块体金属玻璃压力容器
1.相关申请的交叉引用
2.本技术要求于2020年3月20日提交的美国非临时专利申请no.16/825,461的权益,其全部公开内容通过引用并入本文。
背景技术:
3.压力容器是这样的容器,其被设计为在不同于环境压力的压力下,在环境温度、升高的温度或低温温度下容纳液体或气体,如在例如美国专利no.3319420a、3140006a和6708502b1中所述的。它们可以采取各种尺寸和形状,并且可以由多种材料制成。压力容器广泛用于太空、航空和各种其他军事和商业应用。为了满足压力容器的目的,它需要能够:i)在高压下长时间储存流体或气体,同时对储存在其中的流体是不渗透的;ii)表现出高强度和爆裂强度和/或能够维持加压和减压的重复循环;iii)轻量;和iv)易于制造。
4.在各种标准中,轻量和高强度是在大多数应用中设计压力容器、尤其是卫星油箱(satellite tanks)所考虑的最重要因素。标准薄壁和球形几何形状被优化以适应这样的标准。为了避免压力容器的破裂,根据具体应用,对压力容器的安全系数的要求非常高,在3-6的范围内。chattopadhyay,s.(2004),pressure vessels:design and practice,crc press.(p.10-11和24-25)。由于这些限制,压力容器通常由钢、钛和铝制成,因为它们表现出所需的材料性能。尽管这些金属可加工成各种几何形状,但要实现中空薄壁形状是有挑战性的,因此,压力容器通常通过焊接多个金属件来制造。
5.压力容器的失效通常主要是由于内部应力集中,以缺陷和焊接接头的形式发生,以及由制造方法引起的材料性能变化。当使用晶体形式的典型结构材料时,这是主要的限制,所述晶体形式的典型结构材料通常通过焊接多个金属件来制造。由于上述原因,压力容器灾难性失效的情况在本领域中是已知的。解决该问题的现有尝试,例如,改进焊接连接方法如爆炸接合和沉积焊接以及将衬里或外包装材料整合到压力容器是复杂的并且几乎是不切实际的。在一些情况下,压力容器由非金属热塑性塑料诸如聚合物制成。虽然非金属热塑性塑料可以通过如注射模制和旋转模制的技术制造成复杂的形状,但是这些热塑性塑料压力容器不如由金属制成的压力容器坚固,这限制了其应用的通用性。
6.本发明中使用的块体金属玻璃(bulk metallic glasses)(bmg),也称为无定形金属,是一类以它们的无序原子结构为特征的材料,与有序的晶体原子结构相反。由于它们独特的结构,它们表现出各种所需的性能,诸如轻量、高强度、耐腐蚀,最重要的是,通过如热塑性成形、吹塑、挤出、剪切、焊接以及包覆铸造和包覆成型的技术成形为高度复杂的形状的能力。本发明人已经发现,bmg压力容器,尤其是热塑性模制的bmg压力容器,可以实现不仅显著更高而且一致的爆裂压力。这意味着与晶体材料相比,爆裂压力的变化非常低,从而可以在更接近屈服应力极限的压力下操作这些压力容器,所述屈服应力极限转化为较低的所需安全系数。同样地,本发明人将这些高质量性能归因于本发明的热塑性成形工艺期间bmg压力容器中的应力集中的急剧减小和在一些情况下的消除。本发明的热塑性成形方法还允许bmg原料在单一工艺中无缝地成形为压力容器,没有用作失效点的焊缝和接头。本发
明人还生产了具有多个部件的bmg压力容器,每个部件都是无缝的或没有焊接接头。
7.此外,本发明的bmg压力容器的均匀和各向同性特性产生高强度和优异的耐腐蚀性能。
技术实现要素:
8.本发明的压力容器可包括具有至少一个开口的主体。所述压力容器可以包括附加部件,诸如颈部、衬里、肋部、网格、翅片(fin)和隔膜。所述压力容器可以在整体上没有焊接接头。所述压力容器可以在主体中含有多个部件,每个部件都没有焊接接头。
9.所述压力容器可以包括具有至少一个开口的主体,其中该主体由bmg材料制成,并且其中该压力容器能够接收加压流体或气体。
10.所述压力容器内的内应力可以小于屈服强度的20%。所述压力容器可具有大于临界假想温度(critical fictive temperature)的固有延性状态(inherentductile state)(tf》t
fc
)。所述压力容器可具有小于10%的结晶度。所述压力容器可具有大于10gpa的杨氏模量和大于1200mpa的屈服强度。所述压力容器可以沿单个轴线具有一个或多个旋转对称性(rotational symmetry)。
11.所述压力容器可具有直径与相应壁厚之比在10和10,000之间的球形形状。
12.所述压力容器可具有长宽比在0.5和30之间的圆柱形形状。所述压力容器可具有除了球形形状和圆柱形形状之外的形状。
13.所述压力容器可具有最薄部分和最厚部分,其中最薄部分的厚度不超过最厚部分的厚度的1/3。
14.所述压力容器的壁厚可以是不均匀的或均匀的。
15.所述压力容器可以包括在主体的外表面上的肋部、网格和/或翅片结构,以增强压力容器的爆裂强度和/或减小压力容器的总重量。
16.所述压力容器可以配置为充当与加压介质接触的插入件的支撑件(support)。
17.所述压力容器可以是卫星油箱;飞行器油箱;进一步包括隔膜的卫星油箱;用于汽车和飞行器的燃料箱;用于包括汽车和飞行器的交通工具的气罐;潜艇船体(submarine vessel);或压力化学反应器容器。
18.所述压力容器可以具有类似于卫星的整体几何形状的外部设计,以利用卫星的开放空间。
19.所述压力容器可以通过热塑性成形(tpf)制成。tpf可以在低于700℃下进行。tpf可以包括以下步骤:分别提供具有空腔的模具和bmg原料;加热模具并将bmg原料放入模具中;在加工温度下使bmg原料变形以通过施加压力复制空腔的形状;冷却bmg原料以形成压力容器;以及从模具移除压力容器。
附图说明
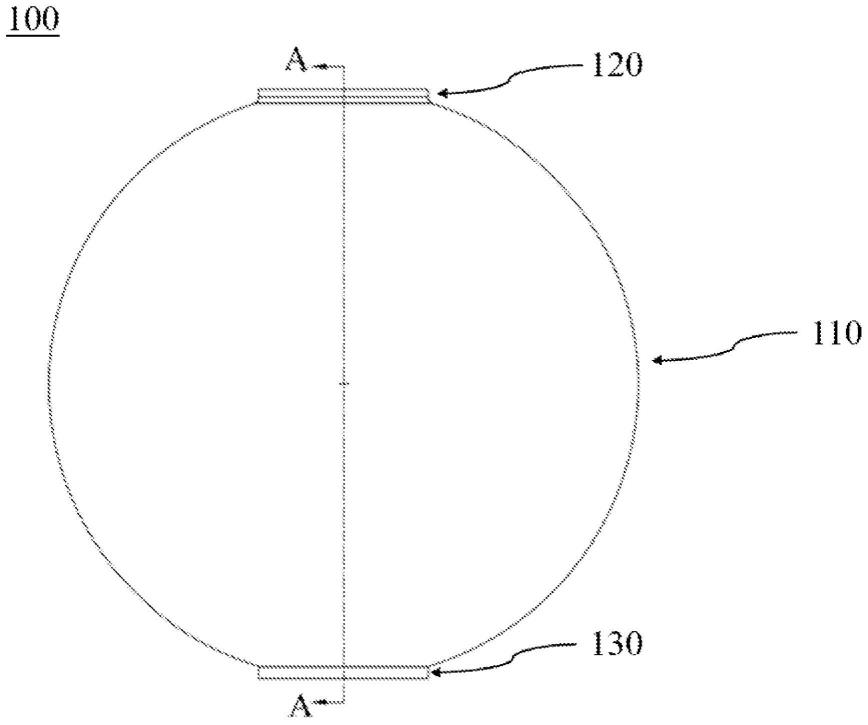
20.图1a和1b分别示出了根据本发明的bmg压力容器的草图和图1a的沿a-a线的剖视图,其是球形的。
21.图2a和2b分别示出了根据本发明的bmg压力容器的草图和图2a的沿b-b线的剖视图,其是非球形的。
22.图3示出了在压力容器的内表面上具有薄壁衬里的根据本发明的bmg压力容器的剖视图的草图。
23.图4示出了具有在压力容器内操作的隔膜的根据本发明的bmg压力容器的剖视图的草图。
24.图5示出了具有圆柱形形状的根据本发明的bmg压力容器的剖视图的草图。
25.图6示出了描述形成本发明的bmg压力容器的tpf方法的一个实例的流程图。
具体实施方式
26.本发明涉及bmg压力容器,其包括具有至少一个开口的主体。bmg压力容器可以包括附加部件,诸如颈部、衬里、肋部、网格、翅片和隔膜。bmg压力容器可以是在整体上没有焊接接头的单件。bmg压力容器可以在主体中含有多个部件,每个部件都没有焊接接头。
