gh3044合金的热处理方法、镍基合金及其制备方法
技术领域
1.本发明涉及gh3044合金的热处理方法、镍基合金及其制备方法,属于镍基高温合金加工技术领域。
背景技术:
2.gh3044合金是一种固溶强化镍基高温合金,在高温下具有高的塑形和中等的热强性,并具有优良的抗氧化性和良好的冲压、焊接工艺性能,适宜制造航空航天用零部件以及军工材料等。某巡航导弹用到一种gh3044材质的铆钉,该铆钉用于连接导弹助推器和导弹前端弹体,在导弹飞行过程中随着燃料的消耗殆尽,导弹助推器需要与弹体分离,按照导弹设计要求,采用剪切强度为680~740mpa的铆钉连接可以实现此要求,以保证在合适的拉力作用下两部分可以正常分离。由于按照常规方法生产的gh3044合金(热轧态或冷拉态,材料在生产时有冷变形强化)具有较高的剪切强度,一般大于740mpa,无法满足某型号导弹对铆钉剪切强度的需求。
技术实现要素:
3.本发明的目的在于提供一种gh3044合金的热处理方法,可以解决目前gh3044合金的剪切强度较高而无法满足部分巡航导弹使用要求的问题。
4.本发明的第二个目的在于提供一种镍基合金的制备方法。
5.本发明的第三个目的在于提供一种镍基合金。
6.为了实现上述目的,本发明的gh3044合金的热处理方法所采用的技术方案为:
7.一种gh3044合金的热处理方法,包括以下步骤:将待处理的gh3044合金在真空下加热至890~910℃,保温30~40min,然后进行冷却。
8.本发明的gh3044合金的热处理方法,将gh3044合金在真空下加热至890~910℃,保温30~40min,可以降低gh3044合金的剪切强度,当热处理的gh3044合金为铆钉时,热处理后的铆钉的剪切强度为680~740mpa,可以满足某巡航导弹连接部位对gh3044合金制铆钉的剪切强度的要求,并且热处理后的铆钉具有较好的铆接性能以及其他综合性能,综合性能均满足某巡航导弹连接部位的使用要求。
9.保温时间控制在30~40min,不仅符合行业标准的规定,可以提高生产效率,也可以避免保温时间过长造成gh3044合金的其他性能发生劣变,影响热处理后gh3044合金的正常使用。
10.可以理解的是,将待处理的gh3044合金在真空下进行加热是为了避免gh3044合金在受热状态下被空气中的氧气氧化,为了避免被氧化,真空的绝对压力越低,对gh3044合金的保护效果越好。所述真空的绝对压力为0.13~13.3pa。
11.优选地,所述待处理的gh3044合金由以下质量分数的元素组成:c≤0.10%,cr 23.50~26.50%,w 13.00~16.00%,mo≤1.50%,al≤0.50%,ti 0.30~0.70%,fe≤4.00%,mn≤0.50%,si≤0.80%,p≤0.013%,s≤0.013%,余量为ni。本发明所处理的
gh3044合金的成分符合标准gjb3165a-2008《航空承力件用高温合金热轧和锻制棒材规范》中关于gh3044合金成分的规定。
12.优选地,所述冷却是将保温后的gh3044合金在15min内冷却至温度不高于70℃。
13.优选地,所述冷却采用水冷或油冷进行。
14.优选地,所述加热的升温速率不大于25℃/min。例如,所述加热的升温速率为10~25℃/min。升温速率过快,会导致热处理后的gh3044合金的剪切强度可控性变差,产品合格率降低。
15.本发明的镍基合金的制备方法所采用的技术方案为:
16.一种镍基合金的制备方法,包括以下步骤:采用如上所述的gh3044合金的热处理方法对金属合金进行热处理,即得;所述金属合金为gh3044合金。
17.本发明的镍基合金的制备方法,将gh3044合金采用上述热处理方法进行处理,合金的mc相变化不大,m
23
c6相呈链状分布在晶界,同时在晶粒内部和晶界处有wcr固溶体析出,这两种析出相的数量和尺寸影响着gh3044合金的剪切强度。随着时效时间的的延长,析出量增多,析出颗粒长大。通过控制保温温度、保温时间和冷却方式可以控制gh3044合金的剪切强度至680~740mpa,从而满足特殊使用要求。
