1.本发明涉及漏钢预知方法、连续铸造机的操作方法及漏钢预知装置。
背景技术:
2.以往,作为连续铸造机的操作方法,已知如下连续铸造工艺:将钢液注入到铸模内,利用埋设有水冷管的铸模将注入的钢液冷却并使之表面凝固,利用拉拔辊从铸模下部拉拔半凝固状态的铸片,最终通过喷射冷却制造完全凝固的铸片。在连续铸造工艺中,越来越要求通过高速铸造来提高生产性。另一方面,浇铸速度的高速化会发生铸模下端的铸片的凝固壳厚度的减少或不均匀的凝固壳厚度分布。结果,有时会发生在凝固壳厚度较薄的部位从铸模出来时凝固壳破裂而发生所谓的漏钢(breakout)。当发生漏钢时,会产生较长的停机时间,因此生产性显著地恶化。因此,希望有能够一边进行高速铸造一边准确地预知漏钢的发生的漏钢预知方法。
3.作为漏钢预知方法,已知如下方法:针对凝固壳由铸模限制的限制性漏钢的对策,根据利用埋设于铜板的热电偶等温度测定器测量到的温度的变化,检测凝固壳由铸模限制并预知漏钢。
4.例如,在专利文献1中公开了如下限制性漏钢的监视方法:在连续铸造机的铸模的液面的下方,水平地排列多个温度测定器而形成测温列,在浇铸方向上配置多层该测温列,且将多层中的任意两层中的、排列在上层的测温列中的温度测定器和排列在下层的测温列中的温度测定器配置在同一铅垂线上,将它们的测定值传送给运算装置,在同时满足下述条件1及条件2的情况下,判定为发生限制性漏钢。
5.条件1:在上层的测温列和/或下层的测温列中,相互相邻的温度测定器的测定值上升然后下降。
6.条件2:配置在铅垂线上的下层的温度测定器的测定值比上层的温度测定器的测定值高。
7.另外,在专利文献2中公开了如下漏钢预知方法,包括:利用埋设于连续铸造机的铸模且求出灵敏度系数的多个温度计检测铸模的温度的步骤、将以多个温度计中的每一个的灵敏度系数作为成分的矢量作为灵敏度系数矢量,并将以多个温度计中的每一个的检测值作为成分的矢量定义为检测温度矢量的步骤、将与灵敏度系数矢量正交的方向上的检测温度矢量的成分作为偏离度算出的步骤、对偏离度的成分超过阈值的温度计赋予第一分数的步骤、将第一分数作为不同温度计的得分,定义以多个温度计中的每一个的得分的有无作为成分的不同温度计得分矢量的步骤、在不同温度计得分矢量中向各温度计和与各温度计相邻的温度计赋予了得分的情况下向成为中心的温度计赋予第二分数的步骤、以及利用第二分数检测漏钢的预兆的发生的步骤。
8.现有技术文献
9.专利文献
10.专利文献1:日本特开2017-154155号公报
11.专利文献2:日本专利第5673100号公报
技术实现要素:
12.发明要解决的课题
13.然而,在专利文献1公开的限制性漏钢的监视方法中,构成为对于检测温度的时序数据求出温度变化量。因此,有可能尽管是由于浇铸速度的变化等漏钢的预兆以外的因素而检测温度发生变化,也会误检测为有可能发生漏钢。
14.另外,在专利文献2公开的漏钢预知方法中,将温度测量值本身定义为检测温度矢量来计算偏离度。因此,在操作中变更铸片的宽度等非稳态操作时,由于钢液相对于铸模的浇铸宽度等发生变更而偏离度变大,有可能误检测为有可能发生漏钢。
15.本发明鉴于上述课题而作出,其目的在于提供能够高精度地预知漏钢的漏钢预知方法、连续铸造机的操作方法及漏钢预知装置。
16.用于解决课题的手段
17.为了解决上述课题并达成目的,本发明的漏钢预知方法的特征在于,具有:输入从连续铸造机中的铸模拉拔的铸片的尺寸的步骤;利用埋设于所述铸模的多个温度计检测所述铸模的温度的步骤;根据所述铸片的尺寸对所述多个温度计检测出的检测温度执行插值处理的步骤;以执行所述插值处理而算出的温度为基础,将与由主成分分析得到的影响系数矢量正交的方向的成分作为相对于没有发生漏钢的正常操作时的偏离度算出的步骤;以及基于所述偏离度预知漏钢的步骤。
18.另外,本发明的漏钢预知方法的特征在于,在上述发明中,在执行所述插值处理的步骤中,对于所述多个温度计中的每一个的检测温度,在根据所述铸片的尺寸进行等分割而成的多个计算单元中的每一个的中心点处执行插值处理而算出温度。
19.另外,本发明的漏钢预知方法的特征在于,在上述发明中,即使变更所述铸片的尺寸,所述计算单元的个数也保持为一定。
20.另外,本发明的漏钢预知方法的特征在于,在上述发明中,在作为所述偏离度算出的步骤中,求出位于在钢液相对于所述铸模的浇铸方向上距所述铸模的上端的距离相同的位置的所述多个计算单元中的每一个的温度的平均值,求出所述多个计算单元中的每一个的温度与所述平均值的差值,根据求出的所述差值,使用所述影响系数矢量算出所述偏离度。
21.另外,本发明的漏钢预知方法的特征在于,在上述发明中,在所述预知漏钢的步骤中,在所述偏离度的时间变化率超过预先设定的第一阈值的情况下,基于所述偏离度的绝对值超过预先设定的第二阈值的所述计算单元的相邻性预知漏钢。