27.bmg压力容器可以通过热塑性成形(tpf)工艺生产。与传统金属压力容器不同,bmg压力容器可以是中空的壁式容器,基本上没有焊接接头,所述传统金属压力容器含有焊接接头,该焊接接头具有与压力容器的周长相当的焊接区域。本发明的bmg压力容器具有一个或多个开口并且可以含有加压流体或气体。bmg压力容器可以通过tpf工艺以bmg的过冷液态形成,结果,bmg压力容器具有小于10%的结晶度。本领域已知结晶度超过10%的材料遭受性能劣化,特别是物理上的劣化。ketkaew,j.,liu,z.,chen,w.,&schroers,j.(2015),critical crystallization for embrittlement in metallic glasses,physical review letters,115(26),265502(ketkaew et al.,2015)。本发明提供的关键能力是基于tpf的bmg压力容器是完全或基本上无缝和无应力的,具有均匀和一致的性能,并且在整件中具有均匀的玻璃态。
28.图1a和1b示出了本发明的bmg压力容器100。bmg压力容器具有带有两个开口的球形几何形状,包括带有开口的主体110、上颈部120和下颈部130。图1b示出了图1a的沿线a-a的剖视图,其中d为压力容器的直径,t为压力容器的壁厚。压力容器可以仅具有一个开口。球体的直径(d)与相应壁厚(t)的比在10和10,000之间。bmg压力容器可以不含任何颈部。
29.图2a和2b示出了本发明的bmg压力容器200。bmg压力容器具有带有一个开口的圆柱形形状,包括带有开口的主体210和上颈部220。图2b示出了图2a的剖视图,其中l为压力容器在垂直方向上从最顶部到最底部的长度,d为在水平方向上的最长直径,并且t为压力容器的壁厚。长度(l)与直径(d)的比在0.5和30之间。bmg压力容器可以不含任何颈部。
30.图3示出了本发明的bmg压力容器300的剖视图的草图,其包括主体310、上颈部320和下颈部330。压力容器300进一步含有在主体的内表面上的薄壁衬里340。该衬里可以由bmg材料或非bmg材料诸如聚合物制成。该衬里可以在结构上支撑主体和/或颈部。该衬里也可以防止腐蚀。该衬里可以是在主体内部起作用的中空薄壁容器。该衬里的壁厚小于主体的壁厚。该衬里可以在与主体相同的条件下制造。该衬里可以安装在本发明的任何压力容器中。
31.图4示出了本发明的bmg压力容器400的剖视图的草图,其包括主体410和上颈部420。压力容器400进一步含有在主体内部的隔膜450。
32.所述隔膜可以由一组bmg层/隔膜层/bmg层制成。该隔膜在弹性应变区域下工作,在该弹性应变区域中材料表现出小于2%的应变。隔膜层可以由bmg材料制成。该隔膜可以
安装在本发明的任何压力容器中。
33.所述隔膜的结晶度可以小于10%。该隔膜可具有大于10gpa的杨氏模量、大于1%的弹性和大于1200mpa的屈服强度。该隔膜能够弹性变形。该隔膜可以在弹性应变区域下工作,在该弹性应变区域中材料表现出小于2%的应变。该隔膜可具有大于临界假想温度的固有延性状态(tf》t
fc
)。所述隔膜可以在低于700℃的成形温度下通过热塑性成形诸如吹塑制成。
34.图5示出了本发明的bmg压力容器500的剖视图的草图,其包括主体510、上颈部520和下颈部530。压力容器500具有圆柱形形状(其中d为直径,l为长度,并且t为压力容器的壁厚),并且具有两个开口作为入口和出口。
