1.本发明涉及控制装置。
背景技术:
2.关于针对机床的准备作业,对多个作业项目的设定进行多个画面迁移来进行作业。
3.关于这一点,已知有如下技术:在加工选择画面中选择所希望的加工的加工方式,按照预先设定的顺序显示对选择出的加工方式进行设定的画面,依次输入该加工方式所需的所需数据,由此,自动生成所希望的加工程序。例如,参照专利文献1。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2000-126937号公报
技术实现要素:
7.发明要解决的课题
8.在机床的准备中,需要进行工具的设定、工件坐标的设定等多个作业项目的设定。但是,在切削加工等加工中,设定的次序没有特别决定,各作业者以认为容易作业的次序进行作业。因此,根据准备作业,有时作业花费时间,作业者一边记住在准备作业中还剩下什么作业一边进行作业,这对于作业者来说将成为负担。另外,在剩下必要的作业的状态下使机床进行动作成为机床、工件破损的原因。
9.因此,期望在准备作业中,作业者不用记住接下来必须进行什么作业就能够容易地确认作业状况。
10.用于解决课题的手段
11.本公开的控制装置的一方式具有:提取部,其根据包含设定对象的机床中的轴数和系统数中的至少1个的机械结构,将针对所述机床中的接下来的加工的准备作业所包含的多个作业项目分别提取为必须设定或者任意设定;判定部,其与从所述机床的最近的加工的完成到当前时间点为止的期间的针对所述机床的所述准备作业中的操作内容对应地,针对被提取为必须设定或者任意设定的所述多个作业项目分别动态地判定符合必须设定和任意设定中的哪一个;动作控制部,其在存在未完成或者未更新的所述必须设定的情况下,不允许所述机床的加工动作。
12.发明效果
13.根据一方式,在准备作业中,作业者不用记住接下来必须进行什么作业就能够容易地确认作业状况。
附图说明
14.图1是表示一实施方式的控制系统的功能结构例的功能框图。
15.图2是表示显示于显示部的画面的一例的图。
16.图3是表示作业项目表的一例的图。
17.图4是表示能够判别地显示作业项目的画面的一例的图。
18.图5是表示包含加工程序的制作/编辑的设定画面的画面的一例的图。
19.图6是表示包含加工程序的选择的设定画面的画面的一例的图。
20.图7是表示包含工件的测定以及设定的设定画面的画面的一例的图。
21.图8是表示包含工具的设定的设定画面的画面的一例的图。
22.图9是表示包含定制宏变量的设定的设定画面的画面的一例的图。
23.图10是对控制装置的设定处理进行说明的流程图。
24.图11是表示软键的层级显示的一例的图。
具体实施方式
25.以下,使用附图对一实施方式进行说明。在此,作为准备作业中的作业项目,例示“加工程序的制作/编辑”、“加工程序的选择”、“工件的测定以及设定”、“工具的设定”以及“定制宏变量的设定”这5个。此外,本发明并不限定于这些作业项目,也能够应用于上述以外的设定项目。
26.<一实施方式>
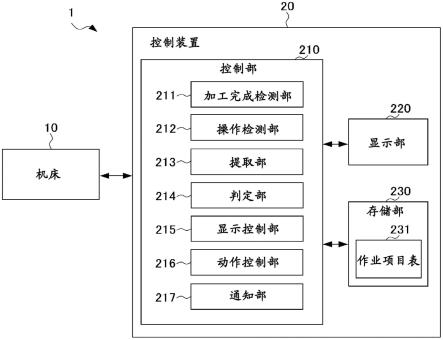
27.图1是表示一实施方式的控制系统的功能结构例的功能框图。如图1所示,控制系统1具有机床10以及控制装置20。
28.机床10以及控制装置20也可以经由未图示的连接接口相互直接连接。此外,机床10以及控制装置20也可以经由lan(local area network:局域网)等网络相互连接。该情况下,机床10以及控制装置20也可以具有用于通过这样的连接来相互进行通信的未图示的通信部。
29.此外,控制装置20也可以包含在机床10中。
30.机床10对本领域技术人员来说是公知的机床,根据控制装置20的动作指令进行动作。
31.此外,机床10例如也可以在机床10所包含的hdd(hard disk drive:硬盘驱动器)等未图示的存储部中存储对安装于机床10的主轴(未图示)的所有工具进行管理的工具管理表(未图示)。并且,后述的控制装置20也可以根据在准备作业时对加工程序设定的工具编号等,从机床10的工具管理表(未图示)取得工具名、工具直径、工具长度等。
