用于大型铝合金砂型铸造的3d打印成型定量浇口杯
技术领域
1.本实用新型设计浇口杯技术领域,具体是一种用于大型铝合金砂型铸造的3d打印成型定量浇口杯。
背景技术:
2.砂型铸造是指用型砂紧实成铸型并用重力浇注生产铸件的铸造方法。
3.在铝铸件的铸造生产中,通常使用砂型铸造生产小批量大、中型铸件(小批量生产指的一个批次仅生产一件或几件),但因铸件体积较大,直接浇注会导致卷气卷渣,铸件存有大量气孔、渣孔等缺陷。
4.基于上述问题,铸造工作者设计了定量浇口杯。即浇口杯内设有水口,其数量和位置与直浇道对应,并装备水口塞杆、塞座进行封堵。浇注前先将金属液倒入浇口杯中,待静置、扒渣以及测温合格后拔出塞杆,进行浇注,此方法可有效避免浇注过程卷气卷渣。由于砂型铸造生产批量小,导致一个定量烧口使用一次或几次就废弃。
5.现有浇口杯一般为钢板焊接外形,内部覆盖耐火纤维糊等耐火材料,制作周期较长、成本较高。
技术实现要素:
6.本实用新型的主要目的在于提供一种用于大型铝合金砂型铸造的3d打印成型定量浇口杯,以解决上述现有技术中浇口杯制作周期较长、成本较高的问题。
7.为了实现上述目的,本实用新型提供了一种用于大型铝合金砂型铸造的3d打印成型定量浇口杯,包括3d打印成型的杯体,杯体的上端开口,下端设有贯穿杯体底部的水口,水口的顶部设有塞座,塞座内设有贯穿塞座内部的通孔;还包括用于对通孔进行封堵的塞杆。
8.进一步的,塞座的材料为钢材,塞座与水口可拆卸连接;塞座的材料为钢材,成本较高,塞座与水口可拆卸连接,便于对塞座进行回收。
9.进一步的,杯体的打印材料为50~100目硅砂,打印粘结剂为呋喃树脂或者热酚醛树脂。
10.进一步的,塞杆的材料为钢材,塞杆包括杆部和固定连接在杆部底部的头部。
11.进一步的,杯体的内壁上部设有定量线;定量线用于对倒入杯体中的金属液进行定量。
12.本实用新型的制作周期短,成本较低,灵活度高,极大的缩短了工期,降低了成本;本实用新型浇注后杯体可按旧砂处理,成本较高的钢制塞杆和塞座可反复利用,节约了成本。
附图说明
13.构成本申请的一部分的说明书附图用来提供对本实用新型的进一步理解,本实用
新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
14.图1为实施例的全剖结构示意图;
15.图2为实施例的俯视结构示意图;
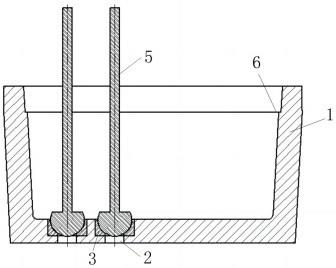
16.图3为实施例中杯体的剖切示意图;
17.图4为实施例中塞座和塞杆的剖切示意图。
18.图中:1、杯体;2、水口;3、塞座;4、通孔;5、塞杆;6、定量线。
具体实施方式
19.需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本实用新型。
20.如图1、图2,根据本实用新型的实施例,提供了一种用于大型铝合金砂型铸造的3d打印成型定量浇口杯,包括3d打印成型的杯体1、塞座3、塞杆5。
21.如图1、图3,杯体1的上端开口,下端设有贯穿杯体底部的水口2,水口2位置和数量根据铸件浇注系统直浇道位置和数量确定;杯体1内壁上部预留一个平台作为定量线6,定量线6距离杯体顶部的距离为40mm,防止铝液外溢,杯体的壁厚为40mm,水口2的顶部设有塞座安装口;杯体1的打印材料为50~100目硅砂,打印粘结剂为呋喃树脂或者热酚醛树脂。
22.如图1、图4,塞座3安装在水口2的顶部,塞座3与水口2的装配面用粘结剂粘接,塞座3由45#钢制作,塞座3内设有贯穿塞座3内部的通孔4,通孔4的顶部设有半球形封堵口;塞座3的材料为钢材,成本较高,塞座3与水口2可拆卸连接,便于对塞座3进行回收重复利用。
23.如图1、图4,塞杆5由45#钢制作,用于对通孔4进行封堵,塞杆5包括杆部和固定连接在杆部底部的头部,头部为球体状,头部的直径比半球形封堵口的直径小0.1mm,塞座5的材料为钢材,成本较高,可回收重复利用。
24.砂型铸造实施过程包括:
25.1、定量浇口杯设计,根据铸件浇注重量m,计算浇口杯的有效容积v,并根据容积计算浇口杯的长a、宽b、高h轮廓尺寸;计算公式为m=2.4v=2.4*a*b*h(一般b=1.3h,a=1.7h);
26.2、3d打印杯体1;
27.3、装配水口塞座3、塞杆5;
28.4、添加铝水至定量线6;
29.5、铝液静置、扒渣、测温;
30.6、拔塞浇注,温度合格后迅速拔出塞杆,铝液在重力作用下从水口2通过直浇道进入型腔,完成浇注。
31.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种用于大型铝合金砂型铸造的3d打印成型定量浇口杯,其特征在于,包括3d打印成型的杯体(1),杯体(1)的上端开口,下端设有贯穿杯体底部的水口(2),所述水口(2)的顶部设有塞座(3),塞座(3)内设有贯穿塞座内部的通孔(4);还包括用于对通孔(4)进行封堵的塞杆(5)。2.如权利要求1所述的用于大型铝合金砂型铸造的3d打印成型定量浇口杯,其特征在于,所述塞座(3)的材料为钢材,所述塞座(3)与水口(2)可拆卸连接。3.如权利要求1所述的用于大型铝合金砂型铸造的3d打印成型定量浇口杯,其特征在于,杯体(1)的打印材料为50~100目硅砂,打印粘结剂为呋喃树脂或者热酚醛树脂。4.如权利要求1所述的用于大型铝合金砂型铸造的3d打印成型定量浇口杯,其特征在于,所述塞杆(5)的材料为钢材,塞杆(5)包括杆部和固定连接在杆部底部的头部。5.如权利要求1所述的用于大型铝合金砂型铸造的3d打印成型定量浇口杯,其特征在于,杯体(1)的内壁上部设有定量线(6)。
技术总结
本实用新型设计浇口杯技术领域,具体是一种用于大型铝合金砂型铸造的3D打印成型定量浇口杯,包括3D打印成型的杯体,杯体的上端开口,下端设有贯穿杯体底部的水口,水口的顶部设有塞座,塞座内设有贯穿塞座内部的通孔;还包括用于对通孔进行封堵的塞杆,塞座与塞杆的材料为钢材,塞座与水口可拆卸连接;本实用新型的制作周期短,成本较低,灵活度高,极大的缩短了工期,降低了成本;本实用新型浇注后杯体可按旧砂处理,成本较高的钢制塞杆和塞座可反复利用,节约了成本。节约了成本。节约了成本。
技术研发人员:赵玉利 徐博岳 王正军 李惠东
受保护的技术使用者:中国重汽集团济南动力有限公司
技术研发日:2022.12.23
技术公布日:2023/5/26
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。