22.另外,本发明的漏钢预知方法的特征在于,在上述发明中,预知所述漏钢的步骤具有:对于所述偏离度超过所述第二阈值的所述计算单元赋予第一分数的步骤;基于赋予了所述第一分数的所述计算单元的相邻性,根据所述第一分数运算第二分数的步骤;以及基于所述第二分数预知漏钢的步骤。
23.另外,本发明的漏钢的预知方法的特征在于,在上述发明中,所述影响系数矢量是以所述多个温度计中的每一个的灵敏度系数为成分的灵敏度系数矢量。
24.另外,本发明的连续铸造机的操作方法的特征在于,在基于上述发明的漏钢预知
方法预知了漏钢的情况下,使向所述铸模注入钢液的浇铸速度下降。
25.另外,本发明的漏钢预知装置的特征在于,具备:输入机构,输入从连续铸造机中的铸模拉拔的铸片的尺寸;多个温度计,埋设于所述铸模并检测所述铸模的温度;插值处理执行机构,根据所述铸片的尺寸对所述多个温度计检测出的检测温度执行插值处理;偏离度算出机构,以执行所述插值处理而算出的温度为基础,将与由主成分分析得到的影响系数矢量正交的方向的成分作为相对于没有发生漏钢的正常操作时的偏离度算出;以及漏钢预知机构,基于所述偏离度预知漏钢。
26.发明的效果
27.本发明的漏钢预知方法、连续铸造机的操作方法及漏钢预知装置起到能够高精度地预知漏钢的效果。
附图说明
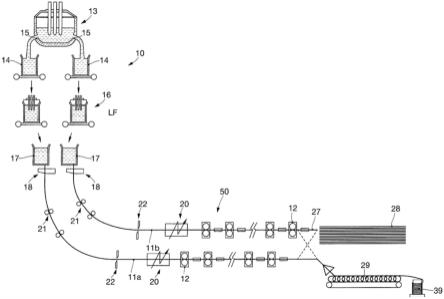
28.图1是示出实施方式的连续铸造机的概略结构的示意图。
29.图2是示出实施方式的连续铸造机中的埋设有温度计的铸模的概略结构的立体图。
30.图3(a)是说明漏钢的预兆现象中的铸模内的钢液及凝固壳的状况的图。图3(b)是示出漏钢的预兆现象中的凝固壳的破裂部的状况的图。
31.图4(a)是发生烧结的瞬间的铸模的温度分布。图4(b)是示出发生烧结的瞬间起10秒后的铸模的温度分布的图。
32.图5是示出实施方式的漏钢预知方法的步骤的一例的流程图。
33.图6是示出未发生漏钢的正常时的温度计的检测温度之间相关性的图。
34.图7是示出发生了会导致漏钢的烧结等预兆时的温度计的检测温度之间相关性的图。
35.图8(a)是示出从铸模的下端拉拔的铸片的宽度较大的事例中的温度计的检测温度与执行了插值处理而得的温度之间的关系的图。图8(b)是示出从铸模的下端拉拔的铸片的宽度较小的事例中的温度计的检测温度与执行了插值处理而得的温度之间的关系的图。
36.图9是示出位于与铸模的上端相距相同距离的位置的温度计及计算单元的位置关系的图。
37.图10(a)是示出发生烧结的事例中的偏离度的绝对值的时序变化的图。图10(b)是示出发生烧结的事例中的偏离度的时间变化率的时序变化的图。
38.图11(a)是示出没有发生烧结的事例中的偏离度的绝对值的时序变化的图。图11(b)是示出没有发生烧结的事例中的偏离度的时间变化率的时序变化的图。
39.图12是示出执行插值处理的计算单元为一层结构的情况下的相邻性的判定方法的例子的图。
40.图13是示出计算单元在浇铸方向上以上层和下层这两层配置,在上层的计算单元中相邻3个获得得分,且在下层的计算单元中与上层的相邻3个中的1个对应的计算单元获得得分的情况下设为满足相邻性的条件的判定方法的图。
41.图14是利用本发明的实施方式的漏钢预知方法预知了漏钢的事例的时序检测数据的图表。
具体实施方式
42.以下,说明本发明的漏钢预知方法、连续铸造机的操作方法及漏钢预知装置的实施方式。需要说明的是,本发明不由本实施方式限定。
43.图1是示出实施方式的连续铸造机1的概略结构的示意图。如图1所示,实施方式的连续铸造机1具备被注入钢液2的中间包3、将从中间包3经由浸渍喷嘴4注入的钢液2冷却的铜制的铸模5、搬送从铸模5拉拔的半凝固状态的铸片6的多个铸片支承辊7以及根据埋设于铸模5的温度计8的检测温度判定漏钢的预兆现象的判定部20。需要说明的是,在本实施方式中,使用热电偶作为温度计8,但不限定于此。
44.图2是示出实施方式的连续铸造机1中的埋设有温度计8
1,1
~8
m,n
的铸模5的概略结构的立体图。如图2所示,铸模5具备一对长边冷却板5a和一对短边冷却板5b,形成为在上下方向上贯通的大致方筒状。在长边冷却板5a及短边冷却板5b的内部,沿着内壁面形成有未图示的冷却水路,通过使冷却水在该冷却水路中流通从而将钢液2冷却。
45.另外,在铸模5的长边冷却板5a的内部,在从长边冷却板5a的外壁面起规定深度处埋入有温度计8
1,1
~8
m,n
。需要说明的是,在以下的说明中,在不特别区分温度计8
1,1
~8
m,n
的情况下,也仅记载为温度计8。在图2中,将温度计8
1,1
~8
m,n
在浇铸方向a上设为3层以上的结构,分为第一层的温度计8
1,1
~8
1,n
、第二层的温度计8
2,1
~8
2,n
及第n层的温度计8
m,1
~8
m,n
