1.本发明涉及激光清洗技术领域,特别是涉及一种激光精确均匀清洗飞机复合涂层的装置及方法。
背景技术:
2.随着飞机材料和制造技术的发展,飞机表面涂层向复合方向发展,例如,除常用的飞机底漆层、面漆层外,为适应隐身要求,还需要复合吸波层,为适应耐高温要求,还需要复合热障涂层等。而在飞机使用过程中,由于人为因素如磕碰,或者非人为因素如鸟撞、被攻击等,其复合涂层都会存在不同程度的划伤、裂纹或局部剥落等多类损坏形式。为修复这些涂层损坏,现有的方法是采用有机溶剂或吹砂等方式,这种做法需去除所有涂层,修复成本高、周期长,且作业过程不环保。采用激光清洗方法实现涂层损坏位置不同种类涂层的逐一精确去除,可以解决上述问题,为飞机涂层的去除提供了更加环保、高效、经济的方案。
3.然而,由于激光强度呈高斯分布,光斑中心强而边缘弱,且可能存在多模、能量分布不均匀、光斑圆度较差等问题,导致激光单次去除不均匀、深度可控性差、边缘不规则等问题,从而无法实现涂层的精确均匀去除。除此之外,常规激光点聚焦受光斑直径大小的限制,单次去除面积较小,清洗效率具有一定局限性,尤其大面积涂层清洗效率较低。因此,如何利用激光清洗方法精确、均匀、高效去除飞机复合涂层是一项难题。
技术实现要素:
4.(1)要解决的技术问题本发明实施例提供了一种激光精确均匀清洗飞机复合涂层的装置及方法,解决了常规激光清洗飞机复合涂层深度不可控、不均匀且效率低的技术问题。
5.(2)技术方案第一方面,本发明的实施例提出了一种激光精确均匀清洗飞机复合涂层的装置,包括:激光器、加工头以及机床,所述加工头内集成设置有自旋装置、公旋装置和振镜,所述激光器通过光纤连接所述加工头将产生的激光经光纤传输依次经过所述自旋装置、公旋装置和振镜后入射到样件上,所述加工头与所述机床连接,并通过所述机床进行所述加工头的移动。
6.进一步地,所述自旋装置包括一组相对设置的光楔,光楔组相对角度固定,所述光楔组在加工中高速旋转,且旋转速度可调。
7.进一步地,所述公旋装置包括一组相对设置的光楔,光楔组相对角度可调,所述光楔组在加工中高速旋转,且旋转速度可调。
8.进一步地,还包括探头、光谱仪以及控制终端,所述探头靠近样件设置并连接所述光谱仪,所述光谱仪连接所述控制终端,所述控制终端以用于调控所述自旋装置、公旋装置和振镜的参数。
9.第二方面,提供了一种激光精确均匀清洗飞机复合涂层的方法,包括步骤:针对飞
机复合涂层损坏部位,进行激光清洗前的定位;设置激光自旋速度,在自旋状态下选择匹配的激光功率进行调整准备;设置激光公旋速度和直径,调节聚焦光斑等效尺寸,以控制激光单次去除的线宽;设置振镜扫描运动方式和扫描速度,以控制毫米尺度扫描运动范围内激光清洗尺寸和速度;设置机床运动方式和速度,以控制米级尺度范围内激光清洗;进行激光清洗动作;通过激光等离子诱导光谱仪判断涂层是否已完全去除,若未完全去除则重复激光清洗动作。
10.进一步地,所述激光清洗动作后进行中断激光清洗动作,目视判断是否存在损坏。
11.进一步地,所述激光的波长为1064nm,脉宽为130~160ns,重复频率为20~50khz,功率为500~2000w。
12.进一步地,所述激光自旋速度和所述激光公旋速度均为10000rad/s以上,所述振镜扫描速度为1m/s以下。
13.(3)有益效果综上,本发明通过激光光束高速自旋运动,实现在聚焦光斑自旋范围内精确控制辐照区域圆度并且使辐照区域激光光束能量以自旋中心为圆心呈均匀对称分布,从而消除光斑多模、能量分布不均匀、圆度较差等因素的影响,实现在聚焦光斑微米尺度自旋辐照区域下激光精确、均匀清洗。通过激光光束高速公旋运动,并且可调公旋运动直径,再与扫描振镜扫描运动复合,实现聚焦光斑尺寸等效增大且不降低辐照区域的激光能量密度,并且等效增大的聚光光斑能量密度分布均匀,从而实现在激光光束亚毫米尺度公旋范围内激光精确均匀清洗。通过激光光束高速自旋、公旋运动与扫描振镜扫描三种运动复合,实现在光束毫米尺度扫描运动范围内激光精确均匀清洗。通过激光光束自旋、公旋、振镜扫描运动和机床搭载加工头移动等四种运动复合,实现大面积复合运动范围内激光精确均匀清洗。提高了激光清洗的便捷度,而且清洗精确、均匀去除效果良好,适用于飞机各位置表面涂层的去除作业。
附图说明