32.另外,机床10例如也可以在机床10的存储部(未图示)中存储表示机床10的轴数、系统数、有无托盘交换器等机械结构的结构信息。并且,后述的控制装置20也可以在准备作业时,根据机床10的结构信息取得机床10的轴数、系统数、有无托盘交换器等机械结构。
33.<控制装置20>
34.控制装置20对本领域技术人员来说是公知的数值控制装置。控制装置20根据经由控制装置20所包含的触摸面板等输入装置(未图示)受理的来自作业员的指示、或者执行的加工程序来生成动作指令,将生成的动作指令发送给机床10。由此,控制装置20控制机床10的动作。
35.如图1所示,控制装置20具有:控制部210、显示部220以及存储部230。另外,控制部
210具有:加工完成检测部211、操作检测部212、提取部213、判定部214、显示控制部215、动作控制部216以及通知部217。另外,存储部230具有作业项目表231。
36.显示部220是lcd(liquid crystal display:液晶显示器)等显示装置,具有配置于显示装置的前表面的触摸面板(未图示)。如图2所示,在准备作业的情况下,显示部220根据来自后述的显示控制部215的控制指示,显示包含准备作业所包含的作业项目“加工程序的制作/编辑”、“加工程序的选择”、“工件的测定以及设定”、“工具的设定”、“定制宏变量的设定”的设定画面的画面100。并且,作业项目“加工程序的制作/编辑”、“加工程序的选择”、“工件的测定以及设定”、“工具的设定”、“定制宏变量的设定”各自的设定例如也可以根据经由未图示的触摸面板的作业员的输入操作来进行。
37.图2所示的画面100例如具有显示由作业者选择出的作业项目的设定画面的区域(以下,也称为“设定显示区域110”)。另外,画面100具有将软键121(1)-121(m)显示为纵一列的区域(以下,也称为“纵键显示区域120”)和将软键131(1)-131(n)显示为横一列的区域(以下,也称为“横键显示区域130”)。此外,m、n为正整数。
38.例如,由后述的显示控制部215对软键121(1)-121(m)分配将显示于设定显示区域110的准备作业的“加工程序的制作/编辑”等每个作业项目的设定画面进行迁移的功能。另外,由后述的显示控制部215对软键131(1)-131(n)分配与每个设定画面对应的画面操作的功能。
39.此外,可以对软键121(1)-121(m)分配画面操作的功能,也可以对软键131(1)-131(n)分配将每个作业项目的设定画面进行迁移的功能。
40.以下,以m=8及n=10进行说明,但即使m为8以外及n为10以外的数也同样地进行动作。另外,在不需要单独区分软键121(1)-121(8)中的每一个的情况下,也将它们统称为“软键121”。另外,在不需要单独区分软键131(1)-131(10)中的每一个的情况下,也将它们统称为“软键131”。
41.存储部230是rom(read only memory:只读存储器)、hdd等,也可以与各种控制用程序一起存储作业项目表231。
42.<作业项目表231>
43.图3是表示作业项目表231的一例的图。
44.如图3所示,作业项目表231例如包含从机床10中的最近的加工的完成到当前时间点为止的期间的机床10中的接下来的加工的准备作业中的“作业项目”。作业项目表231与各作业项目对应地包含“必须/任意”以及“作业状态”。
45.作业项目表231内的“作业项目”设定从最近的加工的完成到当前时间点为止的期间的机床10中的接下来的加工的准备作业中所需的作业项目。在图3中,作为作业项目,也可以设定“加工程序的制作/编辑”、“加工程序的选择”、“工件的测定以及设定”、“工具的设定”以及“定制宏变量的设定”等。
46.作业项目表231内的“必须/任意”根据后述的提取部213的提取结果、或后述的判定部214的判定结果,将作业项目的各个设定储存为必须的作业项目(以下,也称为“必须设定”)或者任意的作业项目(以下,也称为“任意设定”)。