,并分别埋设在同一平面上。在本实施方式中,浇铸方向a是指相对于铸模5从中间包3经由浸渍喷嘴4注入钢液2的方向,是与从铸模5的下端拉拔铸片6的方向相同的方向。
46.需要说明的是,图2所示的温度计8的配置不过是用于说明本发明的一例,在铸模5的一对长边冷却板5a及一对短边冷却板5b中的一对长边冷却板5a中的至少一方、一对短边冷却板5b中的至少一方或者一对长边冷却板5a和一对短边冷却板5b的全部中配置温度计8即可。其中,优选在一对长边冷却板5a和一对短边冷却板5b的全部中配置温度计。另外,温度计8也能够在浇铸方向a上以比3层多的多层排列或一层排列的方式配置于铸模5。
47.接着,说明漏钢的预兆现象。图3(a)是说明漏钢的预兆现象中的铸模5内的钢液2及凝固壳10的状况的图。图3(b)是示出漏钢的预兆现象中的凝固壳10的破裂部11的状况的图。
48.如图3(a)及图3(b)所示,在漏钢的预兆现象中,由于某些原因而在铸模5内发生烧结,凝固壳10由铸模5限制。另一方面,由于在与图3(b)所示的浇铸方向a相同的方向上从铸模5的下端拉拔铸片6,所以在烧结的正下方产生凝固壳10的破裂部11。在该凝固壳10的破裂部11处,铸模5与钢液2接触,进一步发生烧结。一边重复以上现象,一边凝固壳10的破裂部11向下方移动,并且破裂部11上方的凝固壳10变厚。然后,最终破裂部11从铸模5的下端通过时,钢液2从破裂部11漏出,发生漏钢。
49.需要说明的是,由于在破裂部11处钢液2与铸模5接触,所以铸模5的温度局部地上升。因此,例如,如用图3(b)的箭头b示出地,向下方移动的破裂部11从温度计8
m',1
~8
m',n
的配置位置通过时,温度计8
m',1
~8
m',n
的检测温度成为高温。其后,由于破裂部11上方的凝固壳10被铸模5限制并继续冷却,所以温度计8
m',1
~8
m',n
的检测温度单调地减少。另一方面,由于破裂部11不仅向下方传播也向横向传播,所以如图3(b)所示,破裂部11呈v字形扩大。需要说明的是,在温度计8
m',1
~8
m',n
的下部产生凝固壳10的破裂部11的情况下,由于在温度计8
m',1
~8
m',n
的位置不会发生破裂部11的通过,所以仅观测到温度计8
m',1
~8
m',n
的检测温度
的下降。
50.图4(a)是发生烧结的瞬间的铸模5的温度分布。图4(b)是示出发生烧结的瞬间起10秒后的铸模5的温度分布的图。根据在图4(a)及图4(b)中分别示出的铸模5的温度分布可知,v字形的高温部向下方及横向传播。
51.上述铸模5的温度分布的变化也可能由于浇铸速度的下降、液面水平的变动及铸片6的宽度的变更等而发生。在浇铸速度的下降或液面水平的变动的情况下,位于与铸模5的上端相距相同距离的位置的铸模温度同步地变化。另一方面,在操作中变更向铸模5注入钢液2时的浇铸宽度,换句话说,变更从铸模5的下端拉拔的铸片6的宽度的情况下,用位于铸片6的宽度两端附近的温度计8测量到的铸模温度的变动变大。
52.因此,在实施方式的漏钢预知方法中,通过算出根据铸片6的宽度执行了插值处理的多个位置处的推定温度的非联动性的评价值,并进行该评价值的变化率及变化的位置处的温度变化的相邻性的判定,从而使漏钢的预知精度提高。以下,详细说明基于上述技术思想的实施方式的漏钢预知方法。
53.图5是示出实施方式的漏钢预知方法的步骤的一例的流程图。该流程图所示的漏钢预知方法由图1所示的判定部20执行。需要说明的是,判定部20至少具有本发明中的插值处理执行机构、偏离度算出机构及漏钢预知机构的功能。另外,后面适当说明图5中的各步骤的详细情况。
54.在实施方式的漏钢预知方法中,判定部20预先算出没有发生漏钢的正常操作时(以下,也记载为正常时)的温度计8
1,1
~8
m,n
的灵敏度系数(步骤s1)。在此,为了能够应对如后所述不同宽度的铸造、温度计的故障等,使用以用温度计实测的正常的温度为基准进行插值处理而得到的温度来算出该灵敏度系数。需要说明的是,由于经过操作,铸模5的表面状态会发生变化,从而该灵敏度系数有可能变化,所以优选在浇铸期间等适当的时期进行更新。接着,判定部20使用温度计8
1,1
~8
m,n
连续地检测铸模5的温度t
1,1
~t
m,n
(步骤s2)。接着,判定部20对于温度计8
1,1
~8
m,n
的检测温度,在根据作业人员利用设置于连续铸造机1的个人计算机等作为输入机构的未图示的输入装置输入的、从铸模5拉拔的铸片6的尺寸(例如铸片6的宽度、铸片6的厚度)进行等分割而成的计算单元12
1,1
~12
k,p
的中心点,执行铸模5的温度的插值处理(步骤s3)。接着,对通过插值处理得到的铸模5的温度t'
1,1
~t'
k,p
进行平均偏置(bias)除去。即,对于在通过插值处理得到的铸模5的温度t'
1,1
~t'
k,p
中,作为距铸模5的上端的距离分别相同的位置的计算单元12
