1.本实用新型涉及包装盒生产设备技术领域,尤其是指一种盒子组装机。
背景技术:
2.盒子由两个盒体对合而成,比如:天地盒包括天盖和地盒,天盖盖合在地盒上。当盒子为连体式揭盖盒子时,两个盒体的一侧壁经由连接片连接在一起。在生产连体式揭盖盒子时,需要将一盒体的连接片辊压贴合在另一盒体的侧壁上,实现两个盒体的连接,以形成连体式揭盖盒子。
3.为了提高生产连体式揭盖盒子的效率,一般是通过盒子组装设备实现两个盒体的组装。比如:申请号为:202111524337.9的专利文件公开了一种天地盒组合设备,其通过先将天盖输送至组合机构处,通过第一吸附单元上的真空吸板吸附第二传送带上的地盖至放料板上,再通过第二吸附单元上的真空吸板吸附放料板上的地盖至组合机构处的天盖上,最后通过辊轮滚压,以将天盖外侧连接面的贴纸粘贴于地盖的外侧连接面上;申请号为:202110611465.0的专利文件公开了一种天地盒型上下盒包装系统,其通过吸盘吸住下盒并将下盒盖在上盒上,再通过压辊加工连接片压合在下盒的侧面;申请号为:201920714095.1的专利文件公开了一种盒盖组装机,其取料机械手将天盖放置在地盖上以完成组装。上述专利文件均是直接通过机械手将一盒体直接盖合在另一盒体上,再通过辊轮将一盒体辊压贴合在另一盒体的侧壁上,上述组装盒子的方式至少存在以下缺陷:1)、两个盒体的对位困难;2)、难以保证两个盒体对位的精度,从而难以保证生产出来的盒子的质量;3)、在辊轮辊压时,盒体容易发生变形,特别是壁厚较薄的盒体,甚至无法对壁厚较薄的盒子进行组装;4)、辊轮无法向盒体施加较大的辊压力,使得一盒体的连接片无法牢固地贴合在另一盒体的侧壁上,无法保证辊压质量,容易产生次品。
4.因此,缺陷十分明显,亟需提供一种解决方案。
技术实现要素:
5.为了解决上述技术问题,本实用新型的目的在于提供一种盒子组装机。
6.为了实现上述目的,本实用新型采用如下技术方案:
7.一种盒子组装机,其包括;
8.第一盒体输送装置,用于输送具有连接片的第一盒体;
9.模具取放装置,用于将支撑模具放置在第一盒体输送装置所输送的第一盒体内;
10.第二盒体供应装置,位于第一盒体输送装置的一侧并用于供应第二盒体;
11.组装装置,用于将第二盒体供应装置所供应的第二盒体盖合在支撑模具的顶部,以使第二盒体与第一盒体盖合在一起;
12.辊压贴合装置,用于将第一盒体的连接片辊压贴合在第二盒体的侧壁上。
13.进一步地,第二盒体供应装置的输出端、组装装置和辊压贴合装置对应设置。
14.进一步地,盒子组装机还包括架设于第一盒体输送装置的翻盖装置,翻盖装置位
于辊压贴合装置远离模具取放装置的一侧,翻盖装置用于对组装后的第二盒体翻盖,以使得第二盒体相对第一盒体打开。
15.进一步地,盒子组装机还包括架设于第一盒体输送装置的压紧机构,压紧机构位于辊压贴合装置与翻盖装置之间,压紧机构用于将第一盒体的连接片压紧贴合在第二盒体的侧壁上。
16.进一步地,盒子组装机还包括架设于第一盒体输送装置的模具落料机构,模具落料机构位于翻盖装置远离辊压贴合装置的一侧,模具落料机构用于将支撑模具从翻盖后的第一盒体内取出。
17.进一步地,盒子组装机还包括架设于第一盒体输送装置的下料装置,下料装置位于模具落料机构远离翻盖装置的一侧,下料装置用于将打开并取走支撑模具后的第一盒体和第二盒体下料。
18.进一步地,盒子组装机还包括位于第一盒体输送装置的另一侧的模具输送机构,第一盒体输送装置的输送方向与模具输送机构的输送方向相反,模具取放装置和下料装置分别位于模具输送机构的两端,模具输送机构用于输送支撑模具。
19.进一步地,盒子组装机还包括活动设置于第一盒体输送装置的进料端的第一盒体上料机构,第一盒体上料机构用于将具有连接片的第一盒体上料至第一盒体输送装置上。
