1.本实用新型涉及新能源电池负极材料整形技术领域,特别涉及一种整形机。
背景技术:
2.整形机集破碎、整形于一体的机器,针对不同的物料、不同的用途,通过改变破碎腔的进料方式的核心结构即可实现在保证物料整形达标的基础上又可极大限度的提高产量,降低运行成本,实现了在不需扩大设备投资的前提下,能根据不同的用途随时进行一机两用的功能转变。
3.现有新能源电池负极材料除了表面改性处理外,还要求有较好的球形度。在粉碎过程中,物料从上方入口落入,经过粉碎后从下方掉落。现有粉碎盘上的齿圈上存在尖锐角,且方形或条形的转子存在尖锐角,存在尖锐角情况下在粉碎整形的过程中,待整形的物料(新能源电池的负极极材料)容易被粉碎,整形效果差,降低物料的得率,无法满足整形的要求。
技术实现要素:
4.为此,需要提供一种整形机,用于解决现有粉碎盘上的齿圈上存在尖锐角,且方形或条形的转子存在尖锐角,存在尖锐角情况下在粉碎整形的过程中,待整形的物料(新能源电池的负极极材料)容易被粉碎,整形效果差,降低物料的得率,无法满足整形的要求的技术问题。
5.为实现上述目的,发明人提供了一种整形机,包括腔体,所述腔体内贯穿设置有旋转主轴;
6.驱动机构,所述驱动机构设置于所述腔体的一侧,所述驱动机构与所述旋转主轴传动连接,所述驱动机构用于向所述旋转主轴提供驱动力;
7.齿圈,所述齿圈设置于所述腔体的内壁上,所述齿圈与所述腔体连接,所述齿圈的齿形为圆弧形;
8.转盘,所述转盘设置于所述腔体内,所述转盘与所述旋转主轴连接,所述旋转主轴用于带动所述转盘转动;
9.以及至少一个转子,至少一个所述转子分别沿所述转盘的周向分布设置,至少一个所述转子分别与所述转盘连接。
10.作为本实用新型的一种优选结构,所述齿圈呈分片式间隔设置于所述腔体的内壁上,所述齿圈与所述腔体可拆卸连接。
11.作为本实用新型的一种优选结构,所述齿圈的齿形为由凸圆弧齿与凹圆弧齿交替形成的波浪圆弧形。
12.作为本实用新型的一种优选结构,所述转盘有两个以上,两个以上所述转盘分别设置于所述旋转主轴上,两个以上所述转盘分别与所述旋转主轴连接;
13.两个以上所述转盘沿周向分布分别设有至少一个所述转子。
14.作为本实用新型的一种优选结构,所述整形机还包括至少一排定子组,至少一排所述定子组分别间隔分布设置于所述腔体内;
15.所述定子组包括至少一个定子,至少一个所述定子分别沿所述腔体内壁分布设置;
16.至少一个所述定子分别与所述腔体可拆卸连接,所述定子与所述转子交叉分布。
17.作为本实用新型的一种优选结构,所述定子的形状为圆柱形。
18.作为本实用新型的一种优选结构,所述转子的形状为t形,t形的所述转子上的相切面均为圆弧面。
19.作为本实用新型的一种优选结构,所述腔体有多个,多个所述腔体之间依次相互连通,多个所述腔体内分别贯穿设置有旋转主轴,相
20.连通的两个腔体内的旋转主轴的转动方向相反。
21.作为本实用新型的一种优选结构,所述整形机还包括进料口以及出料口,所述进料口设置于多个所述腔体中的第一个腔体上,所述出料口设置于多个所述腔体中的最后一个腔体上。
22.作为本实用新型的一种优选结构,所述腔体有三个,三个所述腔体之间呈“品”字型分布设置,三个所述腔体之间依次相互连通。
23.区别于现有技术,上述技术方案的有益效果为:一种整形机,包括腔体、驱动机构、齿圈、转盘以及至少一个转子,所述腔体内贯穿设置有旋转主轴;所述驱动机构设置于所述腔体的一侧,所述驱动机构与所述旋转主轴传动连接,所述驱动机构用于向所述旋转主轴提供驱动力;所述齿圈设置于所述腔体的内壁上,所述齿圈与所述腔体连接,所述齿圈的齿形为圆弧形;所述转盘设置于所述腔体内,所述转盘与所述旋转主轴连接,所述旋转主轴用于带动所述转盘转动;至少一个所述转子分别沿所述转盘的周向分布设置,至少一个所述转子分别与所述转盘连接。本实用新型的整形机,负极材料进入整形机的腔体内,驱动机构驱动旋转主轴转动,从而带动转盘转动,转盘带动转子高速旋转,使物料与齿圈之间相互碰撞、研磨,物料与物料之间相互碰撞研磨,磨平微粉棱角。由于齿圈的齿形为圆弧形,齿圈上不存在尖锐角,使得在打散整形过程中减少了对物料的破坏,提高了物料的得率(良率),从而达到负极材料整形去棱角的效果。
