通过将扫描路径34设定为周期性的波状路径,可以以使相邻切削刃尖端36的间隔(间距)成为相等方式形成多个切削刃。在图5所示例子中,扫描路径34设定为三角波状,但也可设定为锯齿状。第一路径34a和/或第二路径34b也可以为非直线状,也可以为曲线状。
37.(第二工序)
38.说明图b为用于说明第二工序的图。在第二工序中,控制部13控制致动器12而使位移机构11工作,来调整激光照射部10及被加工部件20的相对位置,使得激光2的光轴的朝向成为第二照射方向50。在第二工序中,在激光照射区域的扫描过程中,第二照射方向50、即激光2的光轴的朝向不发生变化。
39.图6示出在第二工序中通过脉冲激光磨削来去除加工前的前刀面24的一部分区域的情况。将包含激光2的光束会聚部位的筒状照射区域重叠于加工前的前刀面24的表面并以能够加工的速度在作为z轴方向的扫描路径54上进行扫描,据此可形成加工后的前刀面25。
40.此外,在第一工序中,控制部13使第一照射方向30平行于xy平面并从y轴方向倾斜而确保从加工完成表面的后角。进而,为了设定z轴方向的后角,控制部13也可使第一照射方向相对于xy平面倾斜。
41.在激光2扫描第一路径34a的过程中,为了在切削刃上生成z轴方向的后角,控制部13可使光轴相对于第一路径34a的前进方向顺时针(右旋)倾斜几度(例如5度)。由此,筒状照射区域设定z轴方向的后角。同样地,在激光2扫描第二路径34b的过程中,为了在切削刃上生成z轴方向的后角,控制部13可使光轴相对于第二路径34b的前进方向顺时针(右旋)倾斜几度(例如5度)。由此,筒状照射区域设定z轴方向的后角。如上所述,控制部13通过使第一路径34a及第二路径34b的激光2的照射方向不同,来设定z轴方向的后角。
42.此外,在第一工序中,在激光2的筒状照射区域对被加工部件20进行加工时加工至比被加工部件20的金刚石涂层更深的位置的情况下,会在切削刃尖端36之间的凹部露出硬质合金基材,但露出的硬质合金并不作为切削刃来使用。根据实施方式所制造出的切削工具,由于切削刃尖端36及加工后的前刀面25留有硬质的金刚石涂层,特别是以比残留在切削刃尖端36的涂层厚度小的吃刀量来进行微细切削的情况下所使用的切削刃部分的后刀面侧也留有金刚石涂层,因此可实现利用微小的切削刃尖端36的切削。这表示被加工部件20的金刚石涂层可以形成得很薄,可降低材料成本。
43.图7示出所制造出的切削工具的刀尖周围的结构。切削工具具有:通过第一工序而周期性形成的多个切削刃尖端36及加工后的后刀面23;以及通过第二工序而被平坦化的加工后的前刀面25。如图所示,加工后的后刀面23与加工前的后刀面22相连续,加工后的前刀面25与加工前的前刀面24相连续。上述的z轴方向的后角可通过前刀面25和后刀面23成为锐角来生成。根据实施方式,能够低成本地制造出排列有多个切削刃的切削工具。
44.以上,本发明是基于实施例而进行了说明。本领域技术人员可以理解的是:该实施例是一个示例,各构件、各处理过程的组合可形成各种各样的变形例,并且这些变形例都属于本发明的范围。
45.在实施方式中,对被加工部件20进行加工以使得多个切削刃尖端36排列在一直线上,但也可对被加工部件20进行加工以使得多个切削刃尖端36排列在圆弧上。此外,在实施方式中,使用了涂覆有金刚石涂层的硬质合金基材的被加工部件20,但也可使用其他种类的材料,例如单晶金刚石、cbn、多晶金刚石、纳米多晶金刚石等。
46.本发明的方式概括如下。本发明的一个方式为对被加工部件进行加工而制造出排列有多个切削刃的切削工具的方法,其中,该方法包括:将包含照射的激光的光束会聚部位
的筒状照射区域扫描而对被加工部件的后刀面侧进行加工的工序。该工序使筒状照射区域以加工深度变化的周期性的扫描路径来进行扫描而形成多个切削刃。
47.所述工序通过使筒状照射区域在加工深度变化的同时扫描于被加工部件的后刀面侧,来在被加工部件周期性地形成多个切削刃。在所述工序中,可使相邻切削刃尖端的间隔相等地形成多个切削刃。
48.周期性的扫描路径可以是将使筒状照射区域相对于被加工材料向加工深度变深的方向相对移动的第一路径和使筒状照射区域相对于被加工材料向加工深度变浅的方向相对移动的第二路径交替连接而成的路径。可通过交替连接第一路径和第二路径,来形成加工深度变化的周期性的扫描路径。扫描路径也可以是周期性的波状路径。
49.第一路径及第二路径中的激光的照射方向可以不同。可通过使这两个路径的激光的照射方向不同,来在连接于前刀面的后刀面设定后角。切削工具制造方法可进一步包括:将包含向与上述的工序中的激光的照射方向不同方向照射的激光的光束会聚部位的筒状照射区域扫描而对被加工部件的前刀面侧进行加工的工序。被加工部件可以是在工具基材涂覆了金刚石涂层的部件。
50.(附图标记的说明)
[0051]1……
激光加工装置;2
……
激光;10
……
激光照射部;11
……
位移机构;12
……
致动器;13
……
控制部;14
……
支撑装置;20
……
被加工部件;30
……
第一照射方向;34
……
扫描路径;34a
……
第一路径;34b
……
第二路径;36
……
切削刃尖端;50
……
第二照射方向;54
……
扫描路径。
[0052]
(产业上的可利用性)
[0053]
本发明可用于排列有多个切削刃的切削工具的制造。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。