1.本发明涉及剥离容器的制造方法及制造装置。
背景技术:
2.以往,已知有一种树脂制的剥离容器,具有内层及外层的双层构造,内层根据内容物的排出而从外层逐渐剥离。这种剥离容器也被称作分层瓶或真空瓶,例如作为酱油等调味液、化妆品的化妆液的容器而利用。现状是在这种剥离容器的制造中,通常利用挤出吹塑方式,拉伸吹塑方式利用得少(参照专利文献1)。现有技术文献专利文献
3.专利文献1:日本专利第5267901号公报
技术实现要素:
发明要解决的课题
4.例如,从剥离容器的外观、尺寸精度、物性强度等的提高、通过抑制不必要的材料来降低环境负荷的观点出发,正在研究在剥离容器的制造中应用连续地进行从注射成型工序到吹塑成型工序的一步的热型坯式的吹塑成型法。
5.然而,剥离容器多数情况下外层用的树脂材料的熔点设定得比内层用的树脂材料的熔点高。在对双层构造的预塑型坯进行成型的注射成型工序中,若在形成了内层之后填充高温的外层的树脂材料,则接触到外层的树脂材料的内层的表面会熔融而热变形。因而,应用热型坯式的吹塑成型法来制造剥离容器本身是极为困难的。
6.另外,若在剥离容器的预塑型坯中外层与内层的熔敷性低,则可能产生外层与内层的意外的分离、位置偏移。例如,若在将插入到双层构造的预塑型坯的芯模拔出时内层固着于芯模而卷起,则可能产生与外层的意外的分离、位置偏移。另外,例如,也可能产生在对双层构造的预塑型坯进行吹塑成型时内层与外层相互滑动而在外层与内层发生了位置偏移的状态下成型剥离容器的现象。
7.因此,本发明是鉴于这样的课题而完成的,其目的在于提供一种制造方法,能够在应用热型坯式的吹塑成型法来制造剥离容器时,抑制外层与内层的意外的分离、位置偏移。用于解决课题的技术方案
8.作为本发明的一方案的剥离容器的制造方法,具有:第1注射成型工序,利用第1树脂材料对有底筒状的预塑型坯的第1层进行注射成型;第2注射成型工序,注射与第1树脂材料不同的第2树脂材料,在第1层的内周侧层叠第2层;以及吹塑成型工序,对通过第2注射成型工序得到的预塑型坯在具有注射成型时的保有热的状态下进行吹塑成型,制造剥离容器。在第2注射成型工序中,将第2树脂材料从形成于第1层的开口部向第1层的内周侧引导,并且在第1层的外周侧与第2层一体地形成从开口部鼓出的卡定部。
发明效果
9.根据本发明的一方案,能够在应用热型坯式的吹塑成型法来制造剥离容器时,抑制外层与内层的意外的分离、位置偏移。
附图说明
10.图1是第1实施方式的预塑型坯的纵剖视图。图2是第1实施方式的剥离容器的纵剖视图。图3是示意性地示出第1实施方式的吹塑成型装置的结构的图。图4是示出第1实施方式的预塑型坯的制造工序的图。图5中(a)是示出第1实施方式的第1注射成型部中的第1层的底部附近的图,(b)是示出第1实施方式的第2注射成型部中的预塑型坯的底部附近的图。图6是示出第1注射成型部的第2腔模的结构例的立体图。图7是示出剥离容器的制造方法的工序的流程图。图8是第2实施方式的预塑型坯的纵剖视图。图9是示出第2实施方式的预塑型坯的制造工序的图。图10中(a)是示出第2实施方式的第1注射成型部中的第1层的底部附近的图,(b)是示出第2实施方式的第2注射成型部中的预塑型坯的底部附近的图。
具体实施方式
11.以下,参照附图,对本发明的实施方式进行说明。在实施方式中,为了容易理解说明,关于本发明的主要部分以外的构造、要素,进行简化或省略来说明。另外,在附图中,对相同的要素标注相同的附图标记。此外,附图所示的各要素的形状、尺寸等是示意性地进行表示,并不表示实际的形状、尺寸等。
12.(第1实施方式)《预塑型坯的结构例》首先,参照图1,说明第1实施方式所涉及的剥离容器用的预塑型坯的结构例。图1是第1实施方式的预塑型坯10的纵剖视图。预塑型坯10的整体形状为一端侧开口、另一端侧封闭的有底圆筒形状。预塑型坯10具备:形成为圆筒状的主体部14、封闭主体部14的另一端侧的底部15、以及形成于主体部14的一端侧的开口的颈部13。
13.预塑型坯10具有在第1层(外层)11的内侧层叠有第2层(内层)12的双层构造。该第1层11和第2层12如后述那样通过两阶段的注射成型而利用分别不同的热塑性的树脂材料形成。第1层11利用具有成型性、透明性优异的性质的合成树脂构成。另一方面,第2层12利用具有能够稳定地保管容器的内容物并抑制劣化(氧化)的性质(例如,防潮性、阻气性、耐热性、耐化学品性)的合成树脂构成。另外,对于第1层11的树脂材料,选择熔点比第2层12的树脂材料高的材料。