1,1
~12
1,p
的温度t'
1,1
~t'
1,p
及计算单元12
2,1
~12
2,p
的温度t'
2,1
~t'
2,p
、t'
k,1
~t'
k,p
,分别求出平均值。其后,求出计算单元12
1,1
~12
1,p
的温度t'
1,1
~t'
1,p
与平均值的差值及计算单元12
2,1
~12
2,p
的温度t'
2,1
~t'
2,p
与平均值的差值(步骤s4)。接着,判定部20根据求出的与平均值的差值,使用灵敏度系数算出偏离度(步骤s5)。
55.在此,灵敏度系数矢量是表示对于正常操作时的温度计8
1,1
~8
m,n
示出通过上述插值处理得到的计算单元的温度的平均举动的方向,所述灵敏度系数矢量是以作为影响系数的灵敏度系数为成分的矢量。而且,以与所述平均值的差值为成分的矢量中的、与灵敏度系数矢量的方向平行的成分是平均举动的成分,与灵敏度系数矢量的方向正交的方向的成分相对于平均举动的偏离度的成分。
56.接着,判定部20在算出的偏离度的时间变化率超过阈值y的情况下,基于偏离度的
绝对值超过阈值x的计算单元12的相邻状况,进行漏钢预知的判定(步骤s6)。需要说明的是,偏离度的时间变化率表示在预定时间中(每单位时间)偏离度的绝对值发生变化的比例(程度)。在判定为未预知到漏钢的情况下(在步骤s6中为否),判定部20转移至步骤s2。另一方面,在判定为预知到漏钢的情况下(在步骤s6中为是),判定部20使浇铸速度自动下降到规定的速度(步骤s7)。这样,在判定部20预知到漏钢的情况下,通过使浇铸速度充分下降,从而即使在发生烧结的位置,也在铸模5内形成足够厚度的凝固壳12,所以能够避免漏钢。其后,判定部20在将浇铸速度下降到规定的值后,使处理例程返回。
57.接着,对于在实施方式的漏钢预知方法中使用的灵敏度系数,关于最初使用温度计8
1,1
~8
m,n
的检测温度的情况进行说明。图6是示出未发生漏钢的正常时的温度计8
1,1
~8
m,n
的检测温度之间相关性的图。图7是示出发生了会导致漏钢的烧结等预兆时的温度计8
1,1
~8
m,n
的检测温度之间相关性的图。需要说明的是,为了简单起见,图6及图7表示位于在浇铸方向a上距铸模5的上端相同距离的位置的两个温度计8
i,j1
及温度计8
i,j2
的情况。
58.如图6所示,正常时的温度计8
i,j1
及温度计8
i,j2
的检测温度分布于接近虚线(在图6所示的例子中为右斜45度的线)的范围,所述虚线示出作为以灵敏度系数为成分的矢量的灵敏度系数矢量的方向。然后,如果用温度计8
i,j1
检测的检测温度t
i,j1
上升,则用温度计8
i,j2
检测的检测温度t
i,j2
也上升。另一方面,如果用温度计8
i,j1
检测的检测温度t
i,j1
下降,则用温度计8
i,j2
检测的检测温度t
i,j2
也下降。
59.如上所述,正常时的温度计8
i,j1
及温度计8
i,j2
具有相关性的理由如以下。例如,在连续铸造机1的浇铸速度越快的情况下,由于在凝固壳10没有充分地成长的期间拉拔铸片6,所以凝固壳10变薄。结果,热阻变小,钢液2的温度容易传递给温度计8
i,j1
及温度计8
i,j2
。另一方面,浇铸速度越慢,凝固壳10充分地成长后被拉拔,因此凝固壳10变厚,热阻变大,钢液2的温度难以传递给温度计8
i,j1
及温度计8
i,j2
。这些倾向在全部温度计8
1,1
~8
m,n
中共通地成立,因此正常时的温度计8
1,1
~8
m,n
的检测温度以接近椭圆的形状分布于接近虚线的范围内,所述虚线示出灵敏度系数矢量的方向。但是,由于钢液2的温度的传递容易性按温度计8
1,1
~8
m,n
不同,所以温度计8
1,1
~8
m,n
的灵敏度系数一般不是一定的。因此,图6所示的灵敏度系数矢量的斜率可根据温度计8
1,1
~8
m,n
相对于铸模5的设置位置、施工的偏差等变化。
60.另外,正常时的温度计8
i,j1
及温度计8
i,j2
具有相关性的理由除了上述理由以外,还可考虑铸模5内的钢液2的流动、液面变动等。但是,伴随着上述浇铸速度的增减的铸模5的整体温度变化对温度计8
1,1
~8
m,n
的灵敏度系数的大部分有贡献。因此,为了在灵敏度系数中加入考虑连续铸造工艺的更多样的现象,需要将伴随着浇铸速度的增减的铸模5的整体温度变化作为平均偏置除去。
61.作为平均偏置的除去方法,例如可列举如下方法:求出利用温度计8
1,1
~8
m,n
检测出的检测温度t
1,1
~t
m,n
的全部的平均值t
ave
,取检测温度t
1,1
~t
m,n
中的每一个与平均值t
ave
的差值。作为其他平均偏置的除去方法,例如可列举如下方法:按位于在浇铸方向a上距铸模5的上端相同距离的位置的温度计8
i,1
~8
i,n
进行:求出利用位于所述相同距离的位置的温度计8