20.进一步地,第二盒体供应装置包括用于输送第二盒体的第二盒体输送机构、设置于第二盒体输送机构的出料端的第二盒体定位机构及活动设置于第二盒体输送机构的进料端的第二盒体上料机构,第二盒体上料机构用于将第二盒体上料至第二盒体输送机构,第二盒体定位机构用于对第二盒体输送机构所输送的第二盒体进行定位,组装装置与第二盒体定位机构对应设置。
21.进一步地,翻盖装置包括翻盖机架、装设于翻盖机架的翻盖位置调节机构、装设于翻盖位置调节机构的调节端的翻盖升降驱动机构、装设于翻盖升降驱动机构的升降端的翻盖座、分别设置于翻盖座的两端的两个翻盖驱动机构及分别装设于两个翻盖驱动机构的翻盖端的两个吸盖机构,翻盖座设置有翻盖空间,两个吸盖机构位于翻盖空间内并相对设置。
22.本实用新型的有益效果:在实际应用中,第一盒体输送装置对具有连接片的第一盒体沿着盒子组装工艺的方向进行输送,当第一盒体移动至模具取放装置的下方时,模具取放装置将支撑模具放置在第一盒体的内腔内,支撑模具与第一盒体凹凸适配,支撑模具的顶部突伸至第一盒体的口端外,当承载有支撑模具的第一盒体移动至组装装置处,且第二盒体供应装置将第二盒体供应至组装装置处时,组装装置拾取第二盒体并将第二盒体盖合在支撑模具的顶部,使得第二盒体与第一盒体正好盖合在一起,且第一盒体的连接片位于第二盒体的一侧壁外,以实现盒子的盖合,当盖合后的盒子位于辊压贴合装置处时,辊压贴合装置将带有胶水的连接片自下往上辊压或来回辊压在第二盒体的侧壁上,使得第一盒体的连接片贴合在第二盒体的侧壁上,以实现盒子的组装。本实用新型采用支撑模具对第一盒体和第二盒体的内腔进行支撑,以辅助第一盒体与第二盒体的组装,使得第二盒体与第一盒体盖合对位便捷,不容易移位,对位的精度高、稳定性好,提高了盒子组装的效率和质量,且在辊压贴合时第一盒体和第二盒体不会变形,能够施加更大的辊压贴合力,使得连接片与第二盒体的连接更加牢固,进一步提高了第一盒体和第二盒体组装后的质量。本实用新型特别适用于对壁厚薄的盒子进行组装。
附图说明
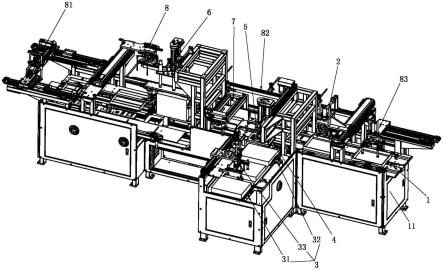
23.图1为本实用新型的立体结构示意图。
24.图2为本实用新型的翻盖装置和处于闭合状态的盒子的立体结构示意图。
25.图3为本实用新型的翻盖装置的局部结构和处于半打开状态的盒子的立体结构示意图。
26.图4为本实用新型的第一盒体输送装置隐藏送盒机架、托盒板和往复移动机构后的立体结构示意图。
27.图5为本实用新型的第一盒体输送装置和第一盒体的立体结构示意图。
28.图6为本实用新型的压紧机构的立体结构示意图。
29.图7为本实用新型的辊压贴合装置的立体结构示意图。
30.附图标记说明:
31.1、第一盒体输送装置;11、送盒机架;12、托盒板;121、输送通道;13、输送座;14、第一导杆;15、第二导杆;16、往复移动机构;161、齿条;162、齿轮;163、转动驱动器;17、升降座;171、固定座;172、双螺纹丝杆;173、蜗杆;174、正螺纹套;175、反螺纹套;176、手柄;18、送盒升降驱动机构;181、升降杆;182、升降驱动器;183、摆臂;19、第一夹盒板;191、第二夹盒板;10、滑动驱动机构;101、锁紧块;102、夹盒气缸;2、模具取放装置;3、第二盒体供应装置;31、第二盒体输送机构;32、第二盒体定位机构;33、第二盒体上料机构;4、组装装置;5、辊压贴合装置;51、辊压座;52、辊压调节模组;53、辊压升降驱动机构;54、辊压架;55、辊轴;6、翻盖装置;60、翻盖空间;61、翻盖机架;62、翻盖位置调节机构;63、翻盖升降驱动机构;64、翻盖座;65、翻盖驱动机构;651、支撑臂;652、旋转驱动器;653、翻盖臂;654、调节件;655、导槽;66、吸盖机构;661、伸缩驱动器;662、吸嘴;67、调距机构;7、压紧机构;71、压紧架;72、压紧调节模组;73、压紧气缸;74、压紧板;75、压紧升降气缸;8、模具落料机构;81、下料装置;82、模具输送机构;83、第一盒体上料机构。
