高红外阻隔汽车天窗用tpu隔热防爆膜
技术领域
1.本发明属于防爆膜技术领域,具体涉及一种高红外阻隔汽车天窗用tpu隔热防爆膜。
背景技术:
2.天窗,已经成为了当代汽车标配代名词。但是,在夏天主要热源来自天窗,尤其是全景天窗占比约60%甚至更多的汽车。因此,停车暴晒或阳光下行车无形中给我们的头顶装了一个“小太阳”,车内更是化身蒸笼,让人坐立难安。除此之外,全景天窗还存在些许安全隐患。在突发事故时,全景玻璃在撞击后由于其自身特性会变成细小颗粒,对车内人员会造成一定的安全风险,并且钢化玻璃本身也有一定的自爆概率。
3.目前市场上汽车天窗所帖的膜分为三种:第一种内贴膜,热量是先穿过玻璃再到膜,在此过程中玻璃会吸收约30%红外热量,再加上部分膜反射的热量玻璃会很快升温,因此红外辐射和热传导会导致整车较快升温,并且该种膜也不具备防爆功能。第二种外贴膜,是热量被吸收,是利用涂附在透明聚酯膜表面的吸热剂吸收红外热量达到隔热的目的,短时间内产生似乎很优异的隔热效果,但是饱和之后会以远红外的方式产生二次热辐射,并且吸热能力会随胶水的老化而递减,同时防爆功能差。第三种外贴膜,是热量被反射,是在透明的聚酯膜上溅射多层贵金属以反射红外热量从而达到隔热目的,但是采用的光学级聚酯基材本身耐候性差,质地较硬,隔热及防爆功能也相对较差。
技术实现要素:
4.本发明是为了解决上述问题而进行的,目的在于提供一种具有优异的阻隔紫外线、阻隔热量、划痕修复、防刮蹭、防眩光、防爆等性能的高红外阻隔汽车天窗用tpu隔热防爆膜。
5.本发明提供了一种高红外阻隔汽车天窗用tpu隔热防爆膜,其特征在于,包括:依次设置的底纸层、安装胶层、第二基材层、具有高红外反射性能的金属镀膜层、第一基材层、自修复层、保护层,
6.所述第一基材层和所述第二基材层的材质均为光学级tpu,所述自修复层的材质为具有自修复功能的涂料,
7.光学级tpu采用高温熔体聚合的方法制备得到,具体制备方法如下:
8.制备光学级tpu的原料包括按重量份计的下述物质:
9.mn<5000g/mol的聚己内脂(pcl)45-60份;
10.六亚甲基二异氰酸酯型聚氨酯弹性体(hdi)、异氟尔酮二异氰酸酯型聚氨酯弹性体(ipdi)、二环己基甲烷-4,4'-二异氰酸酯型聚氨酯弹性体(hmdi)、苯二亚甲基二异氰酸酯型聚氨酯弹性体(xdi)、四甲基间苯二亚甲基二异氰酸酯型聚氨酯弹性体(tmxdi)中任一种25-40份;
[0011][0012][0013]
将上述原料按照上述重量份数加入动态或静态混合器在85~95℃的温度下混合4-9h,然后将反应后的物料加入双螺杆造粒系统进行反应挤出造粒得到光学级tpu粒子。
[0014]
进一步,本发明提供的高红外阻隔汽车天窗用tpu隔热防爆膜中还具有这样的特征:所述金属镀膜层的材质为具有红外高反射特性的贵重金属镍、铬、钛、铂、银中至少一种。
[0015]
进一步,本发明提供的高红外阻隔汽车天窗用tpu隔热防爆膜中还具有这样的特征:所述安装胶层的材质为丙烯酸酯胶粘剂。
[0016]
进一步,本发明提供的高红外阻隔汽车天窗用tpu隔热防爆膜中还具有这样的特征:所述底纸层和所述保护层的材质均为网纹结构离型膜。
[0017]
进一步,本发明提供的高红外阻隔汽车天窗用tpu隔热防爆膜中还具有这样的特征:所述安装胶层的厚度为20~30μm,所述金属镀膜层的厚度为2~5nm,所述自修复层的厚度为8~10μm。