47.作业项目表231内的“作业状态”根据后述的判定部214的判定结果,储存未完成或未更新、或者完成或未更新中的任一个。
48.<控制部210>
49.控制部210具有cpu(central processing unit:中央处理单元)、rom、ram、cmos(complementary metal-oxide-semiconductor:互补金属氧化物半导体)存储器等,它们构成为能够经由总线相互通信,对本领域技术人员来说是公知的。
50.cpu是整体地控制控制装置20的处理器。cpu经由总线读出储存在rom中的系统程序以及应用程序,按照所述系统程序以及应用程序来控制控制装置20整体。由此,如图1所示,控制部210构成为实现加工完成检测部211、操作检测部212、提取部213、判定部214、显示控制部215、动作控制部216以及通知部217的功能。在ram中储存有临时的计算数据、显示数据等各种数据。另外,cmos存储器构成为通过未图示的电池而被备份,即使控制装置20的电源断开也保持存储状态的非易失性存储器。
51.加工完成检测部211例如检测机床10中的1个工件的加工完成的情况。
52.操作检测部212检测作业员对机床10的操作、以及作业员经由显示部220的触摸面板(未图示)的输入操作等操作内容。
53.具体而言,操作检测部212例如检测从由加工完成检测部211检测到最近的加工的完成到当前时间点为止的期间的机床10中的接下来的加工的准备作业所涉及的操作(例如,各系统的主程序的选择变更的操作、各系统的主程序的变更的操作、各系统的工具编号(t编号)或者工具偏移值的变更的操作、工件坐标的变更的操作、以及定制宏变量的变更的操作等)的操作内容。
54.<提取部213>
55.提取部213根据包含设定对象的机床10中的轴数以及系统数中的至少1个的机械结构,将针对机床10中的接下来的加工的准备作业所包含的多个作业项目分别提取为将设定设为必须设定或者设为任意设定。提取部213根据提取的结果,更新作业项目表231的“必须/任意”。
56.具体而言,提取部213例如在由加工完成检测部211检测到最近的加工的完成的情况下,从机床10取得表示机床10的轴数、系统数、有无托盘交换器等机械结构的结构信息。提取部213在取得的结构信息中在机床10存在托盘交换器的情况下,不需要对每次加工进行工件坐标的测定以及设定,因此,也可以将作业项目“工件的测定以及设定”提取为“任意设定”。另一方面,提取部213在机床10没有托盘交换器的情况下,需要对每次加工进行工件坐标的测定以及设定,因此,也可以将作业项目“工件的测定以及设定”提取为“必须设定”。
57.另外,由于需要根据取得的结构信息的轴数,设定轴数对应的工件坐标,因此,提取部213也可以将作业项目“工件的测定以及设定”提取为“必须设定”。
58.另外,由于需要根据取得的结构信息中的系统数,按系统数设定主程序以及按系统数设定工具偏移,因此,提取部213也可以将作业项目“加工程序的选择”以及“工具的设定”提取为“必须设定”。
59.<判定部214>
60.判定部214在由提取部213将准备作业的各作业项目提取为必须设定或任意设定之后,与由操作检测部212检测到的准备作业中的操作内容对应地,针对被提取为必须设定或任意设定的准备作业的作业项目分别动态地判定符合必须设定和任意设定中的哪一个。
61.具体而言,由于在由操作检测部212检测到的操作内容中存在各系统的主程序的
选择变更的情况下,对于最近的加工结束时间点的设定,需要进行工具偏移的设定,因此,即使由提取部213提取为任意设定,判定部214也将作业项目“工具的设定”判定为“必须设定”,动态地变更作业项目表231的“必须/任意”。另外,在存在各系统的主程序的选择变更的情况下,对于最近的加工结束时间点的设定,需要进行定制宏变量的变更,因此,即使由提取部213提取为任意设定,判定部214也将作业项目“定制宏变量的设定”判定为“必须设定”,动态地变更作业项目表231的“必须/任意”。