14.以下,将第1层11的树脂材料也称作第1树脂材料,将第2层12的树脂材料也称作第2树脂材料。第1树脂材料和第2树脂材料的组合能够根据剥离容器的规格而适当选择。作为具体的材料的种类,可列举例如pet(聚对苯二甲酸乙二醇酯)、pen(聚萘二甲酸乙二醇酯)、
pcta(聚对苯二甲酸环己烷二甲醇酯)、tritan(tritan(注册商标):伊士曼化工公司制的共聚酯)、pp(聚丙烯)、pe(聚乙烯)、pc(聚碳酸酯)、pes(聚醚砜)、ppsu(聚苯砜)、ps(聚苯乙烯)、cop/coc(环状烯烃系聚合物)、pmma(聚甲基丙烯酸甲酯;丙烯酸)、pla(聚乳酸)等。
15.作为一例,第1树脂材料为pet(聚对苯二甲酸乙二醇酯),第2树脂材料为pp(聚丙烯)。pp的熔点为160~170℃程度,pet的熔点比pp的熔点高,为245~260℃程度。
16.另外,在预塑型坯10的主体部14中,第1层11的厚度t1相对于第2层12的厚度t2的比(t1/t2)优选为1.5以上。从确保要成型的剥离容器的透明性的观点出发,该厚度的比优选为3.0以下。
17.另外,在预塑型坯10的底部15中,在第1层11的底部的中心,将第1层11贯通而形成有开口部16。第1层11的开口部16由第2层12从内侧堵塞。在第1层11的外侧,第2层12具有从开口部16向径向的外侧鼓出的卡定部19。卡定部19既可以沿着开口部16的周缘形成为环状,也可以在周向上隔开间隔而形成有多个。
18.另外,在预塑型坯10的底部15,形成有用于在剥离容器形成空气导入孔的凹部17。凹部17例如横截面为圆形状,从预塑型坯10的底部15的中心在径向上空开间隔形成至少1处,但也可以沿着底部15的周向形成有多个凹部17。容器的厚度方向上的凹部17的深度设定为至少凹部17将第1层11贯通而使第2层12的表面露出到凹部17内的尺寸。此外,形成于双层构造的预塑型坯10的凹部17也可以与仅形成于第1层11的凹部(后述)进行区分而称作第2凹部。另外,凹部17的横截面也可以为圆形之外的椭圆形、多边形、狭缝状或它们组合而成的形状。
19.《剥离容器的结构例》接着,参照图2,说明第1实施方式所涉及的树脂制的剥离容器20的结构例。图2是第1实施方式的剥离容器20的纵剖视图。
20.剥离容器20是通过对预塑型坯10进行拉伸吹塑成型而得到的瓶形状的树脂制容器,例如,收容例如酱油等调味液。此外,剥离容器20的用途也可以是收容化妆品的化妆液等其他内容物。
21.剥离容器20与预塑型坯10同样,具有在第1层11的内侧层叠有第2层12的双层构造。在剥离容器20的主体部22中,第1层11的厚度t11相对于第2层12的厚度t12的比(t11/t12)与预塑型坯10的主体部14中的厚度的比(t1/t2)几乎同样。
22.剥离容器20具有:在上端具有开口的颈部21、从颈部21连续的圆筒状的主体部22、以及从主体部22连续的底部23。在剥离容器20的制造中,预塑型坯10的主体部14及底部15通过拉伸吹塑而膨胀,从而被赋形为剥离容器20的主体部22及底部23。另外,在拉伸吹塑时,通过预塑型坯10的凹部17被拉伸,从而在剥离容器20的底部23形成将第1层11贯通的空气导入孔24。
23.在剥离容器20中,向第2层12的内侧的空间填充内容物。在剥离容器20中,在从第2层12排出内容物时,空气从空气导入孔24逐渐流入第1层11与第2层12之间,第1层11与第2层12逐渐剥离。由此,能够不使第2层12的内容物与空气接触地,将在容器内内容物所占据的容积置换为空气,能够将填充到第2层12的内容物向容器外排出。
24.另外,在剥离容器20的底部23的中心,与预塑型坯10同样地,形成有将第1层11贯通的开口部25(非层叠部、单层部)。第2层12的材料以堵塞开口部25的方式填充于开口部
25,在剥离容器20的底部23的开口部25附近成为第2层12露出于第1层11的外侧的状态。另外,在剥离容器20的底部23,形成有从第1层11的开口部25朝向径向的外侧鼓出的第2层12的卡定部26(膨出部26)。卡定部26通过对预塑型坯10的卡定部19进行拉伸而形成。通过在剥离容器20的开口部25处第2层12露出于第1层11的外侧,从而第2层12局部固定于第1层11,第2层12相对于第1层11的位置偏移得到抑制。