14.为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例中所需要使用的附图作简单地介绍,显而易见地,下面所描述的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
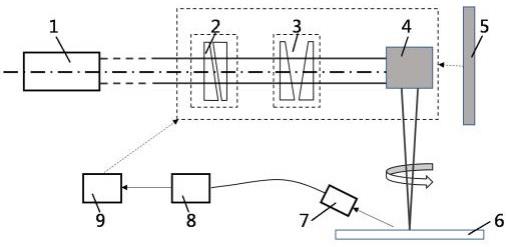
15.图1是本发明实施例的一种激光精确均匀清洗飞机复合涂层的装置的结构示意图。
16.图2是本发明实施例的一种激光精确均匀清洗飞机复合涂层的方法的流程示意图。
17.图3是本发明实施例的激光自旋前后光束质量检测结果示意图。
18.图4是本发明实施例的激光公旋与振镜复合运动轨迹示意图。
19.图中:1、激光器;2、自旋装置;3、公旋装置;4、振镜;5、机床;6、样件;7、探头;8、光谱仪;9、控制终端。
具体实施方式
20.下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例的详细描述和附图用于示例性地说明本发明的原理,但不能用来限制本发明的范围,即本发明不限于所描述的实施例,在不脱离本发明的精神的前提下覆盖了零件、部件和连接方式的任何修改、替换和改进。
21.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参照附图并结合实施例来详细说明本技术。
22.请参考图1,第一方面,本发明的实施例提出了一种激光精确均匀清洗飞机复合涂层的装置,包括:激光器1、加工头以及机床5,所述加工头内集成设置有自旋装置2、公旋装置3和振镜4,所述激光器1通过光纤连接所述加工头将产生的激光经光纤传输依次经过所述自旋装置2、公旋装置3和振镜4后入射到样件6上,所述加工头与所述机床5连接,并通过所述机床5进行所述加工头的移动。通过所述自旋装置2使激光光束高速自旋运动,实现在聚焦光斑自旋范围内精确控制辐照区域圆度并且使辐照区域激光光束能量以自旋中心为圆心呈均匀对称分布,从而消除光斑多模、能量分布不均匀、圆度较差等因素的影响,实现在聚焦光斑微米尺度自旋辐照区域下激光精确、均匀清洗。通过所述公旋装置3使激光光束高速公旋运动,并且可调公旋运动直径,再与扫描振镜4扫描运动复合,实现聚焦光斑尺寸等效增大且不降低辐照区域的激光能量密度,并且等效增大的聚光光斑能量密度分布均匀,等效增大的聚光光斑能量密度分布不受原始聚焦光斑高斯分布的影响,从而实现在激光光束亚毫米尺度公旋范围内激光精确均匀清洗。通过激光光束高速自旋、公旋运动与所述振镜4扫描三种运动复合,实现在光束毫米尺度扫描运动范围内激光精确均匀清洗。通过激光光束自旋、公旋、振镜4扫描运动和机床5搭载加工头移动等四种运动复合,实现大面积复合运动范围内激光精确均匀清洗。提高了激光清洗的便捷度,而且清洗精确、均匀去除效果良好,适用于飞机各位置表面涂层的去除作业。
23.在一些实施例中,所述自旋装置2包括一组相对设置的光楔,光楔组相对角度固定,所述光楔组在加工中高速旋转,且旋转速度可调。通过光楔组高速旋转,可实现激光高速自旋。通过所述自旋装置2使激光光束高速自旋运动,实现在聚焦光斑自旋范围内精确控制辐照区域圆度并且使辐照区域激光光束能量以自旋中心为圆心呈均匀对称分布,从而消除光斑多模、能量分布不均匀、圆度较差等因素的影响,实现在聚焦光斑微米尺度自旋辐照区域下激光精确、均匀清洗。
24.在一些实施例中,所述公旋装置3包括一组相对设置的光楔,光楔组相对角度可调,所述光楔组在加工中高速旋转,且旋转速度可调。通过光楔组高速旋转,可实现激光高速公旋,通过调节光楔组相对角度,可改变激光焦点处公旋直径。通过所述公旋装置3使激光光束高速公旋运动,并且可调公旋运动直径,再与扫描振镜4扫描运动复合,实现聚焦光斑尺寸等效增大且不降低辐照区域的激光能量密度,并且等效增大的聚光光斑能量密度分布均匀,等效增大的聚光光斑能量密度分布不受原始聚焦光斑高斯分布的影响,从而实现在激光光束亚毫米尺度公旋范围内激光精确均匀清洗。
25.在一些实施例中,还包括探头7、光谱仪8以及控制终端9,所述探头7靠近样件6设置并连接所述光谱仪8,所述光谱仪8连接所述控制终端9,所述控制终端9以用于调控所述自旋装置2、公旋装置3和振镜4的参数。所述探头7接收来自于所述样件6的光谱信号,通过