具体实施方式
32.为了便于本领域技术人员的理解,下面结合实施例与附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
33.如图1至图7所示,本实用新型提供的一种盒子组装机,其包括;
34.第一盒体输送装置1,用于输送具有连接片的第一盒体,连接片上具有胶水,过胶后的连接片会稍微向外弯曲;当第二盒体盖合在第一盒体后,连接片位于第二盒体的一侧壁外;
35.模具取放装置2,用于将支撑模具放置在第一盒体输送装置1所输送的第一盒体内,模具取放装置2可以采用夹持机械手;
36.第二盒体供应装置3,位于第一盒体输送装置1的一侧并用于供应第二盒体;
37.组装装置4,用于将第二盒体供应装置3所供应的第二盒体盖合在支撑模具的顶部,以使第二盒体与第一盒体盖合在一起;组装装置4可以采用吸盘机械手;
38.辊压贴合装置5,用于将第一盒体的连接片辊压贴合在第二盒体的侧壁上;
39.具体地,模具取放装置2和组装装置4沿着第一盒体输送装置1的输送方向依次架设于第一盒体输送装置1的上方,辊压贴合装置5设置于第一盒体输送装置1的一侧,第二盒
体供应装置3与第一盒体输送装置1夹角或平行设置,优选地,第二盒体供应装置3与第一盒体输送装置1垂直,第二盒体供应装置3的输出端靠近第一盒体输送装置1设置并位于组装装置4的下方,第一盒体的开口朝上设置,第二盒体的开口朝下设置。
40.在实际应用中,第一盒体输送装置1对具有连接片的第一盒体沿着盒子组装工艺的方向进行输送,当第一盒体移动至模具取放装置2的下方时,模具取放装置2将支撑模具放置在第一盒体的内腔内,支撑模具与第一盒体凹凸适配,支撑模具的顶部突伸至第一盒体的口端外,当承载有支撑模具的第一盒体移动至组装装置4处,且第二盒体供应装置3将第二盒体供应至组装装置4处时,组装装置4拾取第二盒体并将第二盒体盖合在支撑模具的顶部,使得第二盒体与第一盒体正好盖合在一起,且第一盒体的连接片位于第二盒体的一侧壁外,以实现盒子的盖合,当盖合后的盒子位于辊压贴合装置5处时,辊压贴合装置5将带有胶水的连接片自下往上辊压或来回辊压在第二盒体的侧壁上,使得第一盒体的连接片贴合在第二盒体的侧壁上,以实现盒子(比如:天地盒等)的组装。本实用新型采用支撑模具对第一盒体和第二盒体的内腔进行支撑,以辅助第一盒体与第二盒体的组装,使得第二盒体与第一盒体盖合对位便捷,不容易移位,对位的精度高、稳定性好,提高了盒子组装的效率和质量,且在辊压贴合时第一盒体和第二盒体不会变形,能够施加更大的辊压贴合力,使得连接片与第二盒体的连接更加牢固,进一步提高了第一盒体和第二盒体组装后的质量。本实用新型特别适用于对壁厚薄的盒子进行组装。
41.本实施例中,第二盒体供应装置3的输出端、组装装置4和辊压贴合装置5对应设置。该结构设置,使得组装装置4和辊压贴合装置5位于同一工位处,在组装装置4将第二盒体盖合在支撑模具的顶部,使得第二盒体与第一盒体盖合后,辊压贴合装置5将有胶水的连接片自下往上辊压或来回辊压在第二盒体的侧壁上,使得第一盒体的连接片贴合在第二盒体的侧壁上,与此同时,组装装置4持续抵触盖合后的第二盒体,甚至向该第二盒体施加一定的下压力,使得第二盒体稳定且准确地与第一盒体盖合,避免在辊压贴合的过程中第二盒体向上移位,保证了第一盒体与第二盒体组装后的质量。
42.本实施例中,盒子组装机还包括架设于第一盒体输送装置1的翻盖装置6,翻盖装置6位于辊压贴合装置5远离模具取放装置2的一侧,翻盖装置6用于对组装后的第二盒体翻盖,以使得第二盒体相对第一盒体打开。