62.另外,由于在由操作检测部212检测到的操作内容中存在各系统的主程序的变更的情况下,对于最近的加工结束时间点的设定,可能不需要进行工具偏移的变更,因此,即使由提取部213提取为必须设定,判定部214也将作业项目“工具的设定”判定为“任意设定”,动态地变更作业项目表231的“必须/任意”。另外,由于在存在各系统的主程序的变更的情况下,对于最近的加工结束时间点的设定,可能不需要进行定制宏变量的变更,因此,即使由提取部213提取为必须设定,判定部214也将作业项目“定制宏变量的设定”判定为“任意设定”,动态地变更作业项目表231的“必须/任意”。
63.另外,由于在由操作检测部212检测到的操作内容中存在各系统的工具编号(t编号)或工具偏移值的变更的情况下,对于最近的加工结束时间点的设定,需要进行加工程序的变更,因此,即使由提取部213提取为任意设定,判定部214也将作业项目“加工程序的制作/编辑”判定为“必须设定”,动态地变更作业项目表231的“必须/任意”。或者,在存在各系统的工具编号(t编号)或工具偏移值的变更的情况下,对于最近的加工结束时间点的设定,需要进行加工程序的选择变更,因此,即使由提取部213提取为任意设定,判定部214也可以将作业项目“加工程序的选择”判定为“必须设定”,动态地变更作业项目表231的“必须/任意”。
64.另外,在由操作检测部212检测到的操作内容中存在工件坐标的变更的情况下,对于最近的加工结束时间点的设定,可能不需要进行加工程序的变更,因此,即使由提取部213提取为必须设定,判定部214也将作业项目“加工程序的制作/编辑”判定为“任意设定”,动态地变更作业项目表231的“必须/任意”。这例如在为了微调整而变更了工件坐标的情况下,不需要进行加工程序的修正。因此,判定部214将作业项目表231的作业项目“加工程序的制作/编辑”变更为“任意设定”。
65.另外,由于在由操作检测部212检测到的操作内容中存在定制宏变量的变更的情况下,对于最近的加工结束时间点的设定,需要进行加工程序的变更,因此,即使由提取部213提取为任意设定,判定部214也将作业项目“加工程序的制作/编辑”判定为“必须设定”,动态地变更作业项目表231的“必须/任意”。或者,由于在存在定制宏变量的变更的情况下,对于最近的加工结束时间点的设定,需要进行加工程序的选择变更,因此,即使由提取部213提取为任意设定,也可以将作业项目“加工程序的选择”判定为“必须设定”,动态地变更作业项目表231的“必须/任意”。
66.另外,例如,在作业项目“加工程序的制作/编辑”的作业中,操作检测部212检测由作业员按下“保存”的软键131等操作,在制作或编辑了加工程序的情况下,判定部214也可以将作业项目表231的作业项目“加工程序的制作/编辑”的“作业状态”从未完成或未更新的状态更新为完成或更新的状态。
67.另外,在作业项目“加工程序的选择”的作业中,操作检测部212检测由作业员按下“设定”的软键131等操作,在控制装置20中设定了主程序的情况下,判定部214也可以将作业项目表231的作业项目“加工程序的选择”的“作业状态”从未完成或未更新的状态更新为完成或更新的状态。
68.另外,在作业项目“工件的测定以及设定”的作业中,操作检测部212检测由作业员按下“设定”的软键131等操作,在控制装置20中设定了工件坐标的情况下,判定部214也可以将作业项目表231的作业项目“工件的测定以及设定”的“作业状态”从未完成或者未更新的状态更新为完成或者更新的状态。
69.另外,在作业项目“工具的设定”的作业中,操作检测部212检测由作业员按下“设定”的软键131等操作,在控制装置20中设定了工具的情况下,判定部214也可以将作业项目表231的作业项目“工具的设定”的“作业状态”从未完成或未更新的状态更新为完成或更新的状态。