35.传统的压力容器是通过焊接、钎焊、轧制或连接各种刚性材料(通常为金属)件而构造的,所述刚性材料与要储存的流体相容。这些产生的接缝充当压力容器的薄弱点,包括应力集中——充当破裂的起点、泄漏源,例如氢气或其他气体的泄漏源。例如,美国专利3140006a讨论了由于氢气通过冶金结合点(metallurgical bonds)(诸如通过焊接、钎焊或轧制形成并用于构造压力容器的那些冶金结合点)的扩散引起的泄漏。本领域中的先前发明试图通过将由金属和非金属复合材料或聚合物制成的衬里包覆或实施到压力容器上来解决这个问题。美国专利6401963b1。然而,现有技术都没有展示出本发明在这里公开的基本上无缝的,没有接头的压力容器,接头是压力容器的泄漏源和薄弱点。
36.本发明的bmg压力容器可以是完全或基本上无缝的,没有焊接接头。bmg压力容器可以完全没有焊接接头。主体可焊接到至少一个颈部。主体和至少一个颈部可在单个成形步骤中形成。bmg压力容器可以包括主体中的多个部件或由主体中的多个部件组成,每个部件都没有焊接接头。直径与相应壁厚的比可以在10和10,000之间。
37.参考图6,在流程图中描述了形成本发明的bmg压力容器的一个实例,热塑性成形(tpf)。
38.在步骤s1中,分别提供具有空腔的模具和bmg原料。根据要形成的压力容器的形状来选择空腔的形状。模具可由各种材料(诸如黄铜、钢、不锈钢和非金属诸如氧化铝)中的一种或多种制成。
39.在步骤s2中,将模具加热到加工温度,所述加工温度在bmg原料的玻璃化转变温度和结晶温度之间的过冷液体区域中。在模具温度达到加工温度之前或之后,将bmg原料放入模具空腔中,覆盖模具空腔的开口。
40.在步骤s3中,在bmg原料的温度达到允许bmg原料变得粘稠和可模制的加工温度之后,向bmg原料施加压力,使得bmg原料朝向空腔的表面变形。bmg原料变形直至到达空腔的表面并复制空腔的形状。使bmg原料变形的持续时间、加工温度和所施加的压力是预先确定的,以控制要形成的bmg压力容器的厚度、结晶度和其他性能。所施加的压力选择为大于bmg原料的流动应力。将变形持续时间选择为短于引起大量结晶的时间量,使得要形成的bmg压力容器的结晶度最小化为小于10%。
41.在步骤s4中,一旦bmg原料完全填充模具的空腔,就将变形的bmg冷却到其玻璃化转变温度以下,以形成bmg压力容器。
42.在步骤s5中,从模具中取出bmg压力容器。
43.上述方法是形成本发明的bmg压力容器的方法的一个实例。
44.在一个实施方案中,加工温度可以低于700℃,其中压力容器内的冷却速率变化小,例如小于100k/s,并且作为这种小变化的结果,压力容器内的内部应力小于压力容器内所有位置的屈服强度的10%,并且冷却速率的大小保证由假想温度限定的固有延性状态大于临界假想温度(tf>t
fc
),如ketkaew等人所定义和解释的,ketkaew,et al.,2018,mechanical glass transition revealed by the fracture toughness of metallic glasses,nature communications,9(1),1
–
7(ketkaew et al.,2018)。
45.此外,作为tpf工艺的附加结果,bmg压力容器具有大于10gpa的杨氏模量和大于1200mpa的屈服强度,并且内部应力显著降低。