43.在实际应用中,当第一盒体与第二盒体组装在一起以形成闭合状态的盒子后,第一盒体输送装置1将闭合状态的盒子输送至翻盖装置6处,翻盖装置6将第二盒体翻盖,以使得第二盒体相对第一盒体打开,使得支撑模具显露出来,以便于将支撑模具取走,也便于对处于打开状态的取走支撑模具后的盒子进行下料。
44.具体地,盒子组装机还包括位于第一盒体输送装置1的一侧的承托机构或辅助输送机构,承托机构用于承托翻盖后的第二盒体,辅助输送机构用于承托和输送翻盖后的第二盒体,辅助输送机构与第一盒体输送装置1同步输送。通过承托机构或辅助输送机构对翻盖后的第二盒体进行承托或/和输送,以提高对处于打开状态的盒子进行输送的稳定性。
45.本实施例中,盒子组装机还包括架设于第一盒体输送装置1的压紧机构7,压紧机构7位于辊压贴合装置5与翻盖装置6之间,压紧机构7用于将第一盒体的连接片压紧贴合在第二盒体的侧壁上。在连接片辊压贴合在第二盒体的侧壁后,第一盒体输送装置1将处于闭合状态的盒子输送至压紧机构7处,压紧机构7采用夹持的方式向处于闭合状态的盒子的两
侧壁施加一定的压力,该两侧壁中有一侧壁为连接片贴合在第二盒体的侧壁上,使得连接片能够更加紧密且牢固地贴合在第二盒体的侧壁上,提高了第一盒体与第二盒体的质量。
46.具体地,压紧机构7包括压紧架71、装设于压紧架71的压紧调节模组72、分别与压紧调节模组72的两个调节端连接的两个压紧气缸73及分别与两个压紧气缸73的活塞杆连接的两个压紧板74,两个压紧板74相对设置,压紧调节模组72用于驱动两个压紧气缸73彼此靠近或远离,以调节两个压紧气缸73之间的距离,以满足对不同规格的盒子进行压紧,接着压紧气缸73的活塞杆伸展,使得两个压紧板74彼此靠近,直至两个压紧板74向盒子的两侧壁施加一定的压力,使得连接片牢固地贴合在第二盒体的侧壁上。优选地,压紧气缸73经由压紧升降气缸75与压紧调节模组72的调节端连接,通过压紧升降气缸75驱动压紧气缸73和压紧板74升降,以调节压紧板74的高度位置,以满足对不同规格的盒子进行压紧;压紧调节模组72可以由电机、双向丝杆和两个螺纹套组成,两个压紧升降气缸75分别与两个螺纹套连接,两个螺纹套与压紧架71滑动连接。
47.本实施例中,盒子组装机还包括架设于第一盒体输送装置1的模具落料机构8,模具落料机构8可以与模具取放装置2采用相同结构,以提高模具落料机构8和模具取放装置2的替换性,降低机器的生产和维护的成本;模具落料机构8位于翻盖装置6远离辊压贴合装置5的一侧,模具落料机构8用于将支撑模具从翻盖后的第一盒体内取出。
48.在实际应用中,翻盖机构将第二盒体翻盖以使得第二盒体与第一盒体相对打开,盒子处于打开状态,支撑模具的顶部显露在外,当打开的盒子被第一盒体输送装置1输送至模具落料机构8处时,模具落料机构8拾取支撑模具并将支撑模具从第一盒体内取走,以实现支撑模具的自动化落料,自动化程度高,降低了生产的劳动强度和人工成本,提高了生产的效率。
49.本实施例中,盒子组装机还包括架设于第一盒体输送装置1的下料装置81,下料装置81位于模具落料机构8远离翻盖装置6的一侧,下料装置81用于将打开并取走支撑模具后的第一盒体和第二盒体下料;优选地,下料装置81可以采用吸盘机械手或夹持机械手。
50.在实际应用中,在打开的盒子被取走支撑模具并被第一盒体输送装置1输送至下料装置81处时,下料装置81拾取第一盒体和第二盒体(打开的盒子),并将第一盒体和第二盒体放置在合适的下料位置,以实现盒子的自动化下料。
51.本实施例中,盒子组装机还包括支撑模具和位于第一盒体输送装置1的另一侧的模具输送机构82,第一盒体输送装置1的输送方向与模具输送机构82的输送方向相反,模具取放装置2和下料装置81分别位于模具输送机构82的两端,模具输送机构82用于输送支撑模具。