70.另外,在作业项目“定制宏变量的设定”的作业中,操作检测部212检测由作业员按下“设定”的软键131等操作,在控制装置20中设定了定制宏变量的情况下,判定部214也可以将作业项目表231的作业项目“定制宏变量的设定”的“作业状态”从未完成或未更新的状态更新为完成或更新的状态。
71.<显示控制部215>
72.显示控制部215根据判定部214的判定结果使作业项目“加工程序的制作/编辑”、“加工程序的选择”、“工件的测定以及设定”、“工具的设定”以及“定制宏变量的设定”分别以能够判别必须设定和任意设定中的哪一个的方式动态地变化并显示于显示部220。
73.具体而言,如图4所示,显示控制部215例如将分配了作业项目“加工程序的制作/编辑”、“加工程序的选择”、“工件的测定以及设定”、“工具的设定”、以及“定制宏变量的设定”的各个功能的软键121的显示方式(例如,框线的颜色、种类、粗细、背景的颜色、效果等)与判定部214的判定结果对应地,以能够判别必须设定和任意设定中的哪一个的方式动态地显示。
74.以下,对作业项目“加工程序的制作/编辑”、“加工程序的选择”、“工具的设定”以及“定制宏变量的设定”由判定部214判定为必须设定,作业项目“工件的测定以及设定”由判定部214判定为任意设定的情况进行说明。但是,即使作业项目“加工程序的制作/编辑”、“加工程序的选择”、“工件的测定以及设定”、“工具的设定”、以及“定制宏变量的设定”各自的必须设定或者任意设定与判定部214的判定结果对应地动态地变化,也是同样的。
75.如图4所示,显示控制部215例如也可以对软键121(2)-121(6)分别分配用于向作业项目“加工程序的制作/编辑”、“加工程序的选择”、“工件的测定以及设定”、“工具的设定”以及“定制宏变量的设定”的设定画面迁移的功能,显示“编辑”、“选择”、“工件”、“工具”、“宏”等称呼。另外,显示控制部215也可以以与任意设定的显示方式不同的方式显示未设定/未更新的必须设定的显示方式(例如软键的框线的颜色、框线的种类、框线的粗细、软键的背景的颜色等)。另外,显示控制部215例如也可以在软键121(2)-121(6)上分别显示表示作业项目“加工程序的制作/编辑”、“加工程序的选择”、“工件的测定以及设定”、“工具的设定”以及“定制宏变量的设定”的图案等。
76.另外,为了强调作业项目“加工程序的制作/编辑”、“加工程序的选择”、“工具的设定”、“定制宏变量的设定”是未完成/未更新的必须设定,显示控制部215用粗线显示软键
121(2)、121(3)、121(5)、121(6)的框。另一方面,由于机床10具有托盘交换器,因此为了强调作业项目“工件的测定以及设定”是未完成/未更新的任意设定,显示控制部215用粗的虚线显示软键121(4)的框。
77.由此,作业者不需要记住接下来必须进行什么作业,从而能够防止作业遗漏。
78.此外,显示控制部215与必须设定以及任意设定对应地改变线种类而进行了强调显示,但并不限定于此。例如,显示控制部215也可以以与任意设定的显示方式不同的方式显示未设定/未更新的必须设定的显示方式(例如软键的框线的颜色、框线的种类、框线的粗细、软键的背景的颜色等)。
79.接着,对向作业项目“加工程序的制作/编辑”、“加工程序的选择”、“工件的测定以及设定”、“工具的设定”以及“定制宏变量的设定”的各个设定画面的画面迁移进行说明。以下,对设定画面按照作业项目“加工程序的制作/编辑”、“加工程序的选择”、“工件的测定以及设定”、“工具的设定”、以及“定制宏变量的设定”的顺序迁移的情况进行说明,但也可以以各作业者容易作业的顺序向各作业项目的设定画面迁移。
80.显示控制部215例如在图4的画面100中,在由作业员经由显示部220的触摸面板(未图示)按下了“编辑”的软键121(2)的情况下,如图5所示,在设定显示区域110中显示作业项目“加工程序的制作/编辑”的设定画面111。
