1.本发明涉及消除钢帘线应力领域,具体涉及一种消除钢帘线应力的自动调整方法及系统。
背景技术:
2.钢帘线是由两根或两根以上钢丝组成的,或者由股与股的组合或者由股与钢丝的组合所形成的结构。现有的消除钢帘线应力的系统,主要是虚捻器配合校直器,校直器主要负责调配工艺的起鼓和松散弓高等性能,常常固定不动,通常只有虚捻器根据atc检测系统反馈进行实时调节,但是随着不同强度的结构开发越来越多,系统的稳定性也存在着更多的不稳定性。
3.起鼓在生产过程中和钢丝强度,表面残余应力,虚捻器转速有显著相关性,通常需要配合校直器进行调整,导致生产中时常因为起鼓不合格造成生产中断报修。通过人为调整校直器压入量来控制,调整繁琐且停机时间长,自动化程度低,大大影响了生产过程造成人员成本各种浪费。
4.对于启动扭转:双捻机器在启动过程中,特别是高强度结构使用了较强的校直器工艺。车台启动过程中张力不稳定,而虚捻器又处于被动启动状态,造成启动阶段扭转波动较大。对于扭转释放值:随着变化扭转的释放值,和虚捻器转速有显著相关性。其不稳定会造成直接影响着产品在客户处的质量稳定性,同时也使生产控制复杂度增加。
5.现有技术存在的问题和缺点:对启动扭转调整能力不足,虽然有补偿方案,但是不能从根本上解决问题,实际生产中需要定期监控,风险高且工作量大。现有方案在不同强度钢丝波动下,虚捻器转速忽高忽低调整会造成扭转释放不稳定。
技术实现要素:
6.本发明要解决的技术问题是克服现有技术的缺陷,提供一种消除钢帘线应力的自动调整方法,它可以提高启动阶段扭转稳定性和扭转释放稳定性,以降低钢帘线起鼓缺陷率。
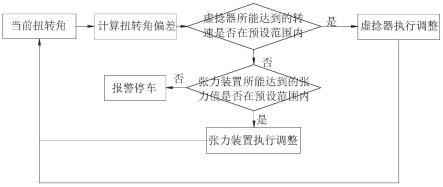
7.为了解决上述技术问题,本发明的技术方案是:一种消除钢帘线应力的自动调整方法,钢帘线依次经过虚捻器、张力装置和校直器,方法包括:
8.接收钢帘线当前扭转角;
9.基于钢帘线当前扭转角和预设的钢帘线扭转角目标值计算扭转角偏差;
10.判断假如基于所述扭转角偏差调整所述虚捻器的转速,所述虚捻器所能达到的转速是否在预设转速范围内;
11.在所述虚捻器所能达到的转速处于预设转速范围内的情况下,基于所述扭转角偏差调整所述虚捻器的转速,返回所述接收钢帘线当前扭转角步骤;
12.在所述虚捻器所能达到的转速超出预设转速范围的情况下,判断假如基于所述扭转角偏差调整所述张力装置的张力值,所述张力装置所能达到的张力值是否在预设张力值
范围内,如果是,基于所述扭转角偏差调整所述张力装置的张力值,返回所述接收钢帘线当前扭转角步骤。
13.进一步,所述扭转角偏差的计算公式为:
14.aavgn1=am
×
a aavgn0
×
b;
15.delta=aavgn1-at;
16.其中,delta为扭转角偏差;am为钢帘线当前扭转角;at为钢帘线扭转角目标值;a为第一权重,b为第二权重,a b=1;aavgn1为扭转角当前逻辑稳定值;aavgn0为扭转角上一逻辑稳定值。
17.进一步,所述基于所述扭转角偏差调整所述虚捻器的转速,包括:
18.在所述虚捻器为s捻向的情况下,如果扭转角偏差为正,虚捻器减速,如果扭转角偏差为负,虚捻器加速;
19.在所述虚捻器为z捻向的情况下,如果扭转角偏差为正,虚捻器加速,如果扭转角偏差为负,虚捻器减速。
20.进一步,所述虚捻器在加速或减速时,速度的调整量为x
×
t1,x为虚捻器调整能力,t1为虚捻器预设的步进值。
21.进一步,所述基于所述扭转角偏差调整所述张力装置的张力值,包括:
22.在所述虚捻器为s捻向的情况下,如果扭转角偏差为正,张力值增加,如果扭转角偏差为负,张力值减少;
23.在所述虚捻器为z捻向的情况下,如果扭转角偏差为负,张力值减少,如果扭转角偏差为正,张力值增大。
24.进一步,所述张力值在增大或减小时,所述张力值的调整量为t2,t2为张力装置预设的步进值。
25.进一步,方法还包括:
26.在所述张力装置所能达到的张力值超出预设张力范围的情况下,报警停车。
27.本发明还提供了一种消除钢帘线应力的自动调整系统,钢帘线依次经过虚捻器、张力装置和校直器,系统包括:
28.接收模块,用于接收钢帘线当前扭转角;
