一种铝电解槽打壳锤头自动焊接的plc控制系统
技术领域
1.本实用新型涉及铝电解槽打壳锤头焊接自动控制技术领域,具体涉及一种铝电解槽打壳锤头自动焊接的plc控制系统。
背景技术:
2.电解槽打壳锤头是铝电解槽打壳机构的重要部件,当电解槽通过模糊控制,需要间断性下料前,打壳锤头阶段性动作,打开需要加料的壳面,实现氧化铝粉及氟化盐精准通过打壳锤头打开的孔进入电解槽内部,从而实现电解槽各化学反应,产出液态铝。由于电解槽打壳锤头频繁性打壳动作,长时间处于高温、强俯视的环境下,导致打壳锤头磨损、变形损坏,严重影响电解槽的正常生产。
3.普通材质的电解槽打壳锤头3-4个月的使用寿命,不仅增加了大量的成本和工作量,影响原铝质量,而且因普通钢材易粘附电解质的特性,直接影响电解槽稳定运行。特种合金钢打壳锤头抗腐蚀、耐高温,长寿命长,电解质湿润性好,不粘电解质,减少更换频率,降低劳动强度,高性价比,降低使用成本,降低原铝质量影响。但无论普通材质打壳锤头还是特种合金钢打壳锤头,经常需要打壳锤头修复工作。修复时需要将打壳锤头从长管上切掉,在剩下的长管上焊接新锤头。
4.为了保证电解槽正常生产,节省费用,通过人工操作交流焊机,对损坏的电解槽打壳锤头进行焊接修复,这种方法一面焊接成型后手动翻转至另一面,遇到大件时需要多人操作,耗时费力,危险性大,易发生人员不安全事故,工作效率低,自动化程度底,二次起焊位置极易造成焊接不连续、虚焊、过焊等情况。
技术实现要素:
5.针对现有技术的不足,本实用新型的目的是提供一种铝电解槽打壳锤头自动焊接的plc控制系统。
6.为实现上述目的,本实用新型提供如下技术方案:
7.一种铝电解槽打壳锤头自动焊接的plc控制系统,包括电气控制箱和plc控制模块组成,所述的plc控制模块设置在电气控制箱内,所述电气控制箱外接电源;
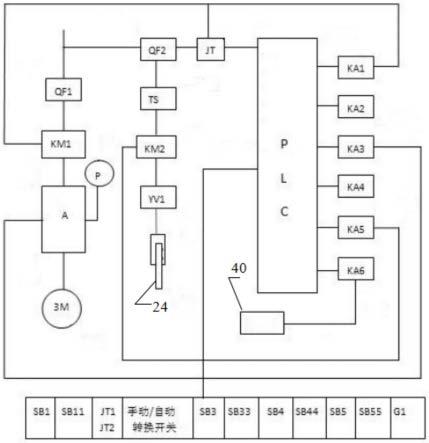
8.所述的plc控制模块由三相断路器qf1、交流接触器km1、变频器a、电机3m、两相断路器qf2、变压电源模块ts、交流接触器km2、电磁阀yv1、急停开关jt、plc模块、中间继电器ka1、中间继电器ka2、中间继电器ka3、中间继电器ka3、中间继电器ka4、中间继电器ka5、中间继电器ka6及开关信号按钮组成;所述三相断路器qf1输入端接入三相电源,输出端与交流接触器km1的三组常开触点一端连接,所述交流接触器km1的三组常开触点另一端与所述变频器a的输入电源u1、v1、w1端连接,所述变频器a的输出端u2、v2、w2分别与电机3m的三个电源端子连接,所述变频器a上还连接有滑动变阻器p;所述两相断路器qf2的输入端接两相220v电源,所述两相断路器qf2的输出端接入变压电源模块ts,所述变压电源模块ts的输出端接交流接触器km2的两组常开触点,所述交流接触器km2的另一端接电磁阀yv1,所述电磁
阀yv1的本体气源通过气管与气缸24连接;所述急停开关jt为两个常闭触点串联的本地急停开关jt1和远程急停开关jt2,串联后经输入端接入电源l端,另一端接入plc模块;所述开关信号按钮的输入端经电源l输入端后,串入常开点,进入plc模块的输入端;所述plc模块的各输出端分别接入中间继电器ka1、中间继电器ka2、中间继电器ka3、中间继电器ka3、中间继电器ka4、中间继电器ka5、中间继电器ka6线圈;所述中间继电器ka1、中间继电器ka2、中间继电器ka3、中间继电器ka3、中间继电器ka4、中间继电器ka5及中间继电器ka6线圈另一端分别并联电源n端;所述中间继电器ka1的输出端与交流接触器km1的第三端连接;所述中间继电器ka3的输出端与变频器a的输入电源u1、v1、w1端连接;所述中间继电器ka5的输出端与交流接触器km2的线圈连接;所述中间继电器ka6的输出端与焊枪40连接。