46.本发明中公开的bmg压力容器可由一个或多个无缝件制成,以形成无缝或基本无缝的容器。多个无缝件中的每一个可以通过与上述方法类似的方法形成。制造壁厚显著小于其他尺寸(诸如直径)的部件是极具挑战性的。压力容器的这种结构特征可以通过本发明的方法实现。
47.本发明的实施方案不限于特定的bmg组成。可以使用任何合适的bmg合金组成来形成bmg压力容器。合适的合金组成具有以下组成元素之一作为基本元素:zr、ti、ni、pd、mg、al、la、ce、fe、pt、nb、ir、mo、w、cu、au、ag、hf、co、gd、be、b、c、p、si、rh及它们的混合物。对于另一实例,合适的bmg合金组成是以下之一:zr
44
ti
11
cu
10
ni
10
be
25
、zr
41
ti
14
cu
12.5
ni
10
be
22.5
、zr
35
ti
30
cu
7.5
be
27.5
、zr
46
cu
46
be8、zr
57
nb5cu
15.4
ni
12.6
al
10
、zr
65
al
10
ni
10
cu
15
、zr
65
al
7.5
ni
10
cu
12.5
ag5、zr
66.4
nb
6.4
cu
10.5
ni
8.7
al8、zr
55
cu
30
al
10
ni5、zr
46
cu
46
be8、ti
41
zr
25
be
28
fe6、ti
45
zr
20
be
29
fe6、ti
35
zr
30
be
25
、ti
30
zr
35
be
25
、ti
40
zr
10
cu
34
pd
14
sn2、ti
40
zr
10
cu
32
pd
14
sn4、pd
43
cu
27
ni
10
p
20
、pd
40
ni
10
cu
30
p
20
、pd
40
ni
40
p
20
、pt
57.5
ni
14.7
cu
5.3
p
22.5
、au
49
ag
5.5
pd
2.3
cu
26.9
si
16.3
、ni
45
pd
35
p
17
b3、ni
45
ti
20
zr
25
al
10
、ni
40
ti
17
zr
28
al
10
cu5、ni
62
pd
19
si2p
17
、cu
46
zr
42
al7y5、mg
65
cu
25y10
、mg
65
cu
7.5
ni
7.5
zn5ag5y
10
、la
55
al
25
co5cu
10
ni5、fe
41
co7cr
15
mo
14c15
b6y2以及它们的混合物。
48.本发明的bmg压力容器具有轻量、强度高并且耐腐蚀。bmg压力容器,尤其是通过tpf工艺加工的bmg压力容器,在整个压力容器结构中表现出一致的高强度和非常小的散射爆裂强度(scatter burst strength)。bmg压力容器中应力集中的急剧减小消除或显著减小了应力。令人惊奇地,本发明人发现,当使用热塑性模制的金属玻璃时,爆裂压力不仅显著更高,而且与晶体材料相比,爆裂压力的变化非常低,从而可以在更接近屈服应力极限的压力下操作这些压力容器,所述屈服应力极限转化为较低的所需安全系数。本发明人将该结果归因于以下事实:在热塑性成形期间,所有应力因制造而减小。
49.本发明的tpf方法允许bmg原料在单一工艺中无缝地成形为压力容器,没有用作失效点的焊缝和接头。通过tpf变形的多个bmg可以单独无缝地成形以放置在压力容器中。此外,bmg材料的均匀和各向同性特性产生高强度和优异的耐腐蚀性能。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。