24.上述实用新型内容相关记载仅是本技术技术方案的概述,为了让本领域普通技术人员能够更清楚地了解本技术的技术方案,进而可以依据说明书的文字及附图记载的内容予以实施,并且为了让本技术的上述目的及其它目的、特征和优点能够更易于理解,以下结合本技术的具体实施方式及附图进行说明。
附图说明
25.附图仅用于示出本技术具体实施方式以及其他相关内容的原理、实现方式、应用、特点以及效果等,并不能认为是对本技术的限制。
26.在说明书附图中:
27.图1为具体实施方式所述整形机的结构示意图;
28.图2为具体实施方式所述整形机的剖视图之一;
29.图3为图2中的a部的局部放大示意图;
30.图4为具体实施方式所述整形机的俯视图;
31.图5为具体实施方式所述整形机的剖视图之二;
32.图6为图5中的b部的局部放大示意图;
33.图7为图5中的c部的局部放大示意图;
34.图8为具体实施方式所述转盘的结构示意图;
35.图9为具体实施方式所述转盘以及转子的结构示意图;
36.图10为具体实施方式所述转盘以及转子的正视图;
37.图11为具体实施方式所述转子的结构示意图;
38.图12为具体实施方式所述转子的侧视图。
39.上述各附图中涉及的附图标记说明如下:
40.100、底座,
41.200、腔体,
42.201、旋转主轴,
43.2011、轴承座,
44.202、齿圈,
45.203、第一腔体,
46.204、第二腔体,
47.205、第三腔体,
48.300、驱动机构,
49.400、转盘,
50.401、环形槽,
51.402、轴孔,
52.403、销轴,
53.500、转子,
54.501、杆部,
55.502、端部,
56.600、定子,
57.700、进料口,
58.800、出料口,
59.900、第一阻挡部件,
60.901、第二阻挡部件,
61.902、通孔。
具体实施方式
62.为详细说明本技术可能的应用场景,技术原理,可实施的具体方案,能实现目的与效果等,以下结合所列举的具体实施例并配合附图详予说明。本文所记载的实施例仅用于更加清楚地说明本技术的技术方案,因此只作为示例,而不能以此来限制本技术的保护范围。
63.在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包
含在本技术的至少一个实施例中。在说明书中各个位置出现的“实施例”一词并不一定指代相同的实施例,亦不特别限定其与其它实施例之间的独立性或关联性。原则上,在本技术中,只要不存在技术矛盾或冲突,各实施例中所提到的各项技术特征均可以以任意方式进行组合,以形成相应的可实施的技术方案。
64.除非另有定义,本文所使用的技术术语的含义与本技术所属技术领域的技术人员通常理解的含义相同;本文中对相关术语的使用只是为了描述具体的实施例,而不是旨在限制本技术。
65.在本技术的描述中,用语“和/或”是一种用于描述对象之间逻辑关系的表述,表示可以存在三种关系,例如a和/或b,表示:存在a,存在b,以及同时存在a和b这三种情况。另外,本文中字符“/”一般表示前后关联对象是一种“或”的逻辑关系。
66.在本技术中,诸如“第一”和“第二”之类的用语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何实际的数量、主次或顺序等关系。
