有限尺寸的复合层压插片、由其形成的渐缩复合层压结构及其制造和使用方法
1.相关申请的交叉引用
2.本技术要求于2020年3月18日申请的美国临时专利申请序列号62/991,411的优先权和权益,该申请的全部内容通过引用并入本文。
技术领域
3.本发明的多个实施例总体上涉及复合层压结构,特别是以偏移的方式相对于彼此堆叠和滑动的插片或子层压模块或构造块的多种组,以便促进低浪费和低误差生产结构。还描述了制造、生产和使用此种结构的方法。
背景技术:
4.为了提高可接受性,常规复合层压结构通常被设计成模拟常规金属基层压材料的强度特性并且因此被约束成具有对称和平衡的铺层层的设计。当此种常规结构被如此约束并且包含由黑碳纤维形成的至少三铺层(如果
±
45被认为是单铺层)或至少四铺层(如果
±
45被认为是两个不同的铺层)时,由于它们组合的碳组成和金属模拟特性,在本区域中通常将此种常规结构称为“黑铝”。参考美国公开号2006/0093802可以理解围绕常规复合层压结构的附加细节,该申请的全部内容通过引用并入本文。
5.这些常规复合层压结构常常利用(一般被称为)“传统四层层压件(legacy quad laminates)”,其涉及由[0]、[
±
45]和[90]铺层的集合制成的层压件(例如,参见图1a至1b中示出的传统四层区域1)。当层中的每一个堆叠时,所得到的结构是准各向同性的,因为其与铝的各向同性属性匹配,这说明了将此种复合层压件称为黑铝的原因之一。传统四层层压件本质上总是离散的,这意味着可以选择有限数量的铺层角和/或铺层角组合(如上所述的四个离散铺层的多个层)。为了具有期望的定向属性,必须添加比由四铺层制成的类各向同性件更多的层,导致子层压件的6、8、10或更多铺层(如本文其他地方详述的)。当层压件被制成具有中间平面对称性时,所得到的总层压件具有12、16和20铺层的双倍厚度。如果需要更厚的层压件,则必须考虑12、16和20的倍数。
[0006]
在极端情况下,基于不使用子层压件的总层压件来选择层压件。在这样的情况下,总层压件可以基于0
°
、
±
45
°
和90
°
的百分比来选择,其中,铺层分散在整个厚度上。在这样的情况下,明确的要求仅是中间平面对称性和对铺层组的三个限制(即,存在四铺层,但是它们设置在三个组中,即,0
°
、
±
45
°
和90
°
)。例如,如果子层压件具有10层,其中五层是0
°
,0
°
铺层可以被分成至少两组,即一组三铺层和一组二铺层。可以设置三个或更多个组(诸如三个1-铺层和一个2-铺层),但是具有4个和1个或5个全部在一个组中的组对于遵守常规传统四层层压件系列所需的约束性堆叠顺序是不可行的。
[0007]
上文是传统四层层压件系列的特有问题。首先,子层压件是厚的,其次,要求中间平面对称性,并且最后,随着厚的子层压件的添加,层压件的厚度会出现大幅增长。可以通过添加一些选择的铺层而不是重复的子层压件的一部分来减轻大幅增长。但是这种任意添
加的铺层,厚度小于6、8、或10铺层,不同于子层压材料的属性,并使得优化实际上不可能。在最小量规上也存在问题。许多部件和装置需要小于12、16和20铺层的层压厚度。因此,在这些背景下,诸如像在机身或机翼蒙皮的区域中,使用传统四层复合件是不可行的。这种性质的子层压件也易于分层(来自刚刚描述的复杂的堆叠顺序),以及由于成千上万的纤维间断性以及基体破裂和铺层分层导致多种失效模式。对于复杂的结构,需要复杂的工序来混合具有不同堆叠和厚度的相邻层压件,以及下降或添加铺层,并且复杂的工序妨碍优化和制造。
[0008]
传统四层件的另一复杂之处是当子层压件厚度达到10铺层时,堆叠顺序排列的数目达到成千上万。从如此大的污染中选择最好的层压件即使不是不可能也会变得困难。使用传统四层件的复杂性的另一个同样令人烦恼的来源来自具有6铺层至10铺层的构造块子系列(例如,如本文中其他地方提及的子层压模块)。每个系列可以具有独立于其他系列的它们的最佳层压件。因此,经常发生重复,并且常常不能容易地确保在选择最佳层压件时的特有性。多种解决方案也是可能的,使得最佳层压件的选择是主观的,从而导致规模的低效性和/或多个结构上的不一致性。
[0009]