所述光谱仪8对接收信号进行分析,再通过所述控制终端9发送中止或继续清洗命令,同时所述控制终端9可以调控所述自旋装置2、公旋装置3和振镜4的参数,甚至于还可以控制所述机床5,使其对所述加工头的运行轨迹进行调节。
26.请参考图2,第二方面,提供了一种激光精确均匀清洗飞机复合涂层的方法,包括步骤:步骤一:针对飞机复合涂层损坏部位,进行激光清洗前的定位。通过激光可控制待加工件运动,待加工件可以灵活选用,例如飞机复合涂层中当前主流的面漆层、底漆层、吸波层、隔热层等,均适用。
27.步骤二:设置激光自旋速度,在自旋状态下选择匹配的激光功率进行调整准备,通过前期计算和试验,确保对涂层实现较小厚度的逐层去除,禁止出现一次清洗即“全去除”或“过去除”的情况。激光器1产生激光后,经过自旋装置2调节自旋速度,消除光斑质量影响,实现在聚焦光斑微米尺度自旋辐照区域下激光精确均匀清洗。
28.步骤三:设置激光公旋速度和直径,调节聚焦光斑等效尺寸,以控制激光单次去除的线宽。经过激光公旋装置3调节公旋直径,与扫描振镜4扫描运动复合,实现在激光光束亚毫米尺度公旋范围内激光精确均匀清洗。
29.步骤四:设置振镜4扫描运动方式和扫描速度,以控制毫米尺度扫描运动范围内激光清洗尺寸和速度。调节后的激光经过振镜4反射后入射到待加工件上,通过振镜4可控制激光扫描轨迹,实现区域内激光精确清洗。
30.步骤五:设置机床5运动方式和速度,以控制米级尺度范围内激光清洗,实现大面积激光清洗覆盖。
31.步骤六:进行激光清洗动作。待振镜4区域清洗结束后,通过数控机床5搭载加工头移至下一待加工区域。
32.步骤七:每一次激光清洗动作结束后,通过激光等离子诱导光谱仪8判断涂层是否已完全去除,若未完全去除则重复激光清洗动作,若完全去除则进行下一步操作。
33.步骤八:所述激光清洗动作后进行中断激光清洗动作,完成去除首个涂层后的其他工作,如检查涂层裂纹是否在下一类涂层有延伸等。
34.步骤九:若有必要进行下一种类涂层的去除,则回到步骤二进行逐步实施。
35.在一些实施例中,所述激光的波长为1064nm,脉宽为130~160ns,重复频率为20~50khz,功率为500~2000w。
36.在一些实施例中,所述激光自旋速度和所述激光公旋速度均为10000rad/s以上,所述振镜4扫描速度为1m/s以下。激光焦点旋转速度远大于扫描速度,可视为激光焦点在高速旋转的同时沿扫描方向运动。
37.实施例:以飞机表面常用的底漆、面漆两道涂层为例,选取某故障位置,按照上述实施例的步骤进行面漆层的精确去除。选用底漆型号yms2502ⅰ型,面漆型号yms2502ⅱ型2类,面漆的厚度约为40μm,底漆的厚度约为20μm。具体加工步骤如下:激光器1产生激光,设定激光重复频率为20khz,功率为500w;经过自旋装置2对自旋速度进行调节,设置自旋速度为10000rad/s,请参考图3,图3为自旋前后激光光束质量检测结果;经过公旋装置3对公旋直径进行调节,使焦点处公旋直径为500μm;经过振镜4反射
后入射到待加工件上;自旋装置2、公旋装置3、振镜4集成在加工头中,加工头搭载在机床5上,加工头可通过机床5控制移动。
38.设置振镜4扫描轨迹,使激光焦点在5mm
×
5mm范围完成激光清洗,扫描速度设置为0.5m/s,激光公旋与振镜4扫描复合运动轨迹,请参考图4;待完成区域扫描后,机床5搭载加工头移至下一区域,最终完成面积为1m
×
1m的涂层激光清洗。待清洗结束后,采用激光等离子体诱导光谱仪8检测,使用波长为532nm,脉宽7ns,最高重复频率15hz,探头7接受信号,光谱仪8对光谱进行分析,通过zn元素特征峰值判断激光清洗是否充分。若不充分则通过控制终端9发送信号,重复上述激光清洗动作,直至清洗完成。
39.需要明确的是,本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同或相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。本发明并不局限于上文所描述并在图中示出的特定步骤和结构。并且,为了简明起见,这里省略对已知方法技术的详细描述。
40.以上所述仅为本技术的实施例而已,并不限制于本技术。在不脱离本发明的范围的情况下对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。