25.《剥离容器的制造装置的说明》图3是示意性地示出第1实施方式的吹塑成型装置30的结构的图。第1实施方式的吹塑成型装置30是剥离容器20的制造装置的一例,采用不使预塑型坯10冷却至室温而有效利用注射成型时的保有热(内部热量)来对剥离容器20进行吹塑成型的热型坯方式(也称作一步方式)。
26.吹塑成型装置30具备第1注射成型部31、第1温度调整部32、第2注射成型部33、第2温度调整部34、吹塑成型部35、取出部36以及输送机构37。第1注射成型部31、第1温度调整部32、第2注射成型部33、第2温度调整部34、吹塑成型部35以及取出部36配置于以输送机构37为中心每次旋转同一预定角度(例如60度)的位置。此外,吹塑成型装置30也可以设为省略第1温度调整部32的结构(在该情况下,各成型工位配置于以输送机构37为中心每次旋转72度的位置)。另外,在第1注射成型部31和第2注射成型部33,在输送机构37的上方设置有未图示的芯模升降机构。
27.(输送机构37)输送机构37具备以图3的纸面垂直方向的轴为中心旋转的旋转板(移送板)37a。在旋转板37a上,保持预塑型坯10的颈部13(或剥离容器20的颈部21)的颈模37b(在图3中未图示)每隔预定角度分别配置有1个以上。输送机构37通过使旋转板37a旋转,将由颈模37b保持着的预塑型坯10(或剥离容器20)向第1注射成型部31、第1温度调整部32、第2注射成型部33、第2温度调整部34、吹塑成型部35以及取出部36依次输送。此外,输送机构37还能够使旋转板37a升降,还进行第1注射成型部31、第2注射成型部33中的闭模、开模(脱模)所涉及的动作。
28.(第1注射成型部31)第1注射成型部31具备腔模40、芯模41以及热流道模42,与在成型时输送的颈模37b协作,制造预塑型坯10的第1层11。腔模40由开口侧(上方侧)的第1腔模40a和底面侧(下方侧)的第2腔模40b构成。在第1注射成型部31连接有向热流道模42供给第1树脂材料的第1注射装置38。腔模40和热流道模42在一体化了的状态下固定于吹塑成型装置30的机台。芯模41固定于芯模升降机构。
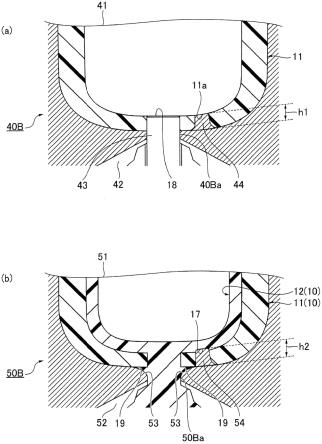
29.图4的(a)、(b)示出对第1实施方式的预塑型坯10的第1层11进行成型的第1注射成型部31。图5的(a)是示出第1实施方式的第1注射成型部31中的第1层11的底部附近的图。图6的(a)是示出第1注射成型部31的腔模40(第2腔模40b)的结构例的立体图。
30.腔模40规定(划定)第1层11的外周的形状。第1腔模40a是面对腔模40的开口侧(在闭模时与颈模37b抵接的一侧)的模具,规定第1层11的主体部外周的形状。第2腔模40b是面对腔模40的底面侧(与热流道模42抵接的一侧)的模具,规定第1层11的底部外周的形状。第2腔模40b还具备将来自热流道模42的树脂材料向腔面引导的浇口部40ba。另外,热流道模42具有将在第1注射装置38中塑化(熔融化)了的第1树脂材料向第2腔模40b导入的树脂供
给部42a(树脂流通路42a)。芯模41是规定第1层11的内周侧的形状的模具,从上侧向腔模40的内周侧插入。颈模37b规定预塑型坯10(第1层11)的颈部13的外形。
31.如图4的(a)、(b)所示,在第1注射成型部31中,将上述的腔模40、芯模41与输送机构37的颈模37b闭模而形成第1层11的模空间。然后,通过使第1树脂材料从上述的模空间的底部经由热流道模42流入,在第1注射成型部31中制造出预塑型坯10的第1层11。
32.在面对第1层11的底部外周的第2腔模40b的上表面侧(腔面侧),在预定位置设置有圆柱状、锥形圆柱状或棱柱状等的第1突起部44。如图6的(a)所示,第1突起部44从树脂供给部42a所处的底部中央,在径向上空开间隔而配置有至少1个。如图5的(a)所示,第1突起部44从第2腔模40b的腔基准面(规定第1层11的底部外周面的下端侧形状的腔面)的突出量h1是与第1层11的厚度大致相同的尺寸。因而,在将第1注射成型部31闭模时,第1突起部44的顶端面对芯模41的表面(配置于芯模41的表面的附近)。由此,在第1注射成型部31的注射成型中,通过第1突起部44,在与预塑型坯10的凹部17对应的位置,圆形等的凹部11a形成于第1层11。第1层11的凹部11a既可以将第1层11贯通,也可以具有由芯模41和第1突起部44夹着形成的薄膜。此外,将通过第1注射成型部31而形成的第1层11的凹部11a也称作第1凹部。