由于常规复合层压结构的离散性质,在常规复合层压结构中进一步出现低效性,这由于行业的自给约束而加剧,常规复合层压结构包括认识到的所有复合层压结构,特别是具有平衡且对称的材料特性的复合层压结构中的子层压结构的要求;换句话说,它们必然涉及厚的子层压结构和中间平面对称性。具体地,对称层压件涉及关于它们的中间平面的铺层取向的反射或镜像等效,而平衡层压件涉及横跨其整体的相等数量的正( )和负(-)取向的铺层。由于考虑到常规复合层压结构在从固化温度冷却时将会发生不期望地翘曲或者当操作温度改变时残余应力的增加,这些约束在历史上大致没有受到挑战。例如,为了加强对称性,最小数量的铺层必须加倍,从而达到12、16和20铺层,或者像24、32和40的更高的铺层,甚至更多。可以参考美国专利号9,296,174理解围绕常规施加的约束的其他细节,该专利的全部内容通过引用并入本文。
[0010]
对称层压件传统上已通过以这样的方式堆叠多种单向铺层的多个层来形成,使得复合层压件呈现出自身关于结构的中间平面的镜像。这种层压工艺通常是时间和劳动密集型的并且易于出错,需要特别注意以确保相应复合层的精确排序,并且可能导致不必要数量的铺层,这可能导致过多的工艺浪费和成本。在历史上已经证明,当试图使结构的外表面渐缩时,甚至当下降铺层层以形成渐缩部时,至少部分地由于期望保持整个对称,更进一步的对称层压件是麻烦的。此外,当具有大致相同取向的单个或一对对称下降铺层以形成渐缩部时,层压堆叠顺序和因此材料的强度特性被改变。
[0011]
尽管在它们自身上没有问题,但平衡的层压件(像上述对称层压件)传统上已通过以多个精确取向堆叠多种单向铺层的多个层而形成,在多个精确取向之间具有相对大的角度。例如,诸如 45
°
铺层的每个离轴铺层通常与-45
°
铺层进行匹配(例如,镜像)。此外,惯例是具有结合-45
°
、0
°
、 45
°
、和90
°
的角度的4铺层取向(即,本文先前提到的[0]、[
±
45]和[90]配置,简单地使用替代的命名法)。诸如0
°
、
±
45
°
配置的3铺层取向也是常用的;然而关键是正( )取向的铺层和负(-)取向的铺层的数量保持相等。
[0012]
当试图最小化层压件以及甚至子层压件的厚度时,这种性质的平衡的和对称的层压件传统上也已产生了困难,从而需要更薄的铺层作为唯一选择,以抵消增加6铺层、8铺层
或10铺层(或甚至更多铺层,诸如当需要对称时,加倍)以实现所期望的材料特性的需求。这些结构中还存在渐缩(即,下降铺层)的复杂性,其中,一个示例性限制是特定铺层或它们的组的下降必须不干扰期望的对称性和平衡。因此,由于可用铺层角的离散性质(受本文详述的额外厚的子层压结构和对称性约束的影响),在可实现的层压刚性和/或强度特性之间必然存在无法简单桥接的间隙。由于自给约束,故常常面临多种失效模式,这是由于下降铺层的成千上万的纤维间断性、混合(blending)以及制造中的复杂性;换句话说,常常不得不牺牲层压结构中的一组最佳材料特性来满足各种自给约束;因此,使用不是最佳的层压结构。
[0013]
对常规复合层压结构的现有改进包括双-双子层压结构的改进,与常规配置的离散点相比,其提供连续的机会区域,这可以通过图1a至图1b与图2a至图2b的比较来理解。值得注意的是,双-双子层压结构的连续区域实现了具有最佳4铺层厚的结构的子层压件;可获得甚至更薄的2铺层和1铺层厚的配置。全文中,铺层角也是连续的,使得不同层压件的混合和渐缩以及它们的优化可实现。子层压件的厚度保持恒定。因此,遇到少得多的失效模式(并且实际上没有不可预测的失效模式),并且可以以比常规可用的方式更高效的方式进行自动铺设工序。所有这些以及其他优点导致更简单并且更轻的结构,这些结构出于效率和准确性的目的也被更好地优化。
[0014]
双-双子层压结构还促进快速且较不易出错的单下降铺层配置和技术。与常规配置相比,这些配置明显更强并且更耐受边缘和总体分层。此外,单下降铺层(不需要保持对称性和平衡)使得能够产生没有引起应力集中的内部间断性和在下降铺层位置处没有应力集中的子层压结构,所有这些都可以参见图3a至图3b来理解。单下降铺层可以发生在工具表面或顶表面上,但不必同时在这两个表面上。参照图3a的上图示,在上图示中示出了具有连续的顶表面11和渐缩的(包含下降铺层)工具表面12的子层压结构10。将此与图3a的下图示进行比较,在下图示中示出了具有渐缩的(包含层液滴的)顶表面21和连续工具表面22的子层压结构20。在图3b中示出了另一实施例,其中,下降铺层可以沿着另外对称的子层压结构30的中轴线32定位;以这种方式,相对的外表面31可以是连续的和光滑的。可以通过任何这些单下降铺层配置和技术实现显著的重量减轻,而内铺层保持平行而没有可以触发多个失效机制的下降铺层的中断。
[0015]