18.优选地,所述金属合金由以下质量分数的元素组成:c≤0.10%,cr 23.50~26.50%,w 13.00~16.00%,mo≤1.50%,al≤0.50%,ti 0.30~0.70%,fe ≤4.00%,mn≤0.50%,si≤0.80%,p≤0.013%,s≤0.013%,余量为ni。
19.本发明的镍基合金所采用的技术方案为:
20.一种由上述镍基合金的制备方法制备的镍基合金。
21.本发明的镍基合金的剪切强度为680~740mpa,制成铆钉时具有良好的铆接性能。另外,本发明的镍基合金具有较高的塑形、中等的热强性、优良的抗氧化性和良好的冲压、焊接工艺性能。
附图说明
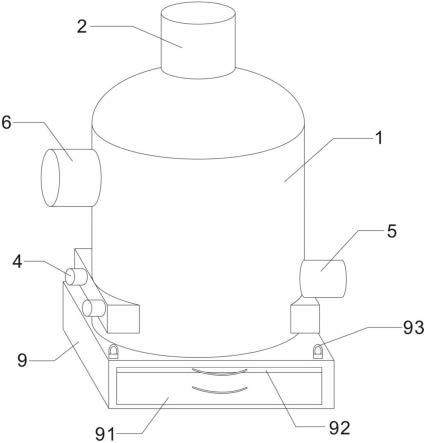
22.图1为本发明的实施例1-3和对比例1-5的gh3044合金的热处理方法中所用的铆钉的结构示意图。
具体实施方式
23.以下结合具体实施方式对本发明的技术方案作进一步说明。需要指出的是,本实施例的目的是为了进一步对本发明进行阐述,并不是对本发明保护范围的限制。
24.本发明实施例1-3和对比例1-5的gh3044合金的热处理方法中所用的铆钉由gh3044合金棒材采用车床加工而成,铆钉的结构如图1所示;gh3044合金棒材的生产厂家为抚顺特殊钢股份有限公司,炉批号为10251061205,圆棒直径为8mm,其成分符合标准gjb3165a-2008《航空承力件用高温合金热轧和锻制棒材规范》中关于gh3044合金成分的规定,具体由以下质量分数的元素组成:c 0.049%,cr 24.21%,w 14.41%,mo 0.74%,al 0.26%,ti 0.53%,fe 0.78%,mn 0%,si 0%,p 0.012%,s 0.002%,余量为ni。
25.本发明实施例4-6中所用的gh3044合金的成分符合标准gjb3165a-2008《航空承力件用高温合金热轧和锻制棒材规范》中关于gh3044合金成分的规定,具体由以下质量分数
的元素组成:c 0.049%,cr 24.21%,w 14.41%,mo 0.74%,al 0.26%,ti 0.53%,fe 0.78%,mn 0%,si 0%,p 0.012%,s 0.002%,余量为ni。
26.一、本发明的gh3044合金的热处理方法的具体实施例如下:
27.实施例1
28.本实施例的gh3044合金的热处理方法以gh3044合金棒材制成的铆钉为例,具体包括以下步骤:将由gh3044合金棒材制成的铆钉放入真空炉中,抽真空后以10℃/min的升温速率加热至890℃,保温30min,然后采用水冷的方式进行冷却,最后去除铆钉表面的氧化皮和污物,得到热处理后的铆钉。
29.本实施例中,水冷的具体实施方法可参考标准qj2665a-2006中3.3条的规定,包括以下步骤:将保温后的铆钉浸入水槽中,水槽中水的使用温度为10℃~40℃,水槽中的水处于循环流动状态,浸入15min后冷却至不高于40℃,取出,完成水冷。
30.实施例2
31.本实施例的gh3044合金的热处理方法以gh3044合金棒材制成的铆钉为例,具体包括以下步骤:将由gh3044合金棒材制成的铆钉放入真空炉中,抽真空后以18℃/min的升温速率加热至900℃,保温35min,然后采用油冷的方式进行冷却,最后去除铆钉表面的氧化皮和污物,得到热处理后的铆钉。
32.本实施例中,水冷的具体实施方法可参考标准qj2665a-2006中3.3条的规定,包括以下步骤:将保温后的铆钉浸入设置有搅拌棒的油槽中,油槽中油的使用温度为16℃~71℃,浸入15min后冷却至不高于70℃,取出,完成油冷。
33.实施例3
34.本实施例的gh3044合金的热处理方法以gh3044合金棒材制成的铆钉为例,具体包括以下步骤:将由gh3044合金棒材制成的铆钉放入真空炉中,抽真空后以25℃/min的升温速率加热至910℃,保温40min,然后采用水冷的方式进行冷却,最后去除铆钉表面的氧化皮和污物,得到热处理后的铆钉。
35.本实施例中,水冷的具体实施方法可参考标准qj2665a-2006中3.3条的规定,包括以下步骤:将保温后的铆钉浸入水槽中,水槽中水的使用温度为10℃~40℃,水槽中的水处于循环流动状态,浸入15min后冷却至不高于40℃,取出,完成水冷。