67.在没有更多限制的情况下,在本技术中,语句中所使用的“包括”、“包含”、“具有”或者其他类似的表述,意在涵盖非排他性的包含,这些表述并不排除在包括所述要素的过程、方法或者产品中还可以存在另外的要素,从而使得包括一系列要素的过程、方法或者产品中不仅可以包括那些限定的要素,而且还可以包括没有明确列出的其他要素,或者还包括为这种过程、方法或者产品所固有的要素。
68.与《审查指南》中的理解相同,在本技术中,“大于”、“小于”、“超过”等表述理解为不包括本数;“以上”、“以下”、“以内”等表述理解为包括本数。此外,在本技术实施例的描述中“多个”的含义是两个以上(包括两个),与之类似的与“多”相关的表述亦做此类理解,例如“多组”、“多次”等,除非另有明确具体的限定。
69.在本技术实施例的描述中,所使用的与空间相关的表述,诸如“中心”“纵向”“横向”“长度”“宽度”“厚度”“上”“下”“前”“后”“左”“右”“竖直”“水平”“垂直”“顶”“底”“内”“外”“顺时针”“逆时针”“轴向”“径向”“周向”等,所指示的方位或位置关系是基于具体实施例或附图所示的方位或位置关系,仅是为了便于描述本技术的具体实施例或便于读者理解,而不是指示或暗示所指的装置或部件必须具有特定的位置、特定的方位、或以特定的方位构造或操作,因此不能理解为对本技术实施例的限制。此外,在上下文中,还需要理解的是,当提到一个元件连接在另一个元件“上”或者“下”时,其不仅能够直接连接在另一个元件“上”或者“下”,也可以通过中间元件间接连接在另一个元件“上”或者“下”。
70.除非另有明确的规定或限定,在本技术实施例的描述中,所使用的“安装”“相连”“连接”“固定”“设置”等用语应做广义理解。例如,所述“连接”可以是固定连接,也可以是可拆卸连接,或成一体设置;其可以是机械连接,也可以是电连接,也可以是通信连接;其可以是直接相连,也可以通过中间媒介间接相连;其可以是两个元件内部的连通或两个元件的相互作用关系。对于本技术所属技术领域的技术人员而言,可以根据具体情况理解上述用语在本技术实施例中的具体含义。
71.请参阅图1至图12,本实施例涉及一种整形机,本实施例中的三辊整形机主要应用于新能源电池负极材料的打散以及整形。在其他实施例中整形机还可以应用于新能源电池正极材料的打散以及整形。需要说明的是,在本实施例中的物料为新能源电池负极材料、新
能源电池正极材料等。
72.请参阅图1至图12,本实施例涉及一种整形机,包括腔体200、驱动机构300、齿圈202、转盘400以及至少一个转子500,腔体200作为物料打散整形的磨腔,所述腔体200内贯穿设置有旋转主轴201;所述驱动机构300设置于所述腔体200的一侧,所述驱动机构300与所述旋转主轴201传动连接,所述驱动机构300用于向所述旋转主轴201提供驱动力。优选的,在本实施例中,转盘400的形状选用圆盘形,需要说明的是,在本实施例中,并不限制转盘400的形状。所述转盘400设置于所述腔体200内,所述转盘400与所述旋转主轴201连接,所述旋转主轴201用于带动所述转盘400转动;驱动机构300用于驱动旋转主轴201转动,从而带动转盘400转动。具体的,在本实施例中,驱动机构300选用电机。电机与旋转主轴201可以直接传动连接,或者电机与旋转主轴201通过皮带传动连接。进一步的,在本实施例中,如图2所示,整形机还包括轴承座2011,轴承座2011设置于旋转主轴201上,旋转主轴201带动转盘400高速转动,高速旋转下产生的高温会对轴承造成损伤,通过设有冷却机构用于冷却轴承座2011上的轴承。
73.进一步的,在某些实施例中,如图1至图12所示,至少一个所述转子500分别沿所述转盘400的圆周向分布设置,至少一个所述转子500分别与所述转盘400连接;优选的,在本实施例中,至少一个所述转子500分别与所述转盘400通过销轴403可拆卸连接。