[0018]
进一步,本发明提供的高红外阻隔汽车天窗用tpu隔热防爆膜中还具有这样的特征:所述第一基材层的厚度为200μm,所述第二基材层的厚度为100μm,所述底纸层的厚度为75μm,所述保护层的厚度为50μm。
[0019]
本发明还提供了一种制备上述的高红外阻隔汽车天窗用tpu隔热防爆膜的方法,其特征在于包括以下步骤:
[0020]
步骤s1,将上述的高红外阻隔汽车天窗用tpu隔热防爆膜中的光学tpu粒子通过流延机挤出成型制备一层tpu层。
[0021]
步骤s2,采用真空磁控溅射工艺在步骤s1制备的tpu层的一侧面溅射一层金属镀膜层。
[0022]
步骤s3,采用膜内共挤工艺在步骤s1制备的tpu层的另一侧面用所述光学tpu粒子再形成一层tpu层,该层tpu与步骤s1制备的tpu层共同做为第一基材层,在金属镀膜层上形成第二基材层。
[0023]
步骤s4,在第一基材层上涂覆具有自修复功能的涂料形成自修复层。
[0024]
步骤s5,在第二基材层上涂覆反应型丙烯酸胶粘剂形成安装胶层。
[0025]
步骤s6,在自修复层和安装胶层上分别贴合离型膜形成保护层和底纸层。
[0026]
进一步,本发明提供的高红外阻隔汽车天窗用tpu隔热防爆膜中还具有这样的特征:步骤s1中流延机中螺杆各段温度设定区间为:第一进料段温度设定为190~210℃;第二段熔融段温度设定为195~215℃;第三段均化段温度设定为190~210℃;模头温度区间为:190~210℃。
[0027]
进一步,本发明提供的高红外阻隔汽车天窗用tpu隔热防爆膜中还具有这样的特征:步骤s2中真空磁控溅射工艺参数设定为:真空度0.1-10pa,溅射气压1.0-3.0pa,溅射功率100-110w,ar流量100-300sccm。
[0028]
本发明具有如下优点:
[0029]
本发明涉及的高红外阻隔汽车天窗用tpu隔热防爆膜,是基于磁控溅射工艺基础上的光学级聚氨酯隔热防爆膜,属于反射热量,第一基材层和第二基材层的材质为光学级tpu,光学级tpu由脂肪族和聚己内酯为主要原料制备,因此,本发明的防爆膜综合了隐形车衣和隔热膜作用,具有优异的阻隔紫外线、阻隔热量、划痕修复、防刮蹭、防眩光、防爆等性能。在实际使用后,具有以下作用:(1)隔热效果明显,提升天窗的刮擦和冲击性能;(2)空调制冷效果明显,不会感觉很晒;(3)对车内饰起到保护作用,可以减缓汽车电子器件老化,内饰褪色的现象;(4)贴膜后车辆隔离隔紫外线效果较好;(5)可以防眩晕,夜晚开车的时候,如果外面有光线照射,会影响驾驶人的视线,贴膜后的车辆玻璃上的倒影不会那么明显,看外面的东西也会很清楚。
附图说明
[0030]
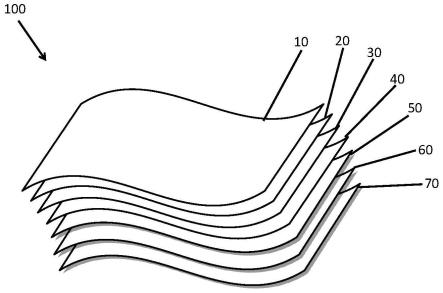
图1是本发明的实施例中高红外阻隔汽车天窗用tpu隔热防爆膜的结构示意图。
具体实施方式
[0031]
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,以下实施例结合附图对本发明的高红外阻隔汽车天窗用tpu隔热防爆膜作具体阐述。
[0032]
实施例一
[0033]