52.在实际应用中,在模具落料机构8将支撑模具从第一盒体内取走后,模具落料机构8将支撑模具放置在模具输送机构82的进料端,模具输送机构82将支撑模具输送至模具取放装置2(模具输送机构82的出料端)处,便于模具取放装置2将支撑模具放置在第一盒体输送装置1所输送的第一盒体内,实现了支撑模具的回流,使得支撑模具循环使用,从而实现支撑模具的自动化供应,进一步提高了生产盒子的效率,进一步降低了生产的劳动强度和人工成本。
53.具体地,支撑模具的数量为多个;优选地,支撑模具的数量为五至八个。多个支撑模具循环使用,使得机器的所有工位能够同时工作,缩短了等待的时间及生产周期,提高了
生产的效率。
54.本实施例中,盒子组装机还包括活动设置于第一盒体输送装置1的进料端的第一盒体上料机构83,第一盒体上料机构83用于将具有连接片的第一盒体上料至第一盒体输送装置1上;具体地,第一盒体上料机构83可以采用吸盘机械手。
55.在实际应用中,第一盒体在外部盒体成型设备中加工成型后,第一盒体上料机构83将第一盒体拾取至第一盒体输送装置1上,以实现自动化供应第一盒体。
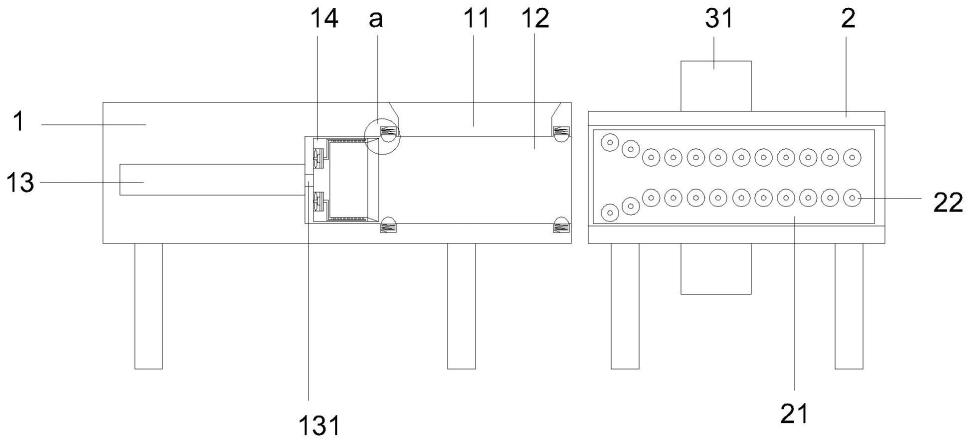
56.本实施例中,第二盒体供应装置3包括用于输送第二盒体的第二盒体输送机构31、设置于第二盒体输送机构31的出料端的第二盒体定位机构32及活动设置于第二盒体输送机构31的进料端的第二盒体上料机构33,第二盒体上料机构33用于将第二盒体上料至第二盒体输送机构31,第二盒体定位机构32用于对第二盒体输送机构31所输送的第二盒体进行定位,组装装置4与第二盒体定位机构32对应设置;第二盒体上料机构33可以采用吸盘机械手,第二盒体输送机构31可以采用间歇式推料的方式实现对第二盒体进行输送,第二盒体定位机构32可以采用现有的定位装置,在此不再赘述。
57.在实际应用中,第二盒体在外部盒体成型设备中加工成型后,第二盒体上料机构33将第二盒体拾取至第二盒体输送机构31上,第二盒体输送机构31对第二盒体进行输送,当第二盒体位于第二盒体定位机构32处时,第二盒体定位机构32对第二盒体进行定位,以保证第二盒体的位置精度和稳定性,不但提高了组装装置4拾取第二盒体的精度,还提高了第二盒体盖合在第一盒体上的准确性。
58.本实施例中,翻盖装置6包括翻盖机架61、装设于翻盖机架61的翻盖位置调节机构62、装设于翻盖位置调节机构62的调节端的翻盖升降驱动机构63、装设于翻盖升降驱动机构63的升降端的翻盖座64、分别设置于翻盖座64的两端的两个翻盖驱动机构65及分别装设于两个翻盖驱动机构65的翻盖端的两个吸盖机构66,翻盖座64设置有翻盖空间60,两个吸盖机构66位于翻盖空间60内并相对设置。
59.在实际应用中,第一盒体输送装置1将闭合的盒子输送至翻盖装置6处,翻盖升降驱动机构63驱动翻盖座64连带翻盖驱动机构65和两个吸盖机构66下降,使得闭合的盒子位于翻盖空间60内,翻盖空间60为盒子的第二盒体提供翻转空间,接着,翻盖升降驱动机构63驱动翻盖座64连带两个翻盖驱动机构65和两个吸盖机构66下降,使得两个吸盖机构66分别与盒子的第二盒体两侧壁对应,两个吸盖机构66分别吸住盒子的第二盒体两侧壁,然后翻盖驱动机构65驱动两个吸盖机构66连带盒子的第二盒体翻转一定的角度(比如:翻转180
°
等),两个吸盖机构66分别吸住第二盒体的两侧壁并带动第二盒体同步翻转,直至盒子的第二盒体打开,承托机构或辅助输送机构或者可以通过第一盒体输送装置1对第二盒体进行承托,也可以通过承托机构或辅助输送机构对第二盒体进行承托,两个吸盖机构66释放第二盒体,翻盖升降驱动机构63驱动翻盖座64连带翻盖驱动机构65和两个吸盖机构66上升,以便于对下一个盒子进行翻盖。根据不同宽度尺寸的盒子,通过翻盖位置调节机构62调节翻盖升降驱动机构63连带翻盖座64、两个翻盖驱动机构65和两个吸盖机构66的位置,以满足对不同宽度尺寸的盒子进行翻盖。翻盖装置6的结构简单,便于对盒子进行翻盖,翻盖稳定、高效,且能够根据盒子的位置调整翻盖位置,以对不同宽度尺寸或位置的盒子进行翻盖,适用性好,实用性强。