33.另外,如图4的(b)所示,在热流道模42的树脂供给部42a,设置能够在轴向上移动到接近芯模41的位置为止的阀销(对树脂供给部42a进行开闭的棒状部件)43。阀销43在第1树脂材料填充到模空间之前,收容于热流道模42的内部,在第1树脂材料填充到模空间之后,突出到比浇口部40ba的腔侧的开口端更接近芯模41的位置。通过这样的注射成型时的阀销43的移动,能够在第1层11的底部中央,形成树脂材料的壁厚比周边部薄的薄膜部18。
34.另外,在进行第1注射成型部31的开模时,输送机构37的颈模37b也不开放而维持原样保持并输送预塑型坯10的第1层11。通过第1注射成型部31同时成型的预塑型坯10的数量(即,能够通过吹塑成型装置30同时成型的剥离容器20的数量)能够适当设定。
35.(第1温度调整部32)第1温度调整部32具备未图示的温度调整用模具(从外部对第1层11进行温度调整的加热罐或温度调整罐(调温罐)、以及从内侧对第1层11进行温度调整的加热棒、温度调整棒(调温棒)或空气导入棒)。第1温度调整部32通过将注射成型后的处于高温状态的第1层11收容于保持为预定温度的温度调整用模具而对其进行冷却(或加热)。另外,第1温度调整部32还担负在向第2注射成型部33输送之前,将第1层11的温度分布调整为预定的状态的功能。
36.(第2注射成型部33)第2注射成型部33具备腔模50、芯模51以及热流道模52,与在成型时输送的颈模37b协作,在第1层11的内周侧对第2层12进行注射成型。腔模50由开口侧(上方侧)的第1腔模50a和底面侧(下方侧)的第2腔模50b构成。在第2注射成型部33连接有向热流道模52供给第2树脂材料的第2注射装置39。
37.图4的(c)示出对预塑型坯10的第2层12进行成型的第2注射成型部33。图5的(b)是示出第2注射成型部33中的预塑型坯10的底部附近的图。
38.腔模50是收容第1层11的模具。第1腔模50a是面对腔模50的开口侧的模具,收容第1层11的主体部。第2腔模50b是面对腔模50的底面侧的模具,收容第1层11的底部。第2腔模50b还具备将来自热流道模52的树脂材料向腔面引导的浇口部50ba。另外,热流道模52在底
部的中心具有将在第2注射装置39中塑化(熔融化)了的第2树脂材料导入的树脂供给部52a(树脂流通路52a)。芯模51是规定第2层12的内周侧的形状的模具,从上侧向腔模50的内周侧插入。颈模37b规定预塑型坯10(第2层12)的颈部13的上端面(顶面)。此外,热流道模52也可以是热流道模42那样的具有阀销的构造。但是,将第2树脂材料封闭时的阀销的位置,设定为不比浇口部50ba的腔侧的开口端突出的位置。
39.如图4的(c)所示,第2注射成型部33收容通过第1注射成型部31注射成型后的预塑型坯10的第1层11。在将第2注射成型部33闭模的状态下,在第1层11的内周侧与芯模51的表面之间形成模空间。在第2注射成型部33中,通过使第2树脂材料从上述的模空间的底部经由热流道模52流入,形成在第1层11的内周侧层叠有第2层12的预塑型坯10。
40.另外,在面对第1层11的底部外周的第2腔模50b的上表面侧(腔面侧),在与第1注射成型部31的第1突起部44对应的预定位置,设置有与预塑型坯10的凹部17的形状对应的圆柱状等的第2突起部54。第2突起部54在第1层11收容到第2注射成型部33时,插通于第1层11的凹部11a。这样,第2腔模50b中的突起部等的基本结构,与第1注射成型部31的第2腔模40b几乎同样。
41.在此,如图5的(b)所示,第2突起部54从第2腔模50b的腔基准面(与第1层11的底部外周面的下端侧区域抵接的腔面)的突出量h2为比第1层11的厚度大的尺寸。也就是说,第2突起部54的突出量h2比第1突起部44的突出量h1大(h2》h1)。因而,在将第2注射成型部33闭模时,第2突起部54的顶端将第1层11的凹部11a贯通而突出到第1层11的内周侧。通过在第2注射成型部33的第2腔模50b设置第2突起部54,能够在预塑型坯10的底部15形成凹部17。
42.另外,第2突起部54的突出量h2设定为比预塑型坯10的厚度小。也就是说,在第2注射成型部33中的注射成型中,第2树脂材料向芯模51与第2突起部54之间流入,所以,不会因第2突起部54而形成将第2层12贯通的孔。