如参见图3总体上可以理解的,双-双子层压结构的另一个示例性和非限制性应用涉及格栅、芯片、和/或蒙皮结构的形成。如图所示,这些结构通常通过使用高速铺带机生产格栅/蒙皮板来形成,这些结构提供由多组肋形成的正交格栅。然而,为了匹配肋和它们的接合部(两个肋相交之处)的高度,必须在每个肋的每隔一层带中添加间断的插入件。这需要在正在进行的制造操作期间切割连续带,导致生产的低效率和/或由于所执行的切割中的不一致性等引起的带中的不准确性。
[0016]
因此,需要提供层压格栅、芯片和/或蒙皮结构及其制造和使用方法,其能够消除观察到的与使用双-双子层压结构和/或甚至常规层压结构的连续带相关联的低效率和不准确性。
技术实现要素:
[0017]
通过本文所描述的不同实施例,提供了复合层压模块、层(即,插片或复合层压插片)、以及使用模块和/或插片使复合层压结构渐缩和制造复合层压结构的方法。此外,与常
规层压件相比,在减轻的重量下,通过复合层压插片可实现的新的渐缩配置提供改进的或相当的(与常规层压件相比)结构特性并且易于制造。
[0018]
根据多种实施例,提供用于双渐缩复合层压结构的一组复合层压插片。该结构由多个有限子层压插片限定,多个插片中的每一个均具有与多个插片中的其他插片相同的形状和尺寸并且具有定向在插片平面中的相对表面、平坦表面的相对主边缘以及该平坦表面的相对次边缘,相对次边缘垂直于相对主边缘;顶表面,该顶表面由多个有限子层压插片中的最上面的一个限定;以及工具表面,该工具表面由多个有限子层压插片中的最下面的一个限定,工具表面相对于顶表面相对地定向;其中:多个插片中的每一个在正交于多个插片的相对平坦表面以及相对主边缘和相对次边缘的方向上堆叠在多个插片中相邻定位的插片的顶部;多个插片中的每一个在插片平面中相对于多个插片中相邻定位的插片偏移一偏移距离;偏移距离被限定为多个插片中相邻定位的插片的平坦表面的相对主边缘中相应主边缘之间的距离;多个插片中的相邻定位的插片的平坦表面的相对主边缘中的一个主边缘限定复合层压结构的顶表面的顶部渐缩部分;以及多个插片中的相邻定位的插片的平坦表面的相对主边缘中的另一个主边缘限定复合层压结构的工具表面的工具渐缩部分,工具渐缩部分相对于顶部渐缩部分相对地定向。
[0019]
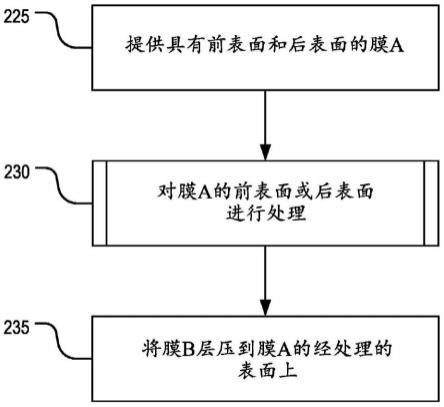
根据多种实施例,还提供了形成双渐缩复合层压结构的方法。该方法包括以下步骤:提供多个有限子层压插片,多个插片中的每一个均具有与多个插片中的其他插片相同的形状和尺寸并且具有定向在插片平面中的相对表面、平坦表面的相对主边缘、和平坦表面的相对次边缘,相对次边缘垂直于相对主边缘;通过在与待形成的结构的纵向轴线对准的方向上定位多个插片中的第一个插片来建立工具表面;将多个插片中的至少第二个插片堆叠在多个插片中的第一个插片的顶部,堆叠以偏移的方式发生,使得第二个插片的至少相对主边缘接触第一个插片;以偏移的方式将多个插片中的最后一个插片堆叠在多个插片中的至少第二个插片的顶部,以便限定结构的顶表面,其中:偏移距离被限定为多个插片中的相邻定位的插片的平坦表面的相对主边缘的相应主边缘之间的距离;多个插片中的相邻定位的插片的平坦表面的相对主边缘中的一个主边缘限定复合层压结构的顶表面的顶部渐缩部分;以及多个插片中的相邻定位的插片的平坦表面的相对主边缘中的另一个主边缘限定复合层压结构的工具表面的工具渐缩部分,工具渐缩部分相对于顶部渐缩部分相对地定向。
[0020]
根据多种实施例,提供了一种渐缩的机身蒙皮,包括:多个有限子层压插片,多个插片中的每一个均具有与多个插片中的其他插片相同的形状和尺寸并且具有定向在插片平面中的相对表面、平坦表面的相对主边缘、以及该平坦表面的相对次边缘,相对次边缘垂直于相对主边缘;与多个有限子层压插片之一相邻的连续插片层,该连续插片层具有的形状和尺寸至少不同于或大于多个有限子层压插片中的每一个的形状和尺寸;顶表面,顶表面由多个有限子层压件中的最上面的一个限定;以及工具表面,工具表面由连续插片层限定,工具表面相对于顶表面相对地定向;其中:多个插片中的第一个插片堆叠在连续插片层的顶部;多个插片中的剩余插片中的每一个在正交于多个插片的相对的平坦表面以及相对主边缘和相对次边缘的方向上堆叠在剩余多个插片中的相邻定位的插片的顶部;多个插片中的每一个在插片平面中相对于多个插片中相邻定位的一个插片偏移一偏移距离;偏移距离被限定为多个插片中相邻定位的插片的平坦表面的相对主边缘中的相应主边缘之间的