74.具体的,在本实施例中,如图9至图12所示,所述转子500包括杆部501以及端部502;所述端部502设置于远离所述转盘400的所述杆部501一侧,杆部501的长度大于端部502的长度;优选的,在本实施例中,如图11与图12所示,所述杆部501与所述端部502一体成型;在其他实施例中,所述杆部501与所述端部502固定连接;或者在其他实施例中,所述杆部501与所述端部502可拆卸连接,通过可拆卸连接可以方便更换端部502。所述端部502的横截面积大于所述杆部501的横截面积,转子500端部502的横截面积大于转子500杆部501的横截面积,使得转子500端部502与物料的接触面增大,且能带动的气流也较多,加大了气流搅拌,使得物料搅拌更充分。需要说明的是,在本实施例中,并不限制转子500的数量。优选的,在本实施例中,转子500的数量为十二个。具体的,在本实施例中,十二个转子500呈对称设置,且十二个转子500采用耐磨材质制成。
75.具体的,在本实施例中,负极材料在转子500的作用下,使物料相互碰撞、研磨,物料与物料之间相互碰撞研磨,磨平微粉棱角,由于转子500端部502的横截面积大于转子500杆部501的横截面积,使得转子500端部502与物料的接触面增大,且能带动的气流也较多,加大了气流搅拌,使得物料搅拌更充分,提高了物料的得率(良率),提高整形效果,从而达到负极材料整形去棱角的效果。
76.进一步的,在某些实施例中,如图9至图12所示,所述转子500上的相切面均为圆弧面。在本实施例中的转子500上的相切面均为圆弧面是指转子500上各个面相切的连接处均由圆弧面连接而成,圆弧面可以为圆弧曲面,呈光滑曲面,不存在尖锐角,将转子500上的相切面均设置为圆弧面,使得在打散整形过程中减少了对物料的破坏,提高了物料的得率(良率),从而达到负极材料整形去棱角的效果。
77.优选的,在本实施例中,如图11与图12所示,所述转子500的形状为t形,t形的所述转子500上的相切面均为圆弧面。在本实施例中t形的转子500上的相切面均为圆弧面是指t形的转子500上各个面相切的连接处均由圆弧面连接而成,圆弧面可以为圆弧曲面,呈光滑
曲面,不存在尖锐角,将t形的转子500上的相切面均设置为圆弧面,使得在打散整形过程中减少了对物料的破坏,提高了物料的得率(良率),从而达到负极材料整形去棱角的效果。需要说明的是,在本实施例中,并不限制转子500的形状,只要转子500端部502的横截面积大于转子500杆部501的横截面积,且转子500上的相切面均为圆弧面即可。
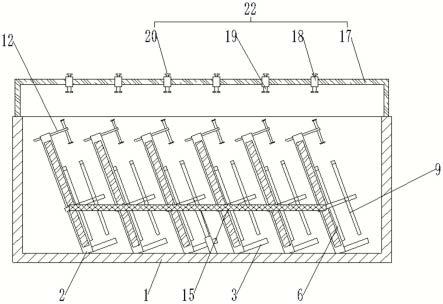
78.进一步的,在某些实施例中,如图5至图7所示,所述齿圈202设置于所述腔体200的内壁上,所述齿圈202与所述腔体200连接,所述齿圈202的齿形为圆弧形;齿圈202的齿形为圆弧形时,齿圈202上不存在尖锐角,使得在打散整形过程中减少了对物料的破坏,提高了物料的得率(良率),从而达到负极材料整形去棱角的效果。
79.具体的,在本实施例中的整形机,负极材料进入整形机的腔体200内,驱动机构300驱动旋转主轴201转动,从而带动转盘400转动,转盘400带动转子500高速旋转,使物料与齿圈202之间相互碰撞、研磨,物料与物料之间相互碰撞研磨,磨平微粉棱角。由于齿圈202的齿形为圆弧形,齿圈202上不存在尖锐角,使得在打散整形过程中减少了对物料的破坏,提高了物料的得率(良率),从而达到负极材料整形去棱角的效果。
80.具体的,在本实施例中,如图5至图7所示,所述齿圈202呈分片式间隔设置于所述腔体200的内壁上,分片式的齿圈202设置于相邻的定子600之间,所述齿圈202与所述腔体200通过螺栓可拆卸连接,通过螺栓可拆卸连接方便组装,方便维护检修。优选的,在本实施例中,如图5至图7所示,所述齿圈202的齿形为由凸圆弧齿与凹圆弧齿交替形成的波浪圆弧形,凸圆弧齿与凹圆弧齿衔接过渡,不存在尖锐角,使得在打散整形过程中减少了对物料的破坏,提高了物料的得率(良率),从而达到负极材料整形去棱角的效果。