43.另外,如图5的(b)所示,在腔模50中,与浇口部50ba连接的腔端部53形成有朝向模空间扩张的曲面状的扩径部(膨出部)。因而,在第2注射成型部33的底部的中心附近,在腔模50的腔端部53的曲面与第1层11的外周面之间产生间隙。在注射成型时第2树脂材料向上述的间隙流入。由此,在第1层11的外侧,能够与第2层12一体地形成从开口部16向径向的外侧鼓出的卡定部19。
44.(第2温度调整部34)第2温度调整部34具备未图示的温度调整用的模具单元(从外部对预塑型坯20进行温度调整的加热罐或温度调整罐(调温罐)、以及从内侧对预塑型坯20进行温度调整的加热棒、温度调整棒(调温棒)或空气导入棒)。第2温度调整部34通过将从第2注射成型部33输送的预塑型坯10收容于保持为预定温度的模具单元而进行均温化、偏温去除,将预塑型坯10的温度调整为适于最终吹塑的温度(例如约90℃~105℃)。另外,第2温度调整部34还担负对注射成型后的高温状态的预塑型坯10进行冷却的功能。
45.(吹塑成型部35)吹塑成型部35对通过第2温度调整部34温度调整后的预塑型坯10进行吹塑成型,制造剥离容器20。吹塑成型部35具备与剥离容器20的形状对应的一对分型模即吹塑腔模、底模、拉伸杆以及空气导入部件(均未图示)。吹塑成型部35一边将预塑型坯10拉伸一边进行吹塑成
型。由此,能够将预塑型坯10赋形为吹塑腔模的形状而制造剥离容器20。
46.(取出部36)取出部36构成为从颈模37b开放通过吹塑成型部35制造出的剥离容器20的颈部21,将剥离容器20向吹塑成型装置30的外部取出。
47.《容器的制造方法的说明》接着,对基于第1实施方式的吹塑成型装置30的剥离容器20的制造方法进行说明。图7是示出剥离容器20的制造方法的工序的流程图。
48.(步骤s101:第1注射成型工序)首先,如图4的(a)所示,在第1注射成型部31中,从第1注射装置38向由腔模40、芯模41以及颈模37b形成的模空间注射第1树脂材料,预塑型坯10的第1层11成型。此时,通过第1突起部44,在第1层11的底部形成凹部11a。
49.在第1注射成型部31中,如图4的(b)所示,在预塑型坯10的第1层11成型之后,进行使阀销43突出到接近芯模41的位置的工序。由此,在第1层11的底部中央,形成壁厚比周边部薄的薄膜部18。
50.之后,将第1注射成型部31开模,使第1层脱模。当第1注射成型部31开模时,输送机构37的旋转板37a旋转预定角度,保持于颈模37b的预塑型坯10的第1层11在包含注射成型时的保有热的状态下被向第1温度调整部32输送。
51.(步骤s102:第1温度调整工序)接着,在第1温度调整部32中,预塑型坯10的第1层11收容于温度调整用模具,进行第1层11的冷却和温度分布的调整(均温化、偏温去除)。此外,也可以省略第1温度调整工序。
52.第1温度调整工序(或第1注射成型工序)之后,输送机构37的旋转板37a旋转预定角度,保持于颈模37b的温度调整后的第1层11被向第2注射成型部33输送。
53.(步骤s103:第2注射成型工序)接下来,在第2注射成型部33收容预塑型坯10的第1层11,进行第2层12的注射成型。
54.在第2注射成型部33中,如图4的(c)所示,在第1层11的内周侧与面对第1层11的内周的芯模51的表面之间形成模空间,从热流道模52向上述的模空间内填充第2树脂材料。此外,虽然在第1层11的底部形成有薄膜部18,但由于第2树脂材料的注射压,薄膜部18破裂而在底部形成开口部16,第2树脂材料从上述的开口部16向第1层11的内周侧引导。
55.在此,在第2注射成型部33中填充的第2树脂材料的温度设定为比第1树脂材料的熔点低的温度。另外,在第2注射成型部33中填充第2树脂材料时的第1层11的表面温度被冷却为第2树脂材料的熔点以下的温度。
56.在第2注射成型部33中,腔模50面对第1层11的外周侧,第1层11的形状通过腔模50从外周侧保持。因而,即便第2树脂材料与第1层11接触,也能够抑制第1层11的热变形。
57.另外,在第2注射成型部33中,第2突起部54将第1层11的凹部11a贯通而堵塞,所以,预塑型坯10的凹部17不会被第2树脂材料堵塞。另外,第2注射成型部33中的第2突起部54的顶端突出到第1层的内周侧,所以通过第2突起部54而形成的预塑型坯10的凹部17成为将第1层11贯通而使第2层12的表面露出于凹部17内的形状。