距离;多个插片中的相邻定位的插片的平坦表面的相对的主边缘中的一个主边缘限定复合层压结构的顶表面的顶部渐缩部分;以及多个插片中的相邻定位的插片的平坦表面的相对主边缘中的另一个主边缘限定复合层压结构的工具表面的工具渐缩部分,工具渐缩部分相对于顶部渐缩部分相对地定向。
[0021]
根据多种实施例,还提供了一种渐缩的飞机机翼,包括:多个非矩形有限子层压插片,多个插片中的每一个具有与多个插片中的其他插片相同的形状和尺寸,并且具有定向在插片平面中的相对表面、平坦表面的相对主边缘、以及该平坦表面的相对次边缘,相对次边缘垂直于相对主边缘;由多个有限子层压插片中的最上面的一个限定的顶表面;以及由多个有限子层压插片中的最下面的一个限定的工具表面,工具表面相对于顶表面相对地定向;其中:多个插片中的每一个在正交于多个插片的相对平坦表面和相对的主边缘和次边缘的方向上堆叠在多个插片中的相邻定位的插片的顶部;多个插片中的每一个在插片平面中相对于多个插片中的相邻定位的一个插片偏移一偏移距离;偏移距离被限定为多个插片中的相邻定位的插片的平坦表面的相对主边缘中的相应主边缘之间的距离;多个插片中的相邻定位的插片的平坦表面的相对主边缘中的一个主边缘限定复合层压结构的顶表面的顶部渐缩部分;以及多个插片中的相邻定位的插片的平坦表面的相对主边缘中的另一个主边缘限定复合层压结构的工具表面的工具渐缩部分,工具渐缩部分相对于顶部渐缩部分相对地定向。
附图说明
[0022]
以下将参照附图以非限制性方式进一步描述本发明的多个实施例。在在附图的几幅图中,相同的附图标记用于表示相应的相似部分:
[0023]
图1a至图1b示出了集中于10铺层配置的传统四层常规子层压件系列;
[0024]
图2a示出了双-双子层压件系列内的所有子层压件的一个主铺层刚性分量;
[0025]
图2b示出了分别以10度和2度的角度为增量的双-双子层压件系列的两个三维表示;
[0026]
图3a至图3b示出了通过示例性双-双子层压件系列促进的单下降铺层配置;
[0027]
图4示出了根据多种实施例的堆叠且滑动的以形成复合层压结构的一组复合层压插片;
[0028]
图5示出了根据多种实施例的为了形成双渐缩梁而堆叠和滑动的一组复合层压插片;
[0029]
图6示出了根据多种实施例的图5的双渐缩梁的疲劳测试的结果数据;
[0030]
图7示出了根据多种实施例的利用图4的堆叠且滑动的该组复合层压插片的示例性渐缩纵梁应用;
[0031]
图8示出了根据多种实施例的利用图4的堆叠且滑动的该组复合层压插片的示例性渐缩机身蒙皮应用;
[0032]
图9示出了根据多种实施例的利用堆叠的、滑动的以及弯曲的复合层压插片的4铺层组件的示例性渐缩机身油箱;
[0033]
图10示出了根据多种实施例的利用堆叠的、滑动以及弯曲的复合层压插片的5铺层组件的示例性渐缩机身油箱;
[0034]
图11示出了根据多种实施例的堆叠且滑动的以形成复合层压结构的一组示例性非矩形形状的复合层压插片;
[0035]
图12示出了表示根据多种实施例的插片滑动技术的近似双线性和近似三线性的应用的数据;以及
[0036]
图13示出了根据多种实施例的利用8铺层组件的由堆叠且滑动的复合层压插片形成的另一示例性模具粘附结构。
具体实施方式
[0037]
为了便于理解本发明的多种实施例,以下定义了多个术语。本文所定义的术语具有与本发明相关的领域中的普通技术人员通常理解的含义。诸如“一(a)”、“一个(an)”以及“该(the)”的术语并不旨在仅指单数实体,而是包括可用于说明的具体示例的一般类别。本文中的术语用于描述本发明的特定实施例,但是它们的使用并不限定本发明,除非在权利要求中概述。
[0038]
如本领域中通常已知和理解的,作为初始事项,应指出的是,存在多种层压结构(例如,铺层层和/或子层压模块)固结选项。铺层和/或子层压模块内的织物可被供应为干纤维或预浸渍有树脂(例如,预浸料)的纤维。如本领域通常已知和理解的,每种的非限制性示例包括树脂传递模塑、真空树脂传递模塑、加热的真空辅助树脂传递模塑、高压釜工艺之外的、和树脂膜灌注的非限制性示例。在一些实施例中,铺层可以是由多根纤维限定或由多根纤维形成的碳纤维铺层。其他实施例可以可替代地配置有多种材料(例如,玻璃纤维或诸如铜线的电导体)。作为非限制性示例,在风力涡轮机叶片的背景下,视情况而定,本文中所描述的层压结构和/或子模块可以代替碳纤维铺层而结合玻璃纤维铺层,这对于成本或其他考虑可能是期望的。在其他实施例中,混杂可能是期望的,混杂导致碳纤维、玻璃纤维和/或周期性间隔的电导体(例如,作为防雷保护的铜线)或作为铺层的其他材料的各种组合中的任一种的混合物,。