81.进一步的,在某些实施例中,如图2与图3所示,所述转盘400有两个以上,两个以上所述转盘400分别设置于所述旋转主轴201上,两个以上所述转盘400分别与所述旋转主轴201连接,两个以上转盘400分别沿着旋转主轴201的轴向方向分布设置,两个以上所述转盘400沿周向分布分别设有至少一个所述转子500。通过设置有两个以上转盘400,从而加大了气流搅拌,使得物料搅拌更充分,增加了碰撞研磨的次数,提高了物料的得率(良率),从而达到负极材料整形去棱角的效果。需要说明的是,在本实施例中并不限制转盘400的数量,转盘400可以为一个,转盘400也可以为两个以上;优选的,在本实施例中的转盘400的数量为四个。
82.进一步的,在某些实施例中,如图2与图3所示,所述整形机还包括至少一排定子600组,至少一排所述定子600组分别间隔分布设置于所述腔体200内;定子600组与转盘400交叉分布。需要说明的是,在本实施例中,并不限制定子600组的排数,定子600组可以为一排,定子600组也可以为两排以上;优选的,在本实施例中的定子600组的数量为三排。
83.具体的,在本实施例中,如图2与图3所示,所述定子600组包括至少一个定子600,至少一个所述定子600分别沿所述腔体200内壁分布设置;至少一个所述定子600分别与所述腔体200通过螺栓可拆卸连接,所述定子600与所述转子500交叉分布,旋转主轴201带动转盘400旋转,转盘400带动转子500旋转,转子500从相邻的两个定子600之间穿过。优选的,所述定子600的形状为圆柱形,当物料经过转子500和定子600之间的缝隙时,在圆柱形的定子600作用下,物料会发生旋转,在旋转中实现研磨、整形,提高整形效果。且圆柱形的定子600表面为圆弧面,不存在尖锐角,使得在打散整形过程中减少了对物料的破坏,提高了物料的得率(良率),从而达到负极材料整形去棱角的效果。需要说明的是,在本实施例中,并
不限制定子600的数量,定子600采用耐磨材质制成。
84.进一步的,在某些实施例中,如图8至图10所示,所述转子500与所述转盘400通过销轴403摆动连接。由于腔体200呈卧式设置,当旋转主轴201不工作时,转子500在自身重力下悬挂在销轴403上;当旋转主轴201高速旋转,转盘400带动转子500旋转,在离心力的作用下,转子500随着转盘400高速旋转,达到动平衡的效果。
85.具体的,在本实施例中,如图8至图10所示,所述转盘400沿其圆周向延伸设置有环形槽401,环形槽401设置于转盘400圆周侧面的中间位置,所述转盘400上沿其周向均匀分布设置有多个轴孔402,轴孔402的数量与转子500的数量一一对应,多个所述轴孔402贯穿所述转盘400的两个面;所述转子500的一端设置于所述环形槽401内,通过销轴403穿过所述轴孔402以及所述转子500的一端,将所述转子500与所述转盘400连接,所述转子500以所述销轴403为中心在所述环形槽401内摆动,达到动平衡的效果。具体的,环形槽401设置于转盘400圆周侧面的中间位置,通过销轴403穿过所述轴孔402以及所述转子500的一端,将所述转子500与所述转盘400连接,当旋转主轴201不工作时,转子500在自身重力下悬挂在销轴403上,当旋转主轴201高速旋转,转盘400带动转子500旋转,在离心力的作用下,转子500随着转盘400高速旋转,转子500在销轴403的连接作用下被甩起高速旋转,达到动平衡的效果,高速旋转的转子500对物料进行研磨整形。