81.显示控制部215在新制作加工程序的情况下,也可以显示新的进一步的状态的设定画面111,将通过作业员经由显示部220的触摸面板(未图示)的输入操作而制作出的新的加工程序显示于设定画面111。
82.另外,显示控制部215例如在为了使部件的形状局部不同等而对已有的加工程序进行一部分变更并制作加工程序的情况下,也可以根据作业员经由显示部220的触摸面板(未图示)的输入操作,将复制的已有的加工程序显示于设定画面111。显示控制部215也可以将通过作业员经由显示部220的触摸面板(未图示)的输入操作而局部地进行了变更的加工程序显示于设定画面111。
83.此外,在机床10为1个系统的机械的情况下,最低需要1个以上的加工程序,在机床10为2个系统以上的机械的情况下,每个系统最低需要1个以上的加工程序。
84.接着,显示控制部215在由作业员经由显示部220的触摸面板(未图示)按下了图5的画面100的“选择”的软键121(3)的情况下,显示从图5的作业项目“加工程序的制作/编辑”的设定画面111迁移至图6的作业项目“加工程序的选择”的设定画面112的画面100。另外,如图6所示,由于在作业项目表231中作业项目“加工程序的制作/编辑”的作业状态是完成或者更新的状态,因此显示控制部215也可以为了强调已完成而用阴影显示作业项目“加工程序的制作/编辑”的软键121(2)。
85.此外,显示控制部215优选以与必须设定以及任意设定的显示方式不同的方式显示已完成的作业项目的显示方式(例如,框线的颜色、种类、粗细、背景的颜色、效果等)。
86.如图6所示,显示控制部215例如也可以在设定画面112的左侧显示储存各加工程序的文件的文件夹的结构,在设定画面112的右侧显示按系统设置并登记在控制装置20中的加工程序的一览。例如,根据作业员经由显示部220的触摸面板(未图示)的输入操作,对每个系统选择并设置加工程序。在图6的情况下,例如在机床10为2系统的机械结构的情况下,也可以在1系统中将加工程序“o0022”设定为主程序,在2系统中将加工程序“o0001”设
定为主程序。
87.接着,显示控制部215在由作业员经由显示部220的触摸面板(未图示)按下了图6的画面100的“工件”的软键121(4)的情况下,显示从图6的作业项目“加工程序的选择”的设定画面112迁移至图7的作业项目“工件的测定以及设定”的设定画面113的画面100。另外,如图7所示,由于在作业项目表231中作业项目“加工程序的制作/编辑”以及“加工程序的选择”的作业状态是完成或者更新的状态,因此显示控制部215也可以用表示已完成的阴影来显示软键121(2)、121(3)。
88.如图7所示,显示控制部215例如在机床10为3轴的机床的情况下,将针对载置于机床10的工件设定的x轴、y轴、z轴各自的工件坐标显示于设定画面113。
89.在此,关于工件坐标的设定,例如作业员通过手柄操作来移动安装于机床10的触摸传感器等,使其与x、y、z方向各自的工件的端面接触,由此,测定x、y、z方向各自的值。控制装置20将测定出的x、y、z方向各自的值设定为工件坐标。
90.此外,机床10也可以是3轴以外的5轴等机床,工件的坐标与3轴的情况同样地设定。
91.另外,在机床10没有托盘交换器的情况下,作业项目“工件的测定以及设定”作为必须设定,必须在每次将工件设置于机床10时设定。
92.接着,显示控制部215在由作业员经由显示部220的触摸面板(未图示)按下了图7的画面100的“工具”的软键121(5)的情况下,显示从图7的作业项目“工件的测定以及设定”的设定画面113迁移至图8的作业项目“工具的设定”的设定画面114的画面100。另外,如图8所示,由于在作业项目表231中作业项目“加工程序的制作/编辑”、“加工程序的选择”、以及“工件的测定以及设定”的作业状态是完成或者更新的状态,因此显示控制部215也可以用表示已完成的阴影来显示软键121(2)-121(4)。
93.如图8所示,显示控制部215例如将设定出的工具编号、工具名、工具直径、工具长度等显示于设定画面114。