i,1
~8
i,n
检测出的检测温度t
i,1
~t
i,n
的平均值t
i,ave
,取检测温度t
i,1
~t
i,n
中的每一个与平均值t
i,ave
的差值。
62.另外,作为求出灵敏度系数矢量的一种方法,可考虑使用主成分分析的方法,所述灵敏度系数矢量是影响系数矢量。作为其他方法,例如可考虑如下方法:实验性地求出整体
的温度由于液面的变动等而变化时的各个温度计8
1,1
~8
m,n
处的钢液2的温度的传递容易性。
63.另一方面,如图7所示,会导致漏钢的烧结等预兆发生时的温度计8
i,j1
及8
i,j2
的检测温度分布于从示出灵敏度系数矢量的方向的虚线(在图7所示的例子中为右斜45度的线)分离的位置。这是由于,在发生会导致漏钢的烧结的情况下,接近凝固壳10的破裂部11的位置的温度计8
i,j1
的检测温度t
i,j1
下降,稍后,位于温度计8
i,j1
的两旁的温度计8
i,j1 1
及温度计8
i,j1-1
的检测温度t
i,j1 1
及检测温度t
i,j1-1
下降。
64.根据以上的考察可知:能够根据温度计8
1,1
~8
m,n
的检测温度t
1,1
~t
m,n
从示出灵敏度系数矢量的方向的虚线偏离的程度,判定漏钢的发生。换句话说,可知:能够将以温度计8
1,1
~8
m,n
的检测温度t
1,1
~t
m,n
为成分的矢量即温度矢量中的、与灵敏度系数矢量正交的方向的成分作为偏离度算出,基于该偏离度判定漏钢的发生。
65.例如,在图6及图7中,算出以温度计8
i,j1
及温度计8
i,j2
的检测温度为成分的温度矢量中的、作为与灵敏度系数矢量正交的方向的成分的偏离度成分。然后,基于该算出的偏离度成分判定漏钢的发生。需要说明的是,在图6及图7中,灵敏度系数矢量的方向与正常时的温度分布的第一主成分的方向相同,与灵敏度系数矢量的方向正交的方向与正常时的温度分布的第二主成分的方向相同。
66.然而,当将检测温度t
1,1
~t
m,n
本身用于漏钢的预知时,在操作中变更向铸模5注入钢液2时的浇铸宽度,换句话说,变更从铸模5的下端拉拔的铸片6的宽度等非稳态时,有可能尽管没有发生会导致漏钢的预兆,却错误地预知(误检测)为发生漏钢。
67.图8(a)是示出从铸模5的下端拉拔的铸片6的宽度(浇铸宽度)较大的事例中的温度计8
m1,n1
~8
m1,n1 18
的检测温度t
m1,n1
~t
m1,n1 18
与执行了插值处理而得的温度t'
m1,n1
~t'
m1,n1 18
之间的关系的图。图8(b)是示出从铸模5的下端拉拔的铸片6的宽度(浇铸宽度)较窄的事例中的温度计8
m1,n1
~8
m1,n1 18
的检测温度t
m1,n1
~t
m1,n1 18
与执行了插值处理而得的温度t'
m1,n1
~t'
m1,n1 18
之间的关系的图。需要说明的是,在图8(a)及图8(b)中,温度计8
m1,n1
~8
m1,n1 18
配置于在浇铸方向a上距铸模5的上端相同距离的位置。另外,温度t'
m1,n1
~t'
m1,n1 18
是在根据铸片6的宽度进行等分割而成的计算单元12
m1,n1
~12
m1,n1 18
的中心点对温度计8
m1,n1
~8
m1,n1 18
的检测温度t
m1,n1
~t
m1,n1 18
执行插值处理而算出的铸模5的推定温度。需要说明的是,将在后面说明插值处理的方法。
68.在铸造中浇铸宽度变更并从图8(a)变化为图8(b)的状态的情况下,在着眼于温度计8
m1,n1
~8
m1,n1 18
的检测温度t
m1,n1
~t
m1,n1 18
的情况下,仅检测温度t
m1,n1 3
及检测温度t
m1,n1 15
的温度变化较大,其他检测温度未看到显著的温度变化。因此,在图8(a)及图8(b)中的每一个示出的事例中,当将检测温度t
m1,n1
~t
m1,n1 18
本身用于漏钢的预知时,有可能偏离灵敏度系数矢量而误检测为发生了会导致漏钢的预兆。
69.另一方面,在铸造中浇铸宽度变更并从图8(a)变化为图8(b)的状态的情况下,即使变更铸片6的尺寸也将计算单元12的个数(单元数)保持为一定并着眼于执行了插值处理而得的温度t'
m1,n1
~t'
m1,n1 18
时,温度t'
m1,n1
~t'
m1,n1 18
的温度变化较小。因此,在图8(a)及图8(b)中的每一个示出的事例中,通过将执行插值处理而得的温度t'
m1,n1
~t'
m1,n1 18
用于漏钢的预知,从而能够降低误检测为发生导致漏钢的预兆的风险。
70.另外,在图8(a)及图8(b)中,分别检测检测温度t
m1,n1 7
、检测温度t
m1,n1 11
、检测温
度t
m1,n1 12
及检测温度t
m1,n1 16
的温度计8
m1,n1 7
、温度计8
m1,n1 11
、温度计8
m1,n1 12