60.具体地,吸盖机构66包括装设于翻盖驱动机构65的翻盖端的伸缩驱动器661及装
设于伸缩驱动器661的伸缩端的吸嘴662,吸嘴662的吸附面突伸至翻盖空间60内;具体地,伸缩驱动器661可以采用螺纹型气缸。在实际应用中,当处于关闭的盒子位于翻盖空间60内时,伸缩驱动器661的伸缩杆伸展,使得吸嘴662的吸附面与第二盒体的侧壁接触并吸住第二盒体的侧壁,两个吸嘴662夹紧和吸住第二盒体的两侧壁,以有利于稳定且高效地翻盖。
61.具体地,翻盖座64装设有调距机构67,调距机构67用于调节两个翻盖驱动机构65之间的间距;优选地,调距机构67可以与压紧调节模组72的结构相同。在实际应用中,根据不同长度尺寸的盒子,调距机构67驱动两个翻盖驱动机构65彼此靠近或远离移动,以调节两个翻盖驱动机构65之间的距离,从而调节两个吸盖机构66之间的距离,以满足对不同长度尺寸的盒子的第二盒体进行翻转。
62.具体地,翻盖驱动机构65包括与调距机构67的一调距端连接的支撑臂651、装设于支撑臂651的旋转驱动器652及与旋转驱动器652的旋转端固定连接的翻盖臂653,吸盖机构66装设于翻盖臂653;具体地,旋转驱动器652可以采用旋转气缸或电机,翻盖座64和两个翻盖驱动机构65的支撑臂651围设成翻盖空间60。在实际应用中,当吸盖机构66吸住第二盒体的侧壁后,旋转驱动器652驱动翻盖臂653连带吸盖机构66和第二盒体翻转一定的角度,直至完成翻盖动作。该结构简单,动作灵敏、简洁,翻盖效率高。
63.具体地,翻盖臂653经由锁固件可拆卸地连接有调节件654,吸盖机构66装设于调节件654。在实际应用中,根据不同宽度尺寸的盒子,通过调整调节件654在翻盖臂653上的位置,以调节吸盖机构66在翻盖臂653上的位置,进一步满足对不同宽度尺寸的盒子进行翻盖,适用性好,实用性强,使用范围广。
64.具体地,翻盖臂653开设有导槽655,调节件654设置有与导槽655滑动连接的导块。在调节件654相对翻盖臂653移动时,调节件654的导块沿着导槽655滑动,导槽655起到导向的作用,提高了调节件654相对翻盖臂653移动的稳定性和位置精度,便于对调节件654在翻盖臂653上的位置调节。
65.具体地,第一盒体输送装置1包括送盒机架11、托盒板12、输送座13、第一导杆14、第二导杆15、用于驱动输送座13往复移动的往复移动机构16、升降设置于输送座13的升降座17、装设于输送座13并用于驱动升降座17升降的送盒升降驱动机构18、装设于第一导杆14的多个第一夹盒板19、装设于第二导杆15的多个第二夹盒板191及装设于升降座17并用于驱动第一导杆14和第二导杆15以相反方向同步滑动的滑动驱动机构10,第一导杆14和第二导杆15平行地滑动连接于升降座17,多个第一夹盒板19与多个第二夹盒板191间隔设置;一个第一夹盒板19与一个第二夹盒板191相对设置,相对的第一夹盒板19和第二夹盒板191形成夹盒位;多个夹盒位等距分布,输送座13装设于送盒机架11并位于托盒板12的下方,托盒板12装设于送盒机架11的顶部,托盒板12开设有输送通道121,第一夹盒板19和第二夹盒板191能够经由输送通道121突伸至托盒板12的上方;具体地,第一夹盒板19和第二夹盒板191均呈l型,托盒板12用于承托第一盒体,相对设置的第一夹盒板19和第二夹盒板191配合以夹持第一盒体。
66.本实施例以第一夹盒板19的数量和第二夹盒板191的数量均为两个为例进行说明,也就是说:一个第一夹盒板19与一个第二夹盒板191相对设置,以形成第一夹盒位;另一个第一夹盒板19与另一第二夹盒板191相对设置以形成第二夹盒位;两个第一夹盒板19的间距和两个第二夹盒板191的间距相等。在实际应用中,第一盒体上料机构83将第一盒体拾