29.计算模块,用于基于钢帘线当前扭转角和预设的钢帘线扭转角目标值计算扭转角偏差;
30.第一判断模块,用于判断假如基于所述扭转角偏差调整所述虚捻器的转速,所述虚捻器所能达到的转速是否在预设转速范围内;
31.虚捻器转速调整模块,用于在所述虚捻器所能达到的转速处于预设转速范围内的情况下,基于所述扭转角偏差调整所述虚捻器的转速;
32.第二判断模块,用于在所述虚捻器所能达到的转速超出预设转速范围的情况下,判断假如基于所述扭转角偏差调整所述张力装置的张力值,所述张力装置所能达到的张力值是否在预设张力值范围内;
33.张力值调整模块,用于在所述张力装置所能达到的张力值在预设张力范围内的情况下,基于所述扭转角偏差调整所述张力装置的张力值。
34.进一步,系统还包括:报警停车模块,用于在所述张力装置所能达到的张力值超出
预设张力范围的情况下,报警停车。
35.采用上述技术方案后,本发明限定虚捻器转速范围以及张力装置的张力值范围,闭环控制钢帘线扭转角,优先调整虚捻器转速,其次调整张力值,在虚捻器达到调整限度后,还可以调整张力值,以具备继续调节的能力,还保证了虚捻器转速过高后校直器的效应,从而达到改善起鼓的效果,本发明在启动阶段,可通过张力装置保证张力值恒定,即可达到消除启动扭转的效果,也控制了虚捻器转速,使得扭转释放值稳定在一定范围内,达到了稳定释放值的效果,本发明极大地扩大了生产控制范围,可以减少机器因工艺故障停台造成的时间,人工和材料浪费,同时降低了结构开发中的启动扭转给客户带来的质量风险。
附图说明
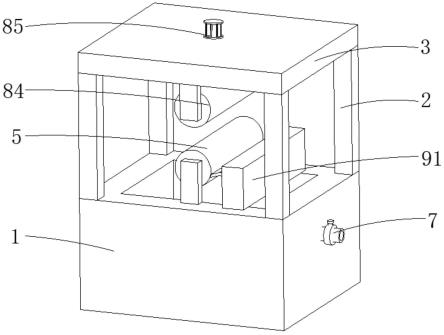
36.图1为本发明的张力装置。虚捻器和校直器的位置示意图;
37.图2为本发明的消除钢帘线应力的自动调整方法的流程图;
38.图3为本发明的消除钢帘线应力的自动调整系统的原理框图;
39.图4为采用传统方法和采用本发明中的消除钢帘线应力的自动调整方法生产钢帘线的起鼓趋势对比图;
40.图1中,1、虚捻器;2、张力装置;3、校直器。
具体实施方式
41.为了使本发明的内容更容易被清楚地理解,下面根据具体实施例并结合附图,对本发明作进一步详细的说明。
42.如图1、2所示,一种消除钢帘线应力的自动调整方法,钢帘线依次经过虚捻器1、张力装置2和校直器3,方法包括:
43.s1,接收钢帘线当前扭转角;
44.s2,基于钢帘线当前扭转角和预设的钢帘线扭转角目标值计算扭转角偏差;
45.s3,判断假如基于所述扭转角偏差调整所述虚捻器1的转速,所述虚捻器1所能达到的转速是否在预设转速范围内;
46.在所述虚捻器1所能达到的转速处于预设转速范围内的情况下,基于所述扭转角偏差调整所述虚捻器1的转速,返回步骤s1;
47.在所述虚捻器1所能达到的转速超出预设转速范围的情况下,判断假如基于所述扭转角偏差调整所述张力装置2的张力值,所述张力装置2所能达到的张力值是否在预设张力值范围内,如果是,基于所述扭转角偏差调整所述张力装置2的张力值,返回步骤s1。
48.本实施例限定虚捻器1转速范围以及张力装置2的张力值范围,闭环控制钢帘线扭转角,优先调整虚捻器1转速,其次调整张力值,在虚捻器1达到调整限度后,还可以调整张力值,以具备继续调节的能力,还保证了虚捻器1转速过高后校直器3的效应,从而达到改善起鼓的效果,本发明在启动阶段,张力装置不参与扭转调整,因此可通过张力装置2保证张力值恒定,即可达到消除启动扭转的效果,也控制了虚捻器1转速,使得扭转释放值稳定在一定范围内,达到了稳定释放值的效果,本实施例本发明极大地扩大了生产控制范围,可以减少机器因工艺故障停台造成的时间,人工和材料浪费,同时降低了结构开发中的启动扭转给客户带来的质量风险。
49.在本实施例中,所述扭转角偏差的计算公式为:
50.aavgn1=am
×
a aavgn0
×
b;
51.delta=aavgn1-at;