及温度计8
m1,n1 16
的温度检测不良。然后,在包含这样温度检测不良的温度计8的情况下,在将检测温度t
m1,n1
~t
m1,n1 18
本身用于漏钢的预知时,也有可能偏离灵敏度系数矢量并误检测为漏钢发生的预兆。另一方面,如果用执行插值处理而得的温度t'
m1,n1
~t'
m1,n1 18
,即使在包含温度检测不良的温度计8的情况下,通过在该温度检测不良的区间中,使用铸模5的推定温度,从而也能够降低误检测为发生导致漏钢的预兆的风险。
71.接着,说明插值处理的方法。图9是示出位于与铸模5的上端相距相同距离的位置的温度计8
i,1
~8
i,j
及计算单元12
i,1
~12
i,j
的位置关系的图。
72.如图9所示,计算单元12
i,1
~12
i,j
是对于在铸模5的长边冷却板5a上位于从铸模5的上端相距相同距离的位置处的温度计8
i,1
~8
i,j
,以一定的单元数将长边冷却板5a中的与铸片6的宽度相当的区间(在铸模5的宽度方向上由一对短边冷却板5b夹着的区间)进行等分割而成的单元。然后,对温度计8
i,1
~8
i,j
检测出的检测温度进行线性插补,算出计算单元12
i,1
~12
i,j
中的每一个的中心点的位置处的铸模5(长边冷却板5a)的推定温度。需要说明的是,用于插值处理的计算单元12的单元数在铅垂方向及水平方向上可以与温度计8的个数相同,也可以不同,但不取决于铸造中的浇铸宽度的变动而设为一定。
73.上述插值处理能够应用于使用主成分分析求出灵敏度系数矢量的情况及算出偏离度的情况。在该情况下,使用插值处理而得的温度代替实际的检测温度进行主成分分析。由于在变更铸片宽度的情况下也能够利用相同数量的温度矢量,所以能够也包含不同的宽度的数据来实施主成分分析。由此,无需按宽度求出不同的影响系数,能够也包含不同的铸片宽度的数据来确定影响系数矢量。然后,对于偏离度,也能够使用影响系数矢量计算,所述影响系数矢量是基于对检测温度进行插值处理得到的温度计算而成的。因此,能够基于统一的基准进行不同铸片宽度的漏钢预知。并且,在铸造中铸片宽度变更的情况下,也能够降低与发生导致漏钢的预兆相关的误检测的风险。
74.接着,说明漏钢预知的判定。图10(a)是示出发生烧结的事例中的偏离度的绝对值的时序变化的图。图10(b)是示出发生烧结的事例中的偏离度的时间变化率的时序变化的图。图11(a)是示出没有发生烧结的事例中的偏离度的绝对值的时序变化的图。图11(b)是示出没有发生烧结的事例中的偏离度的时间变化率的时序变化的图。
75.在图10(a)中,在操作中的某时间,偏离度的绝对值急剧上升。另一方面,在图11(a)中,在操作中,偏离度的绝对值恒常地较大。在基于从温度计8
1,1
~8
m,n
的检测温度插值处理而得的温度算出的灵敏度系数从根据铸模5的表面形状的变化等因素预先求出的值偏移的情况下,如图11(a)所示,即使没有发生烧结这样的异常,偏离度的绝对值也有可能恒常地变大。因此,如图10(a)及图11(a)所示,在对偏离度的绝对值设置单一的阈值x的情况下,难以判别有无发生作为会导致漏钢的预兆的烧结。
76.在此,作为会导致漏钢的预兆的烧结突然发生,凝固壳10的破裂部11向铸模5的下方及横向传播。因此,如图10(a)所示,发生烧结时的偏离度的绝对值在操作中的某时间急剧上升。因此,如图10(b)所示,偏离度的时间变化率急剧地增加。另一方面,如图11(a)所示,即使没有发生烧结这样的异常,在操作中偏离度的绝对值也恒常地较大的情况下,如图11(b)所示,偏离度的时间变化率不会急剧地增加。因此,如图10(b)及图11(b)所示,通过对于偏离度的时间变化率设置单一的阈值y,从而判别有无发生作为会导致漏钢的预兆的烧
结变得容易。
77.接着,说明偏离度的时间变化率超过阈值y的情况下的根据灵敏度系数矢量算出的偏离度的绝对值超过预先设定的阈值x时,判定超过该阈值x的计算单元12的相邻性的判定方法。
78.图12是示出执行插值处理的计算单元12为一层结构的情况下(计算单元12
1,1
~12
1,p
)的相邻性的判定方法的例子的图。即,在图12中,示出位于在浇铸方向a上距铸模5的上端相同距离的位置的计算单元12
1,1
~12
1,p
的横向的相邻性的判定方法的例子。需要说明的是,在图12所示的本例的相邻性的判定方法中,以偏离度的时间变化率超过阈值y的情况为前提。
79.在本例的相邻性的判定方法中,首先,对于计算单元12
1,1
~12
1,p
中的、如上所述偏离度的绝对值超过预先设定的阈值x的计算单元12,赋予1分作为第一分数即不同计算单元得分。另一方面,对于计算单元12
1,1
~12
1,p