[0039]
如本文其他地方所提到的,双-双子层压件的一个示例性、非限制性且有用的应用在于复合格栅和/或复合格栅以及蒙皮和/或格栅/芯片/蒙皮结构的构造。值得注意的是,通过双-双子层压结构(特别是均匀化的)的材料特性,格栅和蒙皮和/或格栅/芯片/蒙皮型结构的实施是可预测且可实现的;除了优化的和自动的铺设工序之外,它还变得更加高效,这些工序能够以简单的方式产生不仅坚固且重量轻,而且耐损伤且便宜的总层压件。
[0040]
常规复合格栅结构(典型地本质上是多方向的)通常被设计成模拟常规金属基结构材料的强度特性,并且因此已经被典型地约束到利用多于二铺层层或部件的设计。这样的示例中,惠灵顿机身(在wo 2018/187186中进一步详述)利用由铝制成并且具有带有标称[0]连结的[
±
45]格栅的格栅。复合格栅的最重要特征之一是内在损伤容限。随着通过外力或冲击移除一个肋或接头,具有高密度的交叉肋的晶格结构将形成新的网状物,其中,整个格栅结构的完整性损失很小。惠灵顿轰炸机机身在战斗损伤后的生存也是该内在损伤容限的真实证明。值得注意的是,传统层压件(没有格栅的蒙皮)的损伤容限至少要降低2倍,以防止微破裂和分层的生长。因此,将格栅作为格栅/蒙皮构造的骨架是允许较充分地使用复合材料的固有属性的改变游戏规则的概念。
[0041]
技术上的最新进步也已经将复合格栅确定为提供特别轻重量的配置和/或诸如在
惠灵顿机身中使用的那些替代配置。例如,单向肋可以代替三轴铝格栅。更进一步地,在依赖于双-双子层压结构(在wo 2020/252126中进一步详述)的情况下,可以利用用于格栅和连结(或皮层)的多种角度中的任一种。例如,在wo 2020/252126中,示出了两个实施例,即,单蒙皮格栅结构和双蒙皮格栅结构。一个双螺旋或子层压件[
±
a]可以用于形成皮层,而另一双螺旋或子层压件[
±
b]可以用于形成格栅部件。以这种方式,单个双-双子层压件[
±
a/
±
b]可以用于任何蒙皮/格栅组合。在一些实施例中,子层压件[
±
b]的交叉铺设实现了格栅的多方向(即,类金刚石)图案,并且其密度可以根据不同实施例而变化。如还在wo 2020/252126中所详述的,格栅结构还可以结合间断或固定长度的结构(即,连续带与间断或有限长度的带)。
[0042]
如还在wo 2020/252126中详述的,用双-双子层压材料限定的复合格栅结构和/或多种结构中的任一种的强度还超过铝格栅的强度甚至比刚性更宽的裕度。因此,惠灵顿轰炸机的众所周知的抗爆炸性可以通过利用双-双子层压材料来增强,对于作为非限制性示例的飞机的机身具有更大的预期效果。
[0043]
如本文先前提及的,如果应用渐缩来移除在不经受重载荷的区域中的层压件厚度,则复合层压结构可以更轻、更强和成本更低。在一些常规技术中,当铺层被下降时,例如当使用常规的自动铺设机器时,每个铺层的尺寸和位置难以确定和实施。然而,本文所述的多种实施例使用双-双层压件,由此通过像一副牌中的扑克牌一样的铺层(或有限尺寸的层压插片)的滑动,能够产生期望的双-双层压渐缩部。根据一些实施例的每个插片具有相同的尺寸和大小,这部分地促进了通过插片滑动过程可容易的发生渐缩。因此,可以通过每个插片的滑动程度来控制渐缩,这进而可以提供具有最小废料、以及较轻的重量、较薄、和较强的不易分层的边缘的易于铺设的渐缩结构。
[0044]
因此,通过本文所描述的有限层压插片实现的示例性和非限制性优点包括:(1)减轻重量并且减少误差的简单且直接的方式;(2)渐缩边缘处的自由边缘分层的减少;(3)具有相同行程或位移距离的恒定偏移,这实现简单的铺设过程;(4)减小具有相同尺寸的起始铺层或子层压结构的误差和废料;(5)即使在渐缩时,也不考虑中间平面对称的连续堆叠;(6)外部下降铺层的可及性改进,这便于检查以确认正确的层压;也没有由渐缩产生或从外部可见的内部间断;(7)用于保护下降铺层的成品织物的额外层;(8)易于修复铺设中的任何误差,只需简单地通过在外部添加期望的相同起始双-双补丁;以及(9)能够使用预先堆叠的热塑性材料。
[0045]
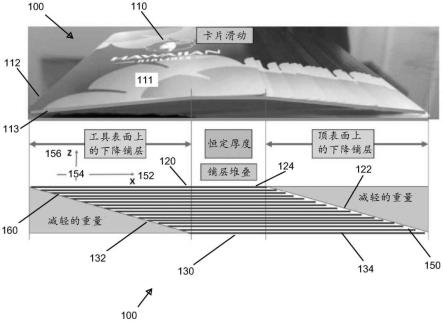