36.对比例1-5的gh3044合金的热处理方法以gh3044合金棒材制成的铆钉为例,具体包括以下步骤:
37.将由gh3044合金棒材制成的铆钉放入真空炉中,抽真空后以25℃/min的升温速率加热至m℃,保温40min,然后采用水冷的方式进行冷却,最后去除铆钉表面的氧化皮和污物,得到热处理后的铆钉。
38.水冷的具体实施方法可参考标准qj2665a-2006中3.3条的规定,包括以下步骤:将保温后的铆钉浸入水槽中,水槽中水的使用温度为10℃~40℃,水槽中的水处于循环流动状态,浸入15min后冷却至不高于40℃,取出,完成水冷。
39.表1对比例1-5的gh3044合金的热处理方法中的加热温度
40.热处理方法m对比例11140对比例21000
对比例3950对比例4850对比例5800
41.二、本发明的镍基合金的制备方法的具体实施例如下:
42.实施例4
43.本实施例的镍基合金的制备方法,具体包括以下步骤:
44.将gh3044合金放入真空炉中,抽真空后以10℃/min的升温速率加热至890℃,保温30min,然后采用水冷的方式进行冷却,即得。
45.本实施例中,水冷的具体实施方法可参考标准qj2665a-2006中3.3条的规定,包括以下步骤:将保温后的铆钉浸入水槽中,水槽中水的使用温度为10℃~40℃,水槽中的水处于循环流动状态,浸入15min后冷却至不高于40℃,取出,完成水冷。
46.实施例5
47.本实施例的镍基合金的制备方法,具体包括以下步骤:
48.将gh3044合金放入真空炉中,抽真空后以18℃/min的升温速率加热至900℃,保温35min,然后采用油冷的方式进行冷却,即得。
49.本实施例中,水冷的具体实施方法可参考标准qj2665a-2006中3.3条的规定,包括以下步骤:将保温后的铆钉浸入设置有搅拌棒的油槽中,油槽中油的使用温度为16℃~71℃,浸入15min后冷却至不高于70℃,取出,完成油冷。
50.实施例6
51.本实施例的镍基合金的制备方法,具体包括以下步骤:
52.将gh3044合金放入真空炉中,抽真空后以25℃/min的升温速率加热至910℃,保温40min,然后采用水冷的方式进行冷却,即得。
53.本实施例中,水冷的具体实施方法可参考标准qj2665a-2006中3.3条的规定,包括以下步骤:将保温后的铆钉浸入水槽中,水槽中水的使用温度为10℃~40℃,水槽中的水处于循环流动状态,浸入15min后冷却至不高于40℃,取出,完成水冷。
54.三、本发明的镍基合金的具体实施例如下:
55.本实施例的镍基合金由实施例4-6中任一镍基合金的制备方法制得,此处不再赘述。
56.实验例1
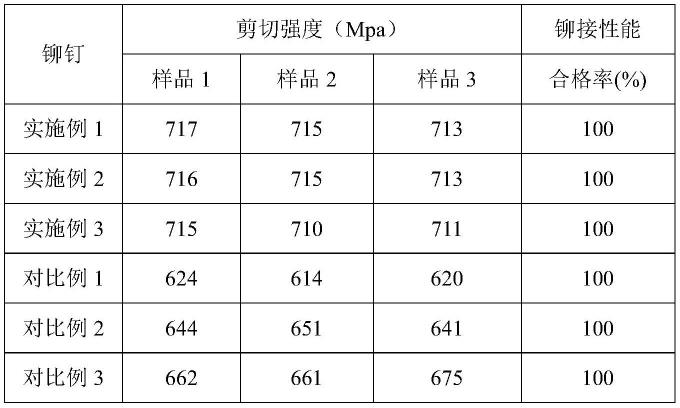
57.为了评价实施例1-3和对比例1-5的gh3044合金的热处理方法所得的热处理后的铆钉的抗剪切和铆接能力,分别测试了实施例1-3和对比例1-5所得的热处理后的铆钉的剪切强度、铆接性能。其中,剪切强度的测试方法按照标准gjb715.26a-2015《紧固件实验方法双剪》中规定的方法进行,测试时采用的试验速率为167n/s;铆接实验按照标准hb6444-2002《铆钉通用规范标准》中规定的方法进行。铆接性的合格判定标准(与标准hb6444-2002中的规定相同)要求如下:铆钉在镦粗成规定的镦头尺寸时,镦头端面应接近圆形,直径差应不大于0.1d,目测检查时不应有裂纹、裂缝。测试剪切强度时,从每个实施例或对比例制备的样品中随机选取三个样品进行测试,记录每个样品的测试结果;测试铆接性能时,从每个实施例或对比例制备的样品中随机选取五个样品进行测试,然后计算合格率。
58.表2实施例1-3和对比例1-5所得的热处理后的铆钉的剪切强度、铆接性能的测试
结果
[0059][0060][0061]
结果表明,实施例1-3的gh3044合金的热处理方法处理所得的铆钉的剪切强度和铆接性能以及其他性能均符合部分巡航导弹的使用要求。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。