94.在此,关于工具的设定,例如使用工具预置器、触摸传感器等来测定工具的尺寸,将测定出的值设定为工具的偏移(工具直径、工具长度)。
95.另外,工具编号(t编号)必须与加工程序的记载一致。例如,在加工程序中进行使用“t1”的设定的情况下,“t1”必须设定“钻头”。换言之,在变更了主程序的情况下,也必须变更对各工具编号(t编号)设置的工具偏移。
96.另外,关于工具编号(t编号)以及工具名,例如也可以由控制装置20取得存储在机床10的未图示的存储部中的工具管理表(未图示),根据取得的工具管理表(未图示)进行设定。
97.接着,显示控制部215在由作业员经由显示部220的触摸面板(未图示)按下了图8的画面100的“宏”的软键121(6)的情况下,显示从图8的作业项目“工具的设定”的设定画面114迁移至图9的作业项目“定制宏变量的设定”的设定画面115的画面100。另外,如图9所示,由于在作业项目表231中作业项目“加工程序的制作/编辑”、“加工程序的选择”、“工件的测定以及设定”、以及“工具的设定”的作业状态是完成或者更新的状态,因此显示控制部215也可以用表示已完成的阴影来显示软键121(2)-121(5)。
98.如图9所示,显示控制部215例如将按定制宏变量(例如,“500”、“501”、“502”等)设
定的值显示于设定画面115。
99.显示控制部215在作业项目“定制宏变量的设定”的作业结束的情况下,也可以根据作业项目表231,用表示已完成的阴影显示作业项目“定制宏变量的设定”的软键121(6)。
100.此外,定制宏变量必须与加工程序的记载一致。即,在变更了主程序的情况下,也必须变更定制宏变量。但是,在不使用定制宏变量的加工程序的情况下,不需要设定。
101.此外,显示控制部215也可以在从后述的通知部217接收到表示由于存在未完成或者未更新的必须设定而不允许加工动作的警报的情况下,将“由于存在未完成或者未更新的必须设定而不允许加工动作”、“请在开始加工之前进行必须设定”等警告显示于显示部220。另外,显示控制部215也可以将警告显示于显示部220,并且自动转变为未完成或未更新的必须设定的设定画面。
102.动作控制部216监视并控制机床10以及控制装置20的动作状态。
103.具体而言,动作控制部216例如在由作业者按下设置于机床10或者控制装置20的加工动作的开始按钮(未图示)等接收到加工动作的指示的情况下,根据存储在存储部230中的作业项目表231,确认是否存在未完成或者未更新的必须设定。动作控制部216在存在未完成或者未更新的必须设定的情况下,不允许机床10的加工动作。并且,动作控制部216也可以使后述的通知部217输出表示由于存在未完成或未更新的必须设定而不允许加工动作的警告。
104.由此,能够避免在必须设定产生了作业遗漏的情况下,错误地执行加工,能够防止作业错误导致的机床10、工件的破损。
105.通知部217也可以根据来自动作控制部216的指示,输出表示由于存在未完成或未更新的必须设定而不允许加工动作的警告,经由显示控制部215,将输出的警告显示于显示部220。
106.<控制装置20的设定处理>
107.接下来,一边参照图10,一边对控制装置20的设定处理的流程进行说明。
108.图10是对控制装置20的设定处理进行说明的流程图。在此所示的流程在每次进行准备作业时执行。
109.在步骤s11中,提取部213根据机床10的机械结构,将针对机床10中的接下来的加工的准备的多个作业项目分别提取为必须设定或者任意设定。
110.在步骤s12中,判定部214与由操作检测部212检测到的从最近的加工的完成到当前时间点为止的期间的作业员的操作内容对应地,针对被提取为必须设定或任意设定的准备作业的作业项目分别动态地判定符合必须设定和任意设定中的哪一个。
111.在步骤s13中,显示控制部215根据判定结果将各作业项目的软键121以能够判别必须设定和任意设定中的哪一个的方式显示于显示部220。