中的、偏离度的绝对值不超过所述阈值x的计算单元12,赋予0分作为不同计算单元得分。然后,相对于该不同计算单元得分的矢量,将使不同计算单元得分向前一个计算单元12移位而得的矢量设为前方移位矢量,将使不同计算单元得分向后一个计算单元12移位而得的矢量确定为后方移位矢量。并且,将前方移位矢量及后方移位矢量的各要素相乘而得的矢量确定为相邻积矢量。当算出按这种方式确定的相邻积矢量时,在偏离度的绝对值超过所述阈值x的计算单元12相邻地存在三个的情况下,相邻的三个计算单元12的中央的计算单元12的得分成为1分,除此以外的计算单元12的得分成为0分,因此将该得分确定为第二分数。
80.使用图12所示的例子具体地说明,在图12中,首先,由于计算单元12
1,1
~12
1,p
中的计算单元12
1,3
、计算单元12
1,4
、计算单元12
1,5
的偏离度的绝对值超过设定的阈值x,所以向计算单元12
1,3
、计算单元12
1,4
、计算单元12
1,5
赋予1分作为不同计算单元得分(第一分数)。另一方面,对于其他的计算单元12
1,1
、计算单元12
1,2
及计算单元12
1,6
~12
1,p
,赋予0分作为不同计算单元得分(第一分数)。然后,将这些计算单元得分(第一分数)排列而成的矢量成为(0,0,1,1,1,0,
…
,0,0,0)。然后,前方移位矢量为(0,1,1,1,0,0,
…
,0,0,0),后方移位矢量为(0,0,0,1,1,1,
…
,0,0,0)。将前方移位矢量及后方移位矢量的各要素相乘而得的相邻积矢量成为(0,0,0,1,0,0,
…
,0,0,0)。因此,可知:在超过所述阈值x的计算单元12相邻地存在三个的情况下,超过所述阈值x的相邻的三个计算单元12
1,3
、计算单元12
1,4
、计算单元12
1,5
的中央的计算单元12
1,4
的得分(第二分数)成为1分,除此以外的计算单元12
1,1
~12
1,3
及计算单元12
1,5
~12
1,p
的得分(第二分数)成为0分。
81.因此,在使用图12说明的相邻性的判定方法中,如果相邻积矢量的任意的要素成为1,则能够判定发生了会导致漏钢的烧结等预兆。
82.需要说明的是,在图12中,将使不同计算单元得分向前一个计算单元12移位而得的矢量设为前方移位矢量,将使不同计算单元得分向后一个计算单元12移位而得的矢量设为后方移位矢量,求出相邻的三个计算单元12的相邻积矢量,但不限定于此。即,可以根据设定的计算单元12的单元数,将使不同计算单元得分向一个以上之前的计算单元12移位而得的矢量设为前方移位矢量,将使不同计算单元得分向一个以上之后的计算单元12移位而得的矢量设为后方移位矢量。需要说明的是,此时,为了求出后方移位矢量而使不同计算单元得分向后面的计算单元12移位的数量与为了求出前方移位矢量而使不同计算单元得分
向前面的计算单元12移位的数量相同。然后,可以将按这种方式求出的前方移位矢量及后方移位矢量的各要素相乘而成的矢量设为相邻积矢量。
83.例如,将使不同计算单元得分向前三个计算单元12移位而得的矢量设为前方移位矢量,将使不同计算单元得分向后三个计算单元12移位而得的矢量设为后方移位矢量。然后,将前方移位矢量及后方移位矢量的各要素相乘,算出相邻的7个计算单元12的相邻积矢量,求出第二分数,如果相邻积矢量的任意的要素成为1,则判定为发生了会导致漏钢的烧结等预兆。由此,由于能够以更高的精度判定发生了会导致漏钢的预兆,所以能够高精度地预知漏钢。
84.并且,用于进行插值处理的计算单元12在浇铸方向a上以两层以上构成的情况下,也能够扩展上述相邻性的判定方法。
85.图13是示出计算单元12在浇铸方向a(纵向)上以上层和下层这两层(计算单元12
1,1
~12
1,p
及计算单元12
2,1
~12
2,p
)配置,在上层的计算单元12
1,1
~12
1,p
中相邻3个获得得分,在下层的计算单元12
2,1
~12
2,p
中与上层的相邻3个中的1个对应的计算单元12
2,i
获得得分的情况下设为满足相邻性的条件的判定方法的图。
86.在本方法中,首先,对于上层的计算单元12
1,1
~12
1,p
,使用示出偏离度的绝对值是否超过阈值x的不同计算单元得分(第一分数),判定上层的计算单元12
1,1
~12
1,p
中的相邻性,算出上层相邻积矢量。
87.在图13中,是在上层的计算单元12
1,1
~12
1,p
中计算单元12
1,3
、计算单元12
1,4
、计算单元12
1,5
的偏离度的绝对值超过阈值x的情况下的例子,上层相邻积矢量为(0,0,0,1,0,0,
…
,0,0,0)。需要说明的是,关于求出上层相邻积矢量的方法,由于与使用图12说明的求出相邻积矢量的方法相同,所以在此省略详细的说明。
88.接着,关于下层的计算单元12
2,1
~12
2,p
,取不同计算单元得分矢量、前方移位矢量及后方移位矢量的各要素之和,如果任一个有得分,则将该计算单元12
2,1
~12
2,p