转向图4,示出了一组有限层压插片110,该组有限层压插片110已经以偏移的方式相对于彼此堆叠以限定根据多种实施例的复合层压结构100。每个插片110本身可以是单个双-双子层压模块或构造块(例如,四铺层厚度)(见wo 2020/252126)。利用先前所描述的薄铺层构型,厚度可以薄至0.24mm。然而,值得注意的是,每个插片110的尺寸和轮廓是一致的。为了确保线性轮廓,每个插片110具有带有一对相对的主边缘112和一对相对的次边缘113的平坦表面111(还设置了相对的平坦表面,未示出)。在一些实施例中,每个插片110可以是大致正方形的,导致边缘112、113具有大致相同的长度。在其他实施例中,每个插片110可以是大致矩形的,导致主边缘112在长度上大于次边缘113。
[0046]
在一些示例性实施例中,除了具有相同的形状和尺寸之外,每个插片110可以由相同的材料制成。但是,在其他实施例中,不同层的插片(即,每个插片或子集,交替的或其他
方式)可由不同材料制成。此外,在每个插片110内,在由可能涉及一组铺层的子层压模块(如本文其他地方所描述的)形成的情况下,应当理解的是,形成每个插片110的子层压模块不需要在多个插片上和/或甚至在单个插片组内是相同的。厚度、材料、以及子部件可以全部跨插片组变化;唯一的要求是在每个插片组中具有相同的形状和大小。
[0047]
在一些示例性实施例中,每个插片110可以具有四(4)英寸、六(6)英寸或十二(12)英寸中的任一个尺寸的主边缘112。在这些和其他实施例中,每个插片110可以具有四(4)英寸、六(6)英寸或十二(12)英寸中的任一个尺寸的次边缘113。因此,可设想正方形或矩形的组合,诸如4
×
4插片、6
×
6插片、12
×
12插片、4
×
6插片、6
×
12插片等。应当理解的是,主边缘112和次边缘113可以小于或大于四英寸或十二英寸;它们也可以是在该范围内的任何尺寸,因此作为非限制性示例,便于提供具有6
×
8英寸或6
×
9英寸或其他尺寸的插片110。值得注意的是,根据多种实施例,在复合层压结构100由一组插片110形成的情况下,在复合层压结构内,该组插片110通常具有相对于彼此相同的形状和尺寸。然而,在一些实施例中,如本文其他地方将描述的,不同形状和/或尺寸的插片110可混合在单个复合层压结构100内,以提供二维渐缩。然而,已知的是,与一维渐缩相比,当在x轴方向和y轴方向两者上发生滑动时,任何产生(即,通过插片堆叠)的复合层压结构的角部可以是锯齿状的。因此,可能需要一些切割和/或整形;也就是说,尽管偶尔需要在角部处进行切割/修整,围绕堆叠和渐缩的容易性的多种优点仍然存在,更不用说也在本文其他地方进行了描述的重量减轻。
[0048]
继续参照图4,应当理解的是,由一组插片110形成的复合层压结构100本身将具有几个限定特性,限定特性包括顶表面120(顶表面120使用具有平坦表面111的插片将是平坦的)和相对的工具表面130。由于本文其他地方所描述的插片滑动技术,复合层压结构100具有限定相对的渐缩部的多个部分,即,上表面120的渐缩部分122、工具表面130的渐缩部分132以及恒定厚度部分140(见图5)。同样从图5中显而易见的是,恒定厚度部分140的相对的第一边缘142和第二边缘144可以限定渐缩部分122、132的起始点,渐缩部分122、132的起始点也分别由最上面的或最下面的插片的主边缘112限定。
[0049]
根据多种实施例的顶表面120不仅可以包括渐缩部分122,而且还可以包括平坦部分124。根据多种实施例,工具表面130同样不仅可以包括渐缩部分132而且还可以包括平坦部分134。如上所述,复合层压结构内的相应插片110的主边缘112限定相应渐缩部分122、132。由于插片中的每一个的有限且相等的尺寸,所采用的滑动技术分别导致不同的偏移顶表面150和偏移工具表面160。这些表面150、160中的每一个的尺寸可以变化,这取决于在相应的插片110之间设置的滑动程度。因此,在多种复合层压结构上,偏移可以是恒定的、可变的、连续的和/或间断的,然而是期望的(例如,如果不需要纵向对称)。
[0050]
在一些实施例中,偏移表面150、160的尺寸以及由此复合层压结构中的该组插片的相邻定位的插片110之间的滑动程度可以在1/8英寸至1.0英寸的范围内。其他实施例可具有在1/4英寸至3/4英寸范围内的偏移表面尺寸。一些实施例可以是从1/4英寸至1/2英寸的范围。其他实施例可具有在0.01英寸至4.0英寸、0.05英寸至1.0英寸、1/8英寸至1.0英寸、和/或1/16英寸至4.0英寸的范围内的偏移表面尺寸。一些复合层压结构100的连续且恒定的偏移表面避免锯齿状边缘和/或最小化分层风险。然而,可变和/或间断的偏移表面能够为其他复合层压结构100产生复杂的渐缩表面,尽管误差风险变高。