9.进一步的,所述关信号按钮包括本地变频器电按钮sb1、远程变频器电按钮sb11、本地急停开关按钮jt1、远程急停开关按钮jt2、手动/自动转换开关、自动焊接本地启动按钮sb3、自动焊接远程启动脚踏开关sb33、本地手动启动按钮sb4、远程手动启动脚踏开关sb44、气缸伸出本地启动按钮sb5、气缸伸出远程启动按钮sb55、计数器g1。
10.进一步的,所述电磁阀yv1线圈和变压电源模块ts均为dc24v电压,通过变压电源模块ts输出端,经过串联交流接触器km2两组常开触点,由中间继电器ka5控制交流接触器km2线圈,实现yv1电磁阀动作。
11.进一步的,所述的气缸24介质气源,由外部气源常供。
12.与现有技术对比,本实用新型具备以下有益效果:
13.本实用新型的系统采用plc程序及变频器融合控制,使打壳锤头焊接实现自动旋转、自动焊接,自动化程度高,操作简单,工作效率高;设计精巧、结构合理;使用性高、可靠性高、安全性高;适用范围广、推广价值高。利用了现有的资源,节约了成本,降低了检修人员的工作量和劳动强度,提高了工作效率,保证了人员及设备安全。
附图说明
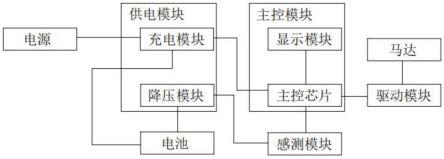
14.图1为本实用新型系统的整体连接图;
15.图2为本实用新型系统的主回路连接图;
16.图3为本实用新型系统的控制回路连接图;
17.图4为本实用新型系统的plc的i.o节点配置图;
18.图5为本实用新型系统plc程序控制模块0000-0002段梯形图;
19.图6为本实用新型系统plc程序控制模块0003-0004段梯形图;
20.图7为本实用新型系统plc程序控制模块0005-0008段梯形图;
21.图8为本实用新型系统plc程序控制模块0009-0012段梯形图;
22.图9为本实用新型系统plc程序控制模块0013-0017段梯形图。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.本实用新型的描述中,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
25.实施例1
26.请参阅附图1-4,本实用新型的一种铝电解槽打壳锤头自动焊接的plc控制系统,包括电气控制箱和plc控制模块组成,plc控制模块设置在电气控制箱内,电气控制箱外接电源;plc控制模块由三相断路器qf1、交流接触器km1、变频器a、电机3m、两相断路器qf2、变压电源模块ts、交流接触器km2、电磁阀yv1、急停开关jt、plc模块、中间继电器ka1、中间继电器ka2、中间继电器ka3、中间继电器ka3、中间继电器ka4、中间继电器ka5、中间继电器ka6及开关信号按钮组成;三相断路器qf1输入端接入三相电源,输出端与交流接触器km1的三组常开触点一端连接,交流接触器km1的三组常开触点另一端与变频器a的输入电源u1、v1、w1端连接,变频器a的输出端u2、v2、w2分别与电机3m的三个电源端子连接,变频器a上还连接有滑动变阻器p;两相断路器qf2的输入端接两相220v电源,所述两相断路器qf2的输出端接入变压电源模块ts,变压电源模块ts的输出端接交流接触器km2的两组常开触点,交流接触器km2的另一端接电磁阀yv1,电磁阀yv1的本体气源通过气管与气缸24