如图1所示,高红外阻隔汽车天窗用tpu隔热防爆膜100包括:底纸层10、安装胶层20、第二基材层30、金属镀膜层40、第一基材层50、自修复层60、保护层70。底纸层10、安装胶层20、第三基材层30、金属镀膜层40、第一基材层50、自修复层60、保护层70依次设置。使用时,撕掉底纸层10与保护层70,安装胶层20粘贴在汽车天窗外侧。
[0034]
在本实施例中,安装胶层20的材质为丙烯酸酯胶粘剂,具体地,安装胶层20的材质为反应型丙烯酸胶粘剂。反应型丙烯酸胶粘剂具有抗老化、耐溶剂和高内聚力高粘性。具体地,安装胶层的厚度为20~30μm。安装胶层20一方面具备适度的粘接力,良好的内聚力,可以在使用期间很好的粘接在天窗表面,不会起边,脱落;另一方面具有优异的抗湿热气候老化性能,要确保贴到天窗表面后,经受较长时间的曝晒、雨淋后胶粘剂不转移;并且具有在使用条件下经受热、紫外光及湿气等作用后,容易去除,不留残胶,不会对被保护表面造成污染;并且在天窗受到严重破坏导致玻璃破碎时,可以使玻璃持续完整粘附,防止玻璃伤人,安全与防护进一步升级。
[0035]
金属镀膜层40具有高红外反射性能。在本实施例中,金属镀膜层40的材质为具有红外高反射特性的贵重金属镍、铬、钛、铂、银中至少一种。具体地,金属镀膜层的厚度为2~5nm。金属镀膜层40能够保证产品卓越的隔热功能、清晰的透光率,反光极低,而且可以永不褪色。
[0036]
第一基材层50和第二基材层30的材质均为光学级tpu。光学级tpu采用高温熔体聚合的方法制备。制备光学级tpu的原料包括按重量份计的下述物质:45-60份的mn<5000g/
mol的聚己内脂;25-40份的六亚甲基二异氰酸酯型聚氨酯弹性体、异氟尔酮二异氰酸酯型聚氨酯弹性体、二环己基甲烷-4,4'-二异氰酸酯型聚氨酯弹性体、苯二亚甲基二异氰酸酯型聚氨酯弹性体、四甲基间苯二亚甲基二异氰酸酯型聚氨酯弹性体中任一种;4-16份的扩链剂;2-8份的引发剂;2-8份的uv助剂;2-8份的阻燃剂;2-8份的抗氧化剂。将上述原料按照上述重量份数加入动态或静态混合器快速混合,干燥,然后将干燥后的物料加入双螺杆造粒系统进行反应挤出造粒得到光学级tpu粒子。光学级tpu分子中不含苯环,不含稳定剂,具有高透光、优异的抗撕裂性、耐磨性、高抗划伤性、穿刺性、高抗冲击性、耐环境腐蚀、良好的阻尼特性、高回弹性能、低雾化值,最高抗uv等级5级,永久耐黄变,耐水解。
[0037]
具体地,第二基材层30的厚度为100μm,第一基材层50的厚度为200μm。
[0038]
自修复层60的材质为具有自修复功能的涂料,自修复层60可实现本征自修复,即无需外物质添加,具有恢复速度较快,同一个位置可以多次修复的优点,在材料受损时自动修复破损处的划痕或裂纹,从而延长天窗tpu保护膜的使用寿命。具体地,自修复层60的材质为具有高阻隔、疏水和自修复功能的涂料。具体地,自修复层60的厚度为8~10μm。
[0039]
在本实施例中,底纸层10和保护层70的材质均为网纹结构离型膜,便于使用。具体地,底纸层10的厚度为75μm,保护层70的厚度为50μm。
[0040]
实施例二
[0041]
高红外阻隔汽车天窗用tpu隔热防爆膜100的制备方法为:
[0042]
步骤s1,采用高温熔体聚合的方法制备光学tpu粒子。将55份mn<5000g/mol的聚己内脂、30份ipdi、6份1,4-丁二醇、2份过硫酸铵、2份uv-329、2份200fine、3份565加入静态混合器在90℃的温度下混合5h,然后将反应后的物料加入双螺杆造粒系统进行反应挤出造粒得到光学级tpu粒子。