[0051]
根据多种实施例,如通过比较图4和图8(将在本文其他地方详述)可以理解的是,
偏移程度以及因此偏移表面150、160的尺寸可以确定面积或点是否被限定为恒定厚度部分140。例如,如图8所示,可能不存在恒定厚度区域,这意味着除了在单个点或轴线146处之外,不存在具有相等厚度的“平坦”部分。作为对比,如图4(和图6,也在本文其他地方详述)所示,边缘142、144之间的区域限定了恒定厚度部分140的区域。在一些应用(例如,渐缩纵梁或汽车板簧)中,复合层压结构100的伴随有相对的渐缩部分122、132的相等或恒定厚度的中心区域可以是所期望的。在其他应用(例如,如图8中的渐缩机身蒙皮)中,不设置具有其可测量区域的任何恒定厚度部分140的连续且相对的渐缩部分122、132可以是所期望的。
[0052]
虽然滑动的程度以及因此偏移表面150、160的尺寸可影响是否设置了用于特定的复合层压结构100的具有可测量区域的平坦或恒定厚度部分140,但是所设置的插片层的数量也可是有影响的。例如,如图8所示,设置二十二(22)层插片110,由此渐缩部分122、132各自包括由堆叠且滑动的插片110限定的复合层压结构100的总长度的50%。作为对比,在图7(十二)和图4(十六)中堆叠较少层的插片。以这种方式,至少有区别的和不同的变量可以通过多种插片堆叠和插片滑动技术来操纵,以便如可能期望的那样提供复合层压结构100的不同的(例如,平坦的与不平坦的)轮廓。应当理解的是,视形成的复合层压结构的所期望应用(例如,飞机机翼)而定,可以设置任何数量的铺层/插片层;因此,层可以在数百(例如,120铺层)或更高的范围内。
[0053]
返回图4,可以理解的是,如图所示,为堆叠且滑动的一组插片110提供一维偏移,以限定所示复合层压结构100。具体地,如图所示,在与图4上注释的x轴方向对准的偏移方向152上提供一维偏移。结合x轴方向滑动,该组插片110的堆叠发生在z轴方向,本文也称为堆叠方向156。在y轴方向上对准(即,在页面外)的可能的二维或第二维偏移方向154正交于一维偏移方向152和堆叠方向156两者。插片110的二维或多维或多向滑动可促进复杂的复合层压结构100的形成,由此,在不同的方向152、154上的偏移的程度可以相同或者不同。
[0054]
应当理解的是,尽管图4中示出了双侧渐缩,但如果需要,在任一“重量减轻”区中设置附加插片110可以(在x轴方向上)进一步延长所形成的复合层压结构100的长度,以便提供单侧渐缩。进一步设想的是,如本文中其他地方所描述的,如果沿着长度注入一组非有限长度的插片(未示出),那么复合层压结构100的相对端和相同侧渐缩还可设置有相对的左侧滑动技术和右侧滑动技术。
[0055]
如前所述,偏移的程度以及因此偏移表面150、160的尺寸可以变化。更进一步地,偏移的程度不仅可以跨不同的实施例而变化,而且还可以在单独的实施例中变化。这可以以一维或二维的方式发生。偏移程度的变化可以影响限定结构的柔性(对比刚性)。例如,较大的偏移可以促进具有比用较小的偏移形成的结构更大的柔性(并且因此更小的硬度或刚性)的复合层压结构的创建。
[0056]
如前所述,渐缩可以是铺设过程中的主要操作,甚至具有通过使用双-双层压结构(对比其他现有四层层压结构)实现的所有多个优点。例如,如果12铺层(使用本术语的12插片)层压件从梁或板的中心沿着边缘从十二个层渐缩到四个层,那么传统上将需要相对于彼此适当地切割和堆叠的至少八种不同尺寸的铺层。取决于长度和厚度尺寸,可能需要多于八种排列,这产生劳动密集型、废料产生、以及易于出错的耗时过程。在通过本文所述的插片110的滑动可实现的技术中(见图4),使用相同尺寸的构造块,通过相对于彼此具有相等增量或移位的滑动插片(或铺层或层)完成渐缩部。每个插片110本身可以是单个双-双子
层压模块或构造块(例如,4铺层或0.24mm厚的薄铺层)。值得注意的是,然而,通过本文所述描的滑动技术,所有铺层和/或插片是可见的以用于验证,废料最少,并且堆叠操作不太繁琐并且不易出错。
[0057]