取至托盒板12与第一夹盒位对应的位置上,与此同时,模具取放装置2将支撑模具放置在与第二夹盒位对应的第一盒体内,接着送盒升降驱动机构18驱动升降座17连带第一导杆14、第二导杆15、滑动驱动机构10、两个第一夹盒板19和两个第二夹盒板191同步上升,使得第一夹盒板19和第二夹盒板191经由输送通道121突伸至托盒板12的上方,从而使得两个第一盒体分别位于第一夹盒位和第二夹盒位内,再接着滑动驱动机构10驱动第一导杆14和第二导杆15同步向内移动,第一导杆14带动两个第一夹盒板19同步向内移动,第二导杆15带动两个第二夹盒板191同步向内移动,直至第一夹盒板19和第二夹盒板191配合以将对应的第一盒体夹持,此时往复移动机构16驱动输送座13连带夹持的第一盒体按照预设步距移动至下一个工位,以实现对第一盒体进行定距输送,然后滑动驱动机构10驱动第一导杆14和第二导杆15同步向外移动,第一导杆14带动两个第二夹盒板191同步向外移动,第二导杆15带动两个第二夹盒板191同步向外移动,直至第一夹盒板19和第二夹盒板191释放对第一盒体的夹持,接着送盒升降驱动机构18驱动升降座17连带第一导杆14、第二导杆15、滑动驱动机构10、两个第一夹盒板19和两个第二夹盒板191同步下降,然后往复移动机构16驱动输送座13移动回前一个工位,以完成一个步进送盒循环,重复上述步骤,以实现不断地水平式步进送盒。该第一盒体输送装置1的结构设计合理,在无需更换定位治具的情况下即可实现对不同规格尺寸的盒体进行水平式步进送盒,适用性好,实用性强,降低了送盒的成本,且采用夹持的方式送盒,送盒的稳定性好,送盒效率高。
67.具体地,第一夹盒板19与第二导杆15滑动连接,第二夹盒板191与第一导杆14滑动连接。在第一夹盒板19移动的过程中,第二导杆15起到导向的作用,提高了第一夹盒板19的移动稳定性;在第二夹盒板191移动的过程中,第一导杆14起到导向的作用,提高了第二夹盒板191的移动稳定性。该结构设计,相互导向,结构紧凑,工作稳定性好。
68.具体地,滑动驱动机构10包括两个锁紧块101及分别装设于升降座17的两个夹盒气缸102,一个锁紧块101的两端分别与第一导杆14和一个夹盒气缸102的活塞杆固定连接,另一个锁紧块101的两端分别与第二导杆15和另一个夹盒气缸102的活塞杆固定连接。具体地,两个夹盒气缸102背对背设置、面对面设置或同向设置。当两个夹盒气缸102背对背设置或面对面设置时,两个夹盒气缸102的活塞杆同步伸缩;当两个夹盒气缸102同向设置时,一个夹盒气缸102的活塞杆伸展,另一个夹盒气缸102的活塞杆收缩。
69.本实施例以两个夹盒气缸102背对背设置为例进行说明,在实际应用中,两个夹盒气缸102的活塞杆同步伸展,伸展的夹盒气缸102经由锁紧块101带动第一导杆14或第二导杆15移动,使得第一导杆14和第二导杆15分别向外移动,从而使得第一夹盒板19和第二夹盒板191彼此远离移动,第一夹盒板19和第二夹盒板191处于打开状态,以便于第一盒体位于第一夹盒板19和第二夹盒板191之间;当两个夹盒气缸102的活塞杆同步收缩时,收缩的夹盒气缸102经由锁紧块101带动第一导杆14或第二导杆15移动,使得第一导杆14和第二导杆15分别向内移动,使得第一夹盒板19和第二夹盒板191彼此靠近移动,直至第一夹盒板19和第二夹盒板191夹住第一盒体。
70.具体地,往复移动机构16包括装设于输送座13的齿条161、与齿条161啮合的齿轮162及用于驱动齿轮162转动的转动驱动器163,转动驱动器163装设于托盒板12或/和送盒机架11;具体地,转动驱动器163可以由电机和减速器组成,也可以直接采用电机。在实际应用中,转动驱动器163驱动齿轮162正反转动,正反转动的齿轮162与齿条161啮合并带动齿