58.另外,在第2注射成型部33中,通过使第2树脂材料流入和腔模50b的浇口部50ba相邻的腔端部53的曲面与第1层11的外周面的间隙,从而在第1层11的外侧与第2层12一体地形成卡定部19。通过卡定部19在第1层11的外侧卡住,从而防止第2层12相对于第1层11脱落。
59.如以上那样,通过第1注射成型工序及第2注射成型工序,制造在第1层11的内周侧层叠有第2层12的预塑型坯10。之后,当第2注射成型部33开模时,输送机构37的旋转板37a旋转预定角度,保持于颈模37b的预塑型坯10在包含注射成型时的保有热的状态下被向第2温度调整部34输送。
60.(步骤s104:第2温度调整工序)接下来,在第2温度调整部34中,在温度调整用的模具单元收容预塑型坯10,进行用于使预塑型坯10的温度接近适于最终吹塑的温度的温度调整。之后,输送机构37的旋转板37a旋转预定角度,保持于颈模37b的温度调整后的预塑型坯10被向吹塑成型部35输送。
61.(步骤s105:吹塑成型工序)接下来,在吹塑成型部35中,进行剥离容器20的吹塑成型。首先,将吹塑腔模闭模而将预塑型坯10收容于模空间,通过使空气导入部件(吹塑芯)下降,从而空气导入部件抵接于预塑型坯10的颈部13。然后,使拉伸棒降下而从内面按压预塑型坯10的底部15,根据需要进行纵轴拉伸,并且从空气导入部件供给吹塑芯,由此对预塑型坯10进行横轴拉伸。由此,预塑型坯10以紧贴于吹塑腔模的模空间的方式膨出而被赋形,吹塑成型为剥离容器20。
62.(步骤s106:容器取出工序)当吹塑成型结束后,吹塑腔模开模。由此,能够从吹塑成型部35移动剥离容器20。接下来,输送机构37的旋转板37a旋转预定角度,剥离容器20被向取出部36输送。在取出部36中,剥离容器20的颈部21从颈模37b开放,剥离容器20被向吹塑成型装置30的外部取出。
63.以上,剥离容器的制造方法中的1个循环结束。之后,通过使输送机构37的旋转板37a旋转预定角度,反复进行上述的s101~s106的各工序。此外,在吹塑成型装置30的运转时,并行执行具有各一个工序的时间差的6组量的剥离容器20的制造。
64.另外,吹塑成型装置30的构造上,第1注射成型工序、第1温度调整工序、第2注射成型工序、第2温度调整工序、吹塑成型工序以及容器取出工序的待机时间分别成为相同长度。同样,各工序间的输送时间也分别成为相同长度。
65.以下,说明第1实施方式的吹塑成型装置及吹塑成型方法的效果。在第1实施方式中,在第1注射成型工序中对预塑型坯10的第1层11(外层)进行成型,在第2注射成型工序中从第1层11的开口部16在第1层11的内侧对第2层12(内层)进行注射成型而制造双层构造的预塑型坯10。根据第1实施方式,能够利用熔点高的树脂材料先形成外层,之后利用熔点比外层低的树脂材料形成内层。也就是说,能够保持着外层具有注射成型时的保有热的状态连续地进行内层的注射成型,制造适于剥离容器20的规格的双层构造的预塑型坯10。在第1实施方式中,由于在外层及内层都具有注射成型时的保有热的状态下将双层构造的预塑型坯10脱模,因此在利用热型坯式的吹塑成型法制造剥离容器20时能够得到合适的预塑型坯10。
66.并且,在第1实施方式中,在具有注射成型时的保有热的状态下,对上述的双层构造的预塑型坯10进行拉伸吹塑成型而制造剥离容器20。因而,在第1实施方式中,能够利用热型坯式的吹塑成型法,制造外观精美、物性强度等优异的剥离容器20。与冷型坯式的吹塑成型相比,在第1实施方式中可以不使所制造出的预塑型坯10冷却到常温附近,也不需要预塑型坯10的再加热的工序。因而,根据第1实施方式,能够使从预塑型坯10的注射成型起到剥离容器20的吹塑成型为止的一系列的工序以较短时间完成,能够以更短的循环制造剥离容器20。
67.另外,在第1实施方式中,在第2注射成型工序中,通过形成第2层12的第2树脂材料在第1层11的外侧一体地形成卡定部19,防止第2层12相对于第1层11脱落。由此,在对第2层12朝向颈部作用有拉拔方向的力时,卡定部19与第1层11抵接而成为对拉拔方向的力的抵抗,预塑型坯10的外层与内层难以错开。因此,在第1实施方式中,能够抑制例如第2注射成型工序中的芯模的拉拔时、吹塑成型工序等中外层与内层的意外的分离、位置偏移,能够使剥离容器20的制造的成品率提高。