[0043]
步骤s2,将制备的光学tpu粒子通过流延机挤出成型制备一层厚度为100μm的tpu层。厚度通过在线监测设备控制。流延机中螺杆各段温度设定区间为:第一进料段温度设定为195℃,第二段熔融段温度设定为200℃,第三段均化段温度设定为195℃,模头温度区间为195℃。
[0044]
步骤s3,采用真空磁控溅射工艺在步骤s2制备的tpu层的一侧面溅射厚度为2nm的银形成金属镀膜层40。溅射时溅射双层,双层的厚度为2nm,金属镀膜层的厚度通过膜厚监控仪自动控制。真空磁控溅射参数为:真空度为2.0pa,溅射气压为1.0pa,溅射功率为110w,ar流量为150sccm。
[0045]
步骤s4,采用膜内共挤工艺在步骤s2制备的tpu层的另一侧面用步骤s1制备的光学tpu粒子再形成一层厚度为100μm的tpu层,该层tpu与步骤s2制备的tpu层共同为第一基材层50,第一基材层50的总厚度为200μm,在金属镀膜层40上形成厚度为100μm的第二基材层30。厚度通过在线监测设备控制。采用模内共挤生产几乎杜绝了所有污染物,可以挤出极薄的薄膜或极厚的厚膜,不需要额外涂覆胶层直接复合。
[0046]
步骤s5,在第一基材层50上涂覆具有自修复功能的涂料形成厚度为8μm的自修复层60。厚度通过在线监测设备控制。
[0047]
步骤s5,在第二基材层30上涂覆反应型丙烯酸胶粘剂形成厚度为24μm的安装胶层20。厚度通过在线监测设备控制。
[0048]
步骤s6,在自修复层60和安装胶层20上分别贴合离型膜形成厚度为50μm的保护层
70和厚度为75μm的底纸层10。
[0049]
实施例三
[0050]
高红外阻隔汽车天窗用tpu隔热防爆膜100的制备方法为:
[0051]
步骤s1,采用高温熔体聚合的方法制备光学tpu粒子。将60份mn<5000g/mol的聚己内脂、40份hmdi、16份1,4-丁二醇、5份过硫酸铵、8份uv-329、8份200fine、8份565加入动态混合器在85℃的温度下混合9h,然后将反应后的物料加入双螺杆造粒系统进行反应挤出造粒得到光学级tpu粒子。
[0052]
步骤s2,将制备的光学tpu粒子通过流延机挤出成型制备一层厚度为100μm的tpu层。厚度通过在线监测设备控制。流延机中螺杆各段温度设定区间为:第一进料段温度设定为190℃,第二段熔融段温度设定为215℃,第三段均化段温度设定为210℃,模头温度区间为210℃。
[0053]
步骤s3,采用真空磁控溅射工艺在步骤s2制备的tpu层的一侧面溅射厚度为3nm的镍形成金属镀膜层40。溅射时溅射双层,双层的厚度为3nm,金属镀膜层的厚度通过膜厚监控仪自动控制。真空磁控溅射参数为:真空度为0.1pa,溅射气压为2.0pa,溅射功率为110w,ar流量为100sccm。
[0054]
步骤s4,采用膜内共挤工艺在步骤s2制备的tpu层的另一侧面用步骤s1制备的光学tpu粒子再形成一层厚度为100μm的tpu层,该层tpu与步骤s2制备的tpu层共同为第一基材层50,第一基材层50的总厚度为200μm,在金属金属镀膜层40上形成厚度为100μm的第二基材层30。厚度通过在线监测设备控制。采用模内共挤生产几乎杜绝了所有污染物,可以挤出极薄的薄膜或极厚的厚膜,不需要额外涂覆胶层直接复合。