条161连带输送座13往复移动。
71.具体地,送盒升降驱动机构18包括升降杆181及升降驱动组件,升降驱动组件包括升降驱动器182及摆臂183,升降杆181的顶端与升降座17固定连接,升降杆181的底端与摆臂183的中部铰接,摆臂183的一端与输送座13铰接,摆臂183的另一端与升降驱动器182的驱动端铰接,升降驱动器182用于驱动摆臂183摆动;具体地,升降驱动器182可以采用气缸。
72.在实际应用中,升降驱动器182的驱动端伸展并带动摆臂183向下摆动,向下摆动的摆臂183拉动升降杆181下移,下移的升降杆181带动升降座17下移;当升降驱动器182的驱动端收缩并拉动摆臂183向上摆动时,向上摆动的摆臂183推动升降杆181上移,上移的升降杆181带动升降座17上移。
73.具体地,升降杆181和升降驱动组件的数量为多个,多个升降杆181分别与多个升降驱动组件一一对应设置,多个升降驱动组件的摆臂183远离升降驱动器182的一端经由传动轴传动地串接在一起,传动轴转动连接于输送座13。在实际应用中,多个升降杆181同步升降并带动升降座17升降,提高了升降座17的升降稳定性。
74.为了调节相对设置的第一夹盒板19和第二夹盒板191的起始间距,本实施例中,升降座17的中部设置有固定座171,第一导杆14和第二导杆15均与固定座171滑动连接,固定座171转动连接有双螺纹丝杆172,双螺纹丝杆172的中部套装有蜗轮,固定座171转动连接有蜗杆173,蜗轮与蜗杆173啮合,双螺纹丝杆172的正螺纹段螺纹连接有正螺纹套174,双螺纹丝杆172的反螺纹段螺纹连接有反螺纹套175,正螺纹套174和反螺纹套175分别与升降座17滑动连接,正螺纹套174和反螺纹套175分别与两个夹盒气缸102固定连接。
75.在实际应用中,转动蜗杆173并带动蜗轮转动,转动的蜗轮带动双螺纹丝杆172转动,转动的双螺纹丝杆172带动正螺纹套174和反螺纹套175彼此靠近或远离移动,彼此靠近或远离移动的正螺纹套174和反螺纹套175带动两个夹盒气缸102连带对应的锁紧块101彼此靠近或远离移动,使得第一导杆14和第二导杆15均向内或向外移动,从而调节相对设置的第一夹盒板19和第二夹盒板191之间的起始距离,以满足对不同规格尺寸大小的盒体进行夹持输送,适用性好,使用范围广。
76.具体地,蜗杆173的一端固定连接有手柄176;通过驱动手柄176转动,转动的手柄176带动蜗杆173转动,操作便捷,便于调节第一夹盒板19和第二夹盒板191之间的起始距离。
77.具体地,辊压贴合装置5包括装设于送盒机架11的顶面一侧的辊压座51、装设于辊压座51的辊压调节模组52、与辊压调节模组52的调节端连接的辊压升降驱动机构53、装设于辊压升降驱动机构53的升降端的辊压架54及转动连接于辊压架54的辊轴55。
78.在实际应用中,当盖合后的第一盒体和第二盒体位于辊压贴合装置5处时,辊压调节模组52驱动辊压升降驱动机构53连带辊压架54和辊轴55靠近第一盒体的连接片移动,直至辊轴55与连接片的底部抵触,接着辊压升降驱动机构53驱动辊压架54连带辊轴55升降移动,使得辊轴55在连接片的外侧壁滚动,以将连接片辊压贴合在第二盒体的侧壁上,以实现第一盒体与第二盒体的组装。
79.本实施例中的所有技术特征均可根据实际需要而进行自由组合。
80.上述实施例为本实用新型较佳的实现方案,除此之外,本实用新型还可以其它方式实现,在不脱离本技术方案构思的前提下任何显而易见的替换均在本实用新型的保护范
围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。