连接;急停开关jt为两个常闭触点串联的本地急停开关jt1和远程急停开关jt2,串联后经输入端接入电源l端,另一端接入plc模块;开关信号按钮的输入端经电源l输入端后,串入常开点,进入plc模块的输入端;plc模块的各输出端分别接入中间继电器ka1、中间继电器ka2、中间继电器ka3、中间继电器ka3、中间继电器ka4、中间继电器ka5、中间继电器ka6线圈;中间继电器ka1、中间继电器ka2、中间继电器ka3、中间继电器ka3、中间继电器ka4、中间继电器ka5及中间继电器ka6线圈另一端分别并联电源n端;中间继电器ka1的输出端与交流接触器km1的第三端连接;中间继电器ka3的输出端与变频器a的输入电源u1、v1、w1端连接;中间继电器ka5的输出端与交流接触器km2的线圈连接;中间继电器ka6的输出端与焊枪40连接。
27.优化的,关信号按钮包括本地变频器电按钮sb1、远程变频器电按钮sb11、本地急停开关按钮jt1、远程急停开关按钮jt2、手动/自动转换开关、自动焊接本地启动按钮sb3、自动焊接远程启动脚踏开关sb33、本地手动启动按钮sb4、远程手动启动脚踏开关sb44、气缸伸出本地启动按钮sb5、气缸伸出远程启动按钮sb55、计数器g1。
28.优化的,电磁阀yv1线圈和变压电源模块ts均为dc24v电压,通过变压电源模块ts输出端,经过串联交流接触器km2两组常开触点,由中间继电器ka5控制交流接触器km2线圈,实现yv1电磁阀动作。
29.优化的,气缸24介质气源,由外部气源常供。
30.实施例2
31.基于实施例1,如附图1-9,本实用新型系统具体工作时:合上qf1、qf2断路器,本地急停开关jt1和远程急停开关jt2常闭点接通plc模块输入端(i:1/1)无信号时,按下本地变频器电按钮sb1或远程变频器电按钮sb11,给plc模块输入端(i:1/0或i:1/10)一个信号,中间继电器ka1线圈得电,交流接触器km1接触器吸和,变频器a得电,通过滑动变阻器p,给定变频器匹配转速,通过手动/自动转换开关常开点给plc模块输入端(i:1/8)一个信号,按下本地手动启动按钮sb4或远程手动启动脚踏开关sb44,给plc模块输入端(i:1/4或i:1/5)一
个信号,plc模块输出端(o:3/3)输出,中间继电器ka4吸合,给变频器a发出旋转指令,变频器a输出,电机3m带动旋转轴旋转,可人工控制焊枪进行焊接作业,或是通过手动/自动转换开关常开点给plc模块输入端(i:1/9)一个信号,按下自动焊接本地启动按钮sb3或自动焊接远程启动脚踏开关sb33,给plc模块输入端(i:1/2或i:1/3)一个信号,plc模块输出端(o:3/2)点输出,中间继电器ka3吸合,给变频器a发出旋转指令,变频器a输出,电机3m带动旋转轴旋转,3秒后焊枪40自动打火焊接,此时计数器g1开始计数,待计数到设定值时(焊接完毕),给plc模块输入端(i:1/11)一个信号,plc模块输出端(o:3/2)不输出,中间继电器ka3吸合断开,变频器a不输出,电机3m停止转动,3秒后plc模块输出端(o:3/4)输出,中间继电器ka5吸合,交流接触器km2吸合,电磁阀yv1得电,气缸24动作,翻转轴将焊接好的打壳锤头推动至放置下料平台处,自动旋转、自动焊接流程结束。若再次进行打壳锤头焊接,在自动焊接选择状态下,只需按下自动焊接本地启动按钮sb3或自动焊接远程启动脚踏开关sb33,可实现往复自动焊接。
32.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。