52.其中,delta为扭转角偏差;am为钢帘线当前扭转角;at为钢帘线扭转角目标值;a为第一权重,b为第二权重,a b=1;aavgn1为扭转角当前逻辑稳定值;aavgn0为扭转角上一逻辑稳定值。扭转角逻辑稳定值aavgn的初始值可以为初始期若干钢帘线扭转角的均值,也可以人为设定。在本实施例中,钢帘线当前扭转角指的是经过校直器之后的钢帘线的当前扭转角,一般指的是计算得到移动平均aavgn,移动平均aavgn物理意义代表了一个时间段即一定长度下的扭转相对测量角度,在设备扭转被标定情况下,也就代表了当前一定长度下的扭转值。
53.在本实施例中,所述a为5%,b为95%,a和b也可以采用其它值。
54.由于存在信号滞后以及响应延迟,以及采集的钢帘线当前扭转角可能存在误差,为了降低取样过程中机械系统带来的惯性震荡造成的信号波动,应采用信号降噪计算处理,采用此种方式计算扭转角偏差,可以降噪,并减少波动。
55.在本实施例中,所述基于所述扭转角偏差调整所述虚捻器1的转速,包括:
56.在所述虚捻器1为s捻向的情况下,如果扭转角偏差为正,虚捻器1减速,如果扭转角偏差为负,虚捻器1加速;
57.在所述虚捻器1为z捻向的情况下,如果扭转角偏差为正,虚捻器1加速,如果扭转角偏差为负,虚捻器1减速。
58.在本实施例中,所述虚捻器1在加速或减速时,速度的调整量为x
×
t1,x为虚捻器1调整能力,t1为虚捻器1预设的步进值。x是由虚捻器1自身决定的,t1可以预先设置。此种调节方式,可尽可能减少虚捻器1转速的波动情况,以达到温和调整的目的。
59.在本实施例中,所述基于所述扭转角偏差调整所述张力装置2的张力值,包括:
60.在所述虚捻器1为s捻向的情况下,如果扭转角偏差为正,张力值增加,如果扭转角偏差为负,张力值减少;
61.在所述虚捻器1为z捻向的情况下,如果扭转角偏差为负,张力值减少,如果扭转角偏差为正,张力值增大。
62.在本实施例中,所述张力值在增大或减小时,所述张力值的调整量为t2,t2为张力装置2预设的步进值。t2的值可以预先设置,此种调节方式,可以防止张力值波动过大,以达到温和调整的目的。
63.在本实施例中,消除钢帘线应力的自动调整方法还包括:
64.在所述张力装置2所能达到的张力值超出预设张力范围的情况下,报警停车。
65.在张力值调整到限定值,而钢帘线扭转角目标值还未调整到位的情况下,报警停车,这样可以快速确认原料出现的异常问题,及时发现问题以减少损失。
66.如图3所示,一种消除钢帘线应力的自动调整系统,包括:
67.接收模块,用于接收钢帘线当前扭转角;
68.计算模块,用于基于钢帘线当前扭转角和预设的钢帘线扭转角目标值计算扭转角偏差;
69.第一判断模块,用于判断假如基于所述扭转角偏差调整所述虚捻器1的转速,所述
虚捻器1所能达到的转速是否在预设转速范围内;
70.虚捻器1转速调整模块,用于在所述虚捻器1所能达到的转速处于预设转速范围内的情况下,基于所述扭转角偏差调整所述虚捻器1的转速;
71.第二判断模块,用于在所述虚捻器1所能达到的转速超出预设转速范围的情况下,判断假如基于所述扭转角偏差调整所述张力装置2的张力值,所述张力装置2所能达到的张力值是否在预设张力值范围内;
72.张力值调整模块,用于在所述张力装置2所能达到的张力值在预设张力范围内的情况下,基于所述扭转角偏差调整所述张力装置2的张力值。
73.如图3所示,消除钢帘线应力的自动调整系统还包括:报警停车模块,用于在所述张力装置2所能达到的张力值超出预设张力范围的情况下,报警停车。
74.下面结合具体的实施例,对上述实施例涉及的技术方案的优势做详细介绍。
75.实施例一
76.对于某钢帘线结构,其起鼓趋势如图4所示,图4中,左侧的趋势线为采用现有的控制方式,右侧的两条趋势线为采用上述实施例中的控制方式,右侧两条趋势线的区别在于校直器3的压入量不同。
77.实施例二
78.通过对启动段恒定张力控制,经过多种结构样品,每组实验测试10次数据,每组数据的极差,再取平均值。采用本发明中的控制方法后,启动扭转波动值如下,显著下降。
[0079][0080]
实施例三
[0081]
通过对某3/9结构的不同强度钢丝生产帘线样品,测试其5分钟和24h扭转释放值。
[0082][0083]
结论:采用本发明的调整方式后,显著降低了原料造成的释放值差异。
[0084]
以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。