112.在步骤s14中,显示控制部215显示画面100,该画面100包含作业员经由显示部220的触摸面板(未图示)按下软键121而由此选择出的作业项目的设定画面。
113.在步骤s15中,每当通过动作控制部216判定为在步骤s14中选择出的作业项目的设定完成时,显示控制部215以表示已完成的显示方式显示该作业项目的软键121。
114.在步骤s16中,判定部214根据存储在存储部230中的作业项目表231,判定是否存在未完成或未更新的作业项目。在存在未完成或未更新的作业项目的情况下,处理返回到
only memory:只读存储器)、cd-r、cd-r/w、半导体存储器(例如,掩模rom、prom(programmable rom:可编程rom)、eprom(erasable prom:可擦除prom)、闪存rom、ram)。另外,程序也可以通过各种类型的暂时性的计算机可读介质(transitory computer readable medium)提供给计算机。暂时性的计算机可读介质的示例包含电信号、光信号和电磁波。暂时性的计算机可读介质能够经由电线以及光纤等有线通信路径或者无线通信路径将程序提供给计算机。
127.另外,对于描述在记录介质中记录的程序的步骤,当然是按该顺序呈时间顺序进行的处理,但也包含未必呈时间顺序进行的处理、以及并列地或者个别地执行的处理。
128.换言之,本公开的控制装置能够采取具有以下那样的结构的各种实施方式。
129.(1)本公开的控制装置20具有:提取部213,其根据包含设定对象的机床10中的轴数和系统数中的至少1个的机械结构,将针对机床10中的接下来的加工的准备作业所包含的多个作业项目分别提取为必须设定或者任意设定;判定部214,其与从机床10的最近的加工的完成到当前时间点为止的期间的针对机床10的准备作业中的操作内容对应地,针对被提取为必须设定或者任意设定的多个作业项目分别动态地判定符合必须设定和任意设定中的哪一个;动作控制部216,其在必须设定未完成或者未更新的情况下,不允许机床的加工动作。
130.根据该控制装置20,在准备作业中,作业者不用记住接下来必须进行什么作业就能够容易地确认作业状况。
131.(2)在(1)所记载的控制装置20中,也可以是,还具有:显示控制部215,其根据判定部214的判定结果,将多个作业项目分别以能够判别必须设定或任意设定中的哪一个的方式显示于显示部220。
132.由此,控制装置20能够可靠地进行必须设定的设定。
133.(3)在(2)所记载的控制装置20中,也可以是,还具有:通知部217,其在动作控制部216不允许机床10的加工动作的情况下,输出警告,显示控制部215将警告显示于显示部220。
134.由此,控制装置20能够防止作业错误导致的机床10、工件的破损。
135.(4)在(2)或者(3)所记载的控制装置中,也可以是,在动作控制部216不允许机床10的加工动作的情况下,显示控制部迁移至未完成或者未更新的必须设定的设定画面。
136.由此,控制装置20能够在加工动作之前可靠地进行必须设定的设定。
137.(5)在(2)~(4)中任一项所记载的控制装置20中,也可以是,显示控制部215将多个作业项目中的设定完成或更新后的作业项目以能够判别为必须设定及任意设定的方式进行显示。
138.由此,控制装置20能够在产生了作业遗漏的情况下,防止作业错误导致的机床10、工件的破损。
139.附图标记说明
140.1 控制系统
141.10 机床
142.20 控制装置
143.210 控制部
144.211 加工完成检测部
145.212 操作检测部
146.213 提取部
147.214 判定部
148.215 显示控制部
149.216 动作控制部
150.217 通知部
151.220 显示部
152.230 存储部
153.231 作业项目表。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。