的得分设为1分。然后,将排列这些得分而成的矢量设为下层相邻和矢量。接着,将上层相邻积矢量与下层相邻和矢量的各要素相乘而成的矢量设为上下相邻积矢量。然后,最终,如果上下相邻积矢量的要素的某一个有1作为得分(第二分数),则判定为相邻性成立。
89.在图13所示的例子中,是下层的计算单元12
2,1
~12
2,p
中的计算单元12
2,3
的偏离度的绝对值超过阈值x的情况,下层相邻和矢量为(0,1,1,1,0,0,
…
,0,0,0)。然后,由于上下相邻积矢量为(0,0,0,1,0,0,
…
,0,0,0),有得1分作为第二分数的要素,所以能够判定为相邻性成立。
90.通过该相邻性的判定,能够判断在铸模5中发生烧结的位置。另外,通过增加浇铸方向a的温度计8的层数,从而在发生会导致漏钢的烧结的情况下,也能够根据相邻性的判定在浇铸方向a上传播的现象来掌握破裂部11在浇铸方向a上纵向传播的状况。
91.因此,在使用图13说明的相邻性的判定方法中,如果上下相邻积矢量的任意的要素成为1,则能够判定发生了会导致漏钢的烧结等预兆。
92.需要说明的是,在上述本实施方式的说明中,没有考虑计算单元12
1,1
~12
k,p
在铸模5中的配置位置,但通过在配置于铸模5的长边冷却板5a和短边冷却板5b及铸模5的正面侧和反面侧的温度计8
1,1
~8
m,n
处,分别独立地执行插值处理,按各面基于计算单元12
1,1
~12
k,p
的相邻状况来运算第二分数,从而能够实施更高精度的判别。另外,用于求出相邻积矢
量及相邻和矢量的相邻数量不限于3个,可以改变。
93.另外,连续铸造工艺中的铸模5内的漏钢的现象不仅是向横向的传播,也显现在从浇铸方向a的上游侧向下游侧(铸模5的上方到下方)的温度举动变化。即,一边重复如下现象一边凝固壳12的破裂部11向下方移动:由于某些原因铸模5与钢液2接触而发生烧结,凝固壳12由铸模5限制,进一步从铸模5的下部拉拔钢液2,所以在烧结的正下方产生的凝固壳12的破裂部11处,铸模5与钢液2接触而发生进一步的烧结。另外,通过对于上下两层的计算单元12取各层的相邻和矢量的逻辑积,从而判断上下的相邻性(相邻的位置的同一现象的发生状况)。因此,无需多个温度计8或多个计算单元12全部配置于在浇铸方向a上距铸模5的上端相同距离。
94.图14是利用本发明的实施方式的漏钢预知方法(本发明的方法)预知了漏钢的事例的时序检测数据的图表。需要说明的是,在图14中,时刻t1是利用本发明的实施方式的漏钢预知方法预知了漏钢的瞬间。另外,在图14中,时刻t2是利用以往的漏钢预知方法预知了漏钢的瞬间。需要说明的是,以往的漏钢预知方法是根据两层结构的温度计8中的上层的温度计8的检测温度低于下层的温度计8的检测温度一定时间而预知漏钢的方法。另外,在时刻t2,通过预知到漏钢,从而开始使浇铸速度下降到规定值的控制。
95.如图14所示,通过使用本发明的实施方式的漏钢预知方法,从而能够在比对于检测温度的时序数据求出温度变化量的以往的漏钢预知方法更快的时机预知漏钢。
96.另外,下述表1示出将本发明的实施方式的漏钢预知方法(本发明的方法)应用于过去的漏钢预知事例的情况下的结果。需要说明的是,在下述表1中,事例1及事例5是发生漏钢的事例,事例2~事例4是没有发生漏钢的事例。而且,在下述表1中,“正检测”是在发生漏钢的事例中正确地检测会导致漏钢的预兆的发生,进而正确地预知漏钢的发生的情况。另外,在下述表1中,“过检测”是在没有发生漏钢的事例中过度检测(误检测)会导致漏钢的预兆的发生,进而错误地预知漏钢的发生的情况。另外,在下述表1中,“未检测”是在没有发生漏钢的事例中未检测会导致漏钢的预兆的发生,进而没有预知漏钢的发生的情况。
97.[表1]
[0098] 以往的方法本发明的方法事例1正检测正检测事例2过检测未检测事例3过检测未检测事例4过检测未检测事例5正检测正检测
[0099]
从上述表1可知,根据本发明的实施方式的漏钢预知方法,对于发生漏钢的过去的事例,能够全部正确地检测会导致漏钢的预兆的发生并正确地预知漏钢的发生,且对于没有发生漏钢的过去的事例,完全没有发生在以往方法中发生的过检测(误检测)。
[0100]
产业上的可利用性
[0101]
本发明能够提供能够高精度地预知漏钢的漏钢预知方法、连续铸造机的操作方法及漏钢预知装置。
[0102]
附图标记的说明
[0103]
1 连续铸造机
[0104]
2 钢液
[0105]
3 中间包
[0106]
4 浸渍喷嘴
[0107]
5 铸模
[0108]
6 铸片
[0109]
7 铸片支承辊
[0110]
8 温度计
[0111]
10 凝固壳
[0112]
11 破裂部
[0113]
20 判定部
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。