[0055]
步骤s5,在第一基材层50上涂覆具有自修复功能的涂料形成厚度为9μm的自修复层60。厚度通过在线监测设备控制。
[0056]
步骤s6,在第二基材层30上涂覆反应型丙烯酸胶粘剂形成厚度为20μm的安装胶层20。厚度通过在线监测设备控制。
[0057]
步骤s7,在自修复层60和安装胶层20上分别贴合离型膜形成厚度为50μm的保护层70和厚度为75μm的底纸层10。
[0058]
实施例四
[0059]
步骤s1,采用高温熔体聚合的方法制备光学tpu粒子。将45份mn<5000g/mol的聚己内脂、25份hdi、4份1,4-丁二醇、8份过硫酸铵、4份uv-329、4份200fine、2份565加入静态混合器在95℃的温度下混合4h,然后将反应后的物料加入双螺杆造粒系统进行反应挤出造粒得到光学级tpu粒子。
[0060]
步骤s2,将制备的光学tpu粒子通过流延机挤出成型制备一层厚度为100μm的tpu层。厚度通过在线监测设备控制。流延机中螺杆各段温度设定区间为:第一进料段温度设定为210℃,第二段熔融段温度设定为195℃,第三段均化段温度设定为190℃,模头温度区间为190℃。
[0061]
步骤s3,采用真空磁控溅射工艺在步骤s2制备的tpu层的一侧面溅射厚度为5nm的铂和银混合物形成金属镀膜层40。溅射时溅射双层,双层的厚度为5nm,金属镀膜层的厚度通过膜厚监控仪自动控制。真空磁控溅射参数为:真空度为10pa,溅射气压为3.0pa,溅射功
率为110w,ar流量为300sccm。
[0062]
步骤s4,采用膜内共挤工艺在步骤s2制备的tpu层的另一侧面用步骤s1制备的光学tpu粒子再形成一层厚度为100μm的tpu层,该层tpu与步骤s2制备的tpu层共同为第一基材层50,第一基材层50的总厚度为200μm,在金属金属镀膜层40上形成厚度为100μm的第二基材层30。厚度通过在线监测设备控制。采用模内共挤生产几乎杜绝了所有污染物,可以挤出极薄的薄膜或极厚的厚膜,不需要额外涂覆胶层直接复合。
[0063]
步骤s5,在第一基材层50上涂覆具有自修复功能的涂料形成厚度为10μm的自修复层60。厚度通过在线监测设备控制。
[0064]
步骤s6,在第二基材层30上涂覆反应型丙烯酸胶粘剂形成厚度为30μm的安装胶层20。厚度通过在线监测设备控制。
[0065]
步骤s7,在自修复层60和安装胶层20上分别贴合离型膜形成厚度为50μm的保护层70和厚度为75μm的底纸层10。
[0066]
测试:将实施例2、实施例3、实施例4制备的高红外阻隔汽车天窗用tpu隔热防爆膜和市场反射膜进行透光率、红外阻隔率、紫外阻隔率、红外透过量、红外反射量、抗油性笔性能、抗化油器性能和耐砂石冲击性能(60s)测试,测试结果如表1所示。
[0067]
表1.
[0068][0069]
从表1可以看出,本发明的高红外阻隔汽车天窗用tpu隔热防爆膜100相比较与常
规反射膜具有更高的透光率、红外阻隔率和红外反射量,具有较低的红外透过量,具有较好的防刮蹭、防爆性能。
[0070]
上述实施方式为本发明的优选案例,并不用来限制本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。