86.具体的,在本实施例中的整形机,负极材料从进料口700进入整形机的腔体200内,驱动机构300驱动旋转主轴201转动,从而带动转盘400转动,转盘400带动t形转子500高速旋转,在t型转子500高速旋转作用下,使物料与齿圈202、定子600之间相互碰撞、研磨,物料与物料之间相互碰撞研磨,磨平微粉棱角。由于t形转子500端部502的横截面积大于t形转子500杆部501的横截面积,使得t形转子500端部502与物料的接触面增大,且能带动的气流也较多,加大了气流搅拌,使得物料搅拌更充分;进一步的,将t形的转子500上的相切面均设置为圆弧面,定子600为圆柱形,齿圈202的齿形为由凸圆弧齿与凹圆弧齿交替形成的波浪圆弧形,不存在尖锐角,使得在打散整形过程中减少了对物料的破坏,提高了物料的得率(良率),从而达到负极材料整形去棱角的效果。
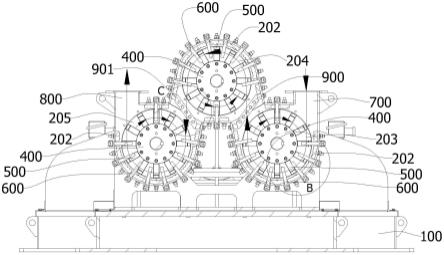
87.进一步的,在某些实施例中,如图1至图5所示,所述腔体200有多个,多个所述腔体200之间依次相互连通,多个所述腔体200内分别贯穿设置有旋转主轴201,多个驱动机构300,多个所述驱动机构300分别设置于所述腔体200的一侧,多个所述驱动机构300分别与对应的所述旋转主轴201传动连接,所述驱动机构300用于向所述旋转主轴201提供驱动力,通过设有多个腔体200,从而进一步提高极材料整形去棱角的效果。具体的,在本实施例中,如图1所示,整形机还包括底座100,腔体200设置于底座100上,通过底座100起到支撑作用。
88.进一步的,在某些实施例中,如图5所示,为了保证物料在多个腔体200之间前进传送,相连通的两个腔体200内的旋转主轴201的转动方向相反,如图5中箭头方向所示。
89.进一步的,在某些实施例中,如图5所示,所述整形机还包括进料口700以及出料口800,所述进料口700设置于多个所述腔体200中的第一个腔体200上,所述出料口800设置于多个所述腔体200中的最后一个腔体200上。
90.优选的,在本实施例中,如图5所示,所述腔体200有三个,三个所述腔体200之间呈“品”字型分布设置,三个所述腔体200之间依次相互连通。具体的,多个腔体200包括第一腔体203、第二腔体204以及第三腔体205;所述第一腔体203、所述第二腔体204以及所述第三
腔体205之间呈“品”字型分布设置;所述第一腔体203、所述第二腔体204以及所述第三腔体205之间依次相互连通。相连通的两个腔体200内的旋转主轴201的转动方向相反,如图5中箭头方向所示,第一腔体203的旋转主轴201的转动方向为顺时针,第二腔体204的旋转主轴201的转动方向为逆时针,第三腔体205的旋转主轴201的转动方向为顺时针。所述进料口700设置于所述第一腔体203上,所述出料口800设置于所述第三腔体205上,待整形的物料从进料口700进入,依次经过第一腔体203、第二腔体204以及第三腔体205进行打散整形,最后整形好的物料从出料口800出来。
91.进一步的,在某些实施例中,如图5与图7所示,整形机还包括多个阻挡部件,多个所述阻挡部件分别对应设置于相连通的两个腔体200之间的连通处,所述阻挡部件用于防止物料被一次性甩到另一连通的腔体200内;具体的,在相邻的腔体200之间的连通处设有阻挡部件,从而防止物料被一次性甩到另一连通的腔体200内,增加了物料在腔体200内的时间,增加了物料之间碰撞、研磨次数,从而提高整形的效果,提高了物料的得率(良率),从而达到负极材料整形去棱角的效果。
92.优选的,在本实施例中,如图5与图7所示,多个阻挡部件包括第一阻挡部件900以及第二阻挡部件901;所述第一阻挡部件900设置于所述第一腔体203与所述第二腔体204之间的连通处,所述第一阻挡部件900一侧与所述第一腔体203通过螺栓可拆卸连接,所述第一阻挡部件900另一侧与所述第二腔体204通过螺栓可拆卸连接,通过螺栓可拆卸连接方便维护检修。所述第二阻挡部件901设置于所述第二腔体204与所述第三腔体205之间的连通处,所述第二阻挡部件901一侧与所述第二腔体204通过螺栓可拆卸连接,所述第二阻挡部件901另一侧与所述第三腔体205通过螺栓可拆卸连接。