68.(第2实施方式)接着,对第2实施方式进行说明。在以后的说明中,与上述的第1实施方式相同的要素标注同一附图标记,省略所有重复说明。
69.例如,在对双层构造的预塑型坯进行成型时先对外层进行成型,之后对内层进行成型的情况下,若之后填充的内层的树脂材料意外地绕到外周侧而覆盖预塑型坯的外侧,则吹塑成型后的容器的美观会大幅受损。在第2实施方式中,对在应用热型坯式的吹塑成型法来制造剥离容器时抑制内层的树脂材料意外地绕到外周侧的成型不良的结构进行说明。
70.图8是第2实施方式的预塑型坯10的纵剖视图。以下,说明图1所示的第1实施方式的预塑型坯10与第2实施方式的不同点。在图8所示的第2实施方式的预塑型坯10的底部15,形成有向第2层12的内周侧呈曲面状突出的隆起部12a。隆起部12a是在第2树脂材料的注射成型时形成的树脂蓄积,形成于与第1层11的开口部16对置的位置。此外,由于第2实施方式中的剥离容器20的结构与第1实施方式相同,所以省略重复说明。
71.另外,第2实施方式的吹塑成型装置30的基本结构与图3所示的第1实施方式的吹塑成型装置30相同。以下,对第2实施方式中的不同点进行说明。
72.图9是示出第2实施方式的预塑型坯的制造工序的图。图10的(a)是示出第2实施方式的第1注射成型部中的第1层的底部附近的图,图10的(b)是示出第2实施方式的第2注射成型部中的预塑型坯的底部附近的图。图9对应于第1实施方式的图4,图10对应于第1实施方式的图5。
73.在第2实施方式的第1注射成型部31中,如图9的(a)所示,与从第1层11的主体部上端到底面对应的腔模40的内周部的轴向长度设定为l1。
74.另外,在第2实施方式的第2注射成型部33中,如图9的(c)所示,收容第1层11的主体部上端到底面的腔模50的内周部的轴向长度(深度)设定为比l1短的l2(l1》l2)。例如,l2设定为比l1短出第1层11的变形量(腔模50的上推所引起的第1层11的压缩量或第1层11在第2注射成型工序前由于散热等而变短的收缩量)。也就是说,收容第1层11的腔模50的模空
间的深度比第1层11的轴向长度短。
75.另外,如图9的(c)、图10的(b)所示,在第2实施方式中的芯模51的顶端部,形成有曲面状的凹陷部51a。凹陷部51a在闭模时,与位于第2腔模50b的中心的第2树脂材料的出口对置,在与第1层11的开口部16之间形成树脂蓄积的空间。通过该树脂蓄积,在第2层12的内周侧形成隆起部12a。
76.另外,如图10的(b)所示,例如,在第2实施方式的第2注射成型部33中,热流道模52的顶端的口径d2(阀销的直径)设定为比第1注射成型部31的热流道模42的顶端的口径(阀销43的直径)、第1层11的开口部16的径d1小。通过将热流道模52的顶端的口径d2缩窄为比开口部16的径d1小,能够提高向第2注射成型部33的模空间注射的第2树脂材料的流速。
77.第2实施方式中的剥离容器20的制造方法的工序如图7所示,包括第1注射成型工序(s101)、第1温度调整工序(s102)、第2注射成型工序(s103)、第2温度调整工序(s104)、吹塑成型工序(s105)以及容器取出工序(s106)。第2实施方式的第1注射成型工序(s101)及第1温度调整工序(s102)与第1实施方式相同。
78.在第2实施方式的第2注射成型工序(s103)中,在第2注射成型部33收容预塑型坯10的第1层11,进行第2层12的注射成型。
79.在第2注射成型部33中,如图9的(c)所示,在第1层11的内周侧与面对第1层11的内周的芯模51的表面之间形成模空间,从热流道模52向上述的模空间内填充第2树脂材料。此外,虽然在第1层11的底部形成有薄膜部18,但由于第2树脂材料的注射压,薄膜部18破裂而在底部形成开口部16,第2树脂材料从上述的开口部16向第1层11的内周侧引导。
80.如上述那样,收容第1层11的腔模50的模空间的深度比第1层11的轴向长度短。因而,在将第1层11收容于腔模50时,将第1层11的底部推抵于腔模50的底面而使两者接触,能够抑制在第1层11的底部与腔模50之间产生间隙。
81.另外,在第1层11的开口部16与芯模51的凹陷部51a之间,形成树脂蓄积的空间。通过了开口部16的第2树脂材料撞到芯模51的凹陷部51a而在树脂蓄积的空间被搅拌后,流入第1层11的内周与芯模51的表面之间的模空间。通过在树脂蓄积的空间中搅拌第2树脂材料,第1层11的薄膜部18的碎片与高温的第2树脂材料混合而溶解。由此,能够使薄膜部18的碎片消散到无法目视确认的程度。