93.具体的,在本实施例中,如图5与图7所示,负极材料进入整形机的腔体200内,驱动机构300驱动旋转主轴201转动,从而带动转盘400转动,转盘400带动转子500高速旋转,使物料与齿圈202之间相互碰撞、研磨,物料与物料之间相互碰撞研磨,磨平微粉棱角。由于在相邻的第一腔体203与第二腔体204之间的连通处设有第一阻挡部件900,从而防止第一腔体203内的物料被一次性甩到第二腔体204内,增加了物料在第一腔体203内的时间,增加了物料在第一腔体203内之间的碰撞、研磨次数;进一步的,相邻的第二腔体204与第三腔体205之间的连通处设有第二阻挡部件901,从而防止第二腔体204内的物料被一次性甩到第三腔体205内,增加了物料在第二腔体204内的时间,增加了物料在第二腔体204内之间的碰撞、研磨次数;从而提高整形的效果,提高了物料的得率(良率),从而达到负极材料整形去棱角的效果。
94.优选的,在本实施例中,如图5与图7所示,所述阻挡部件选用格栅,所述格栅上均匀分布设有多个通孔902,所述通孔902用于让物料通过,通孔902的形状为圆形。具体的,在本实施例中,如图5与图7所示,在相邻的腔体200之间的连通处设有格栅,从而防止物料被一次性甩到另一连通的腔体200内,格栅上均匀分布设有多个通孔902,物料可以从圆形通孔902通过,有的物料可以刚好一次性从从圆形通孔902通过,有的物料会打在格栅上,从而被反弹回来,继续在原来的腔体200内碰撞、研磨,增加了物料在原来腔体200内的时间,增加了物料之间碰撞、研磨次数,从而提高整形的效果,提高了物料的得率(良率),从而达到负极材料整形去棱角的效果。
95.具体的,在本实施例中的整形机,负极材料从进料口700进入整形机的腔体200内,
驱动机构300驱动旋转主轴201转动,从而带动转盘400转动,转盘400带动t形转子500高速旋转,在t型转子500高速旋转作用下,使物料与齿圈202、定子600之间相互碰撞、研磨,物料与物料之间相互碰撞研磨,磨平微粉棱角。由于t形转子500端部502的横截面积大于t形转子500杆部501的横截面积,使得t形转子500端部502与物料的接触面增大,且能带动的气流也较多,加大了气流搅拌,使得物料搅拌更充分;进一步的,将t形的转子500上的相切面均设置为圆弧面,定子600为圆柱形,齿圈202的齿形为由凸圆弧齿与凹圆弧齿交替形成的波浪圆弧形,不存在尖锐角,使得在打散整形过程中减少了对物料的破坏,提高了物料的得率(良率),从而达到负极材料整形去棱角的效果。且在在相邻的腔体200之间的连通处设有格栅,从而防止物料被一次性甩到另一连通的腔体200内,格栅上均匀分布设有多个通孔902,物料可以从圆形通孔902通过,有的物料可以刚好一次性从从圆形通孔902通过,有的物料会打在格栅上,从而被反弹回来,继续在原来的腔体200内碰撞、研磨,增加了物料在原来腔体200内的时间,增加了物料之间碰撞、研磨次数,从而提高整形的效果,提高了物料的得率(良率),从而达到负极材料整形去棱角的效果。
96.最后需要说明的是,尽管在本技术的说明书文字及附图中已经对上述各实施例进行了描述,但并不能因此限制本技术的专利保护范围。凡是基于本技术的实质理念,利用本技术说明书文字及附图记载的内容所作的等效结构或等效流程替换或修改产生的技术方案,以及直接或间接地将以上实施例的技术方案实施于其他相关的技术领域等,均包括在本技术的专利保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。