82.另外,热流道模52的顶端的口径d2缩窄为比第1层11的开口部16的径d1小。通过提高通过热流道模52的顶端而撞到凹陷部51a为止的第2树脂材料的流速,在树脂蓄积的空间产生第2树脂材料的充分的搅拌,能够更容易使薄膜部18的碎片消散。而且,能够更容易使薄膜部18破裂。此外,第2树脂材料的一部分在撞到凹陷部51a之后通过开口部16而向第1层11的外侧引导,在开口部16的附近循环。通过这样的流动,也将第2树脂材料搅拌,促进薄膜部18的碎片的消散。
83.在此,在第2注射成型部33中填充的第2树脂材料的温度设定为比第1树脂材料的熔点低的温度。另外,在第2注射成型部33中填充第2树脂材料时的第1层11的表面温度被冷却为第2树脂材料的熔点以下的温度。
84.在第2注射成型部33中,腔模50面对第1层11的外周侧,第1层11的形状通过腔模50从外周侧保持。因而,即使第2树脂材料与第1层11接触,也能够抑制第1层11的热变形。
85.另外,在第2注射成型部33中,第2突起部54将第1层11的凹部11a贯通而堵塞,所以预塑型坯10的凹部17不会被第2树脂材料堵塞。另外,第2注射成型部33中的第2突起部54顶端突出到第1层的内周侧,所以通过第2突起部54形成的预塑型坯10的凹部17成为将第1层11贯通而使第2层12的表面露出到凹部17内的形状。
86.如以上那样,通过第1注射成型工序及第2注射成型工序,来制造在第1层11的内周侧层叠有第2层12的预塑型坯10。之后,当第2注射成型部33开模时,输送机构37的旋转板37a旋转预定角度,保持于颈模37b的预塑型坯10在包含注射成型时的保有热的状态下被输送到第2温度调整部34。此外,第2实施方式的第2温度调整工序(s104)、吹塑成型工序(s105)以及容器取出工序(s106)均与第1实施方式相同。
87.以下,说明第2实施方式的吹塑成型装置及吹塑成型方法的效果。在第2实施方式中,在第2注射成型部33中,使收容第1层11的腔模50的模空间的深度比第1层11的轴向长度短。因而,第1层11的底部被推抵于腔模50的底面,抑制在第1层11的底部与腔模50之间产生间隙。因此,根据本实施方式,第2树脂材料难以向第1层11与腔模50之间流入,能够抑制发生第2树脂材料覆盖第1层11的外周的成型不良。
88.另外,在第2实施方式中,通过在芯模51的顶端部设置凹陷部51a,在注射成型时使薄膜部18的碎片与高温的第2树脂材料搅拌而将它们混合溶解,容易使薄膜部18的碎片消散。由此,在预塑型坯10、剥离容器20中,能够减少由于薄膜部18的碎片残留于内层而导致美观受损的可能性。
89.本发明不限定于上述实施方式,在不脱离本发明的主旨的范围内,也可以进行各种改良以及设计的变更。
90.在上述实施方式中,说明了在预塑型坯10的底部15设置1处凹部17的例子,但例如形成凹部17的数量也可以是多个。图6的(b)示出了在第1注射成型部31的第2腔模40b中,设置2处第1突起部44的例子。在图6的(b)的例子中,2个第1突起部44空开180
°
的间隔以中心轴为基准配置于点对称的位置。此外,第1突起部44的数量也可以是3个以上。此时,各个第1突起部44优选以中心轴为基准以点对称的位置关系配置。根据上述的结构,注射成型时的树脂的流动中的周向的不均变得更少。此外,上述的结构的情况下,在第2注射成型部33中,也需要在与第1突起部44同样的位置配置第2突起部54。
91.除此之外,应该认为,本次公开的实施方式在所有方面都是例示而非限制性的。本发明的范围由权利要求书来示出而非由上述说明示出,意在包括与权利要求书同等的意思及范围内的所有变更。附图标记说明
92.10
…
预塑型坯,11
…
第1层,11a
…
凹部,12
…
第2层,16
…
开口部,17
…
凹部,18
…
薄膜部,19、26
…
卡定部,20
…
剥离容器,24
…
空气导入孔,30
…
吹塑成型装置,31
…
第1注射成型部,33
…
第2注射成型部,35
…
吹塑成型部,38
…
第1注射装置,39
…
第2注射装置,40b、50b
…
腔模,44
…
第1突起部,54
…
第2突起部。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。