在图5中可看到,被示出为复合层压结构100的示例性应用的成品双渐缩梁400。随着堆叠和滑动,所提供的插片110在双渐缩梁的中心产生平坦或恒定厚度部分140,在恒定厚度部分的边缘142、144处开始渐缩。在图6中可以看到成品双渐缩梁400的疲劳测试数据410,其中,外表面(即,分别为顶表面120和工具表面130的渐缩部分122、132)上的铺层(或插片)下降没有剥离或出现可测量的分层。还示出了如测得的500000次循环之后的疲劳。在图5的双渐缩梁的生产中,实现了本文所描述的插片堆叠/滑动技术和配置的简易性和准确性。换句话说,在梁的一部分中的工具侧上以及在梁的另一部分中的袋侧上具有下降铺层是通过独自的插片滑动来实现的。因此,将每个插片设计成具有最佳双-双角,具有最佳轮廓1000(还见图12)的梁通过线性渐缩部可以实现最小重量。
[0058]
暂时参照图12,可以理解的是,所示出的多种分布1000对应于本文所描述的插片堆叠/滑动技术和配置的近似双线性和近似三线性的应用。值得注意的是,较低的三个轮廓具有大致相同的斜率,这意味着它们的任何叠加可以预期具有相似的特征和性能。例如,如对于使用复合层压结构的多种应用可预期的,通过叠加三个载荷(例如,恒定的、线性增加的和线性减少的),可以产生许多不同的载荷情况。但是通过本文所描述的配置形成的所有都将具有大致相同的斜率,这意味着几乎任何载荷都可以由相同的线性部分来近似。该叠加遵循公共相图规则。平坦部分(如本文其他地方所详述)可以不同,但平坦部分相对于线性部分是最小的。
[0059]
转向图7,其中,示出了另一由左侧插片滑动技术产生的复合层压结构,即,由一组插片110形成的渐缩加强件500。如本文其他处所提及的,与相反的右侧插片滑动技术相比,左侧插片滑动技术提供在(页面的)右侧上的顶表面渐缩部分122。如前所述,双向或多向滑动也可用于限定或形成复杂的复合层压结构100,但是出于图7的目的,示出了一维的插片滑动。
[0060]
仍然参照图7,根据多种实施例,设置在其中的平坦或恒定厚度部分140(还参见恒定厚度部分的边缘142、144)可以与渐缩纵梁的髋部部分或基部部分501对齐并且因此限定渐缩纵梁的髋部部分或基部部分501。考虑到平坦或恒定厚度部分140,相对的部分501、502、503可以围绕渐缩加强件的中心轴线504成镜像。作为示例,从加强件500的髋部或基部501渐缩的部分可以包括腿部部分502和脚部(包括脚跟和脚趾)部分503。在其他实施例中,还可以提供附加的或替代的部分,其中,从较厚的中心部分到较薄的远端部分或端部部分具有一致且恒定的(在至少所展示的实施例中)锥度。
[0061]
从图7中还可以理解的是,复合层压结构100的实施例(包括所示出的渐缩加强件500的实施例)可以在平坦或者恒定厚度部分140的相对侧上具有相应的顶表面和工具表面(分别具有渐缩部分122、132)。如图所示,偏移的程度导致其中平坦或恒定厚度部分140占加强件在x轴方向上的长度的大约1/3的结构(见图4)。换言之,加强件在x轴方向上的长度的大约2/3可以是渐缩表面。图4提供了替代说明,其中,偏移(即,滑动)的程度大于图7中的偏移(即,滑动)的程度,使得平坦或恒定厚度部分140(也见图5)可仅占所得复合层压结构100的长度的大约1/4。在这些和其它实施例中,(在x轴方向上)长度的3/4可以包括渐缩部
分122、132或由这些部分限定的渐缩表面。因此,可以通过本文所描述的插片滑动技术和配置实现更陡或更浅的渐缩表面。当然,还可以提供(在x轴方向上)长度大于或小于2/3或3/4上的具有渐缩部分的实施例,其具有更大或更小(甚至不存在-参见图8)的平坦或恒定厚度部分140区域。
[0062]
现在参照图8,在这方面和其他方面,图8示出了渐缩机身蒙皮600,作为由一组堆叠且滑动的插片110形成的复合层压结构的另一示例性应用。通过与图7比较,渐缩机身蒙皮600不包括平坦或恒定厚度部分;相反,根据多种实施例式,存在渐缩的连续的但相对的表面(顶部与工具)。较厚的中心部分601设置为邻近中心轴线604(与蒙皮自身的中心轴线146对准)并且围绕中心轴线604反射、向外延伸并且更薄地渐缩至远端部分602。在其他实施例中,例如,如果在轴线146的相对尺寸上期望不同程度的渐缩,也可以设置附加的或替代的部分。
[0063]
根据本文所描述的复合层压结构的多种实施例(例如,渐缩加强件、渐缩机身蒙皮、汽车板簧、梁(卡车拖车/车辆底盘)、肋等),图7和图8的比较还示出了结构100的厚度也可以根据在y轴方向上堆叠的插片的数量而改变(也参见图4)。堆叠的插片的数量的范围可以从八到十二或甚至十六到二十二或二十四或更多(例如,120或更多)。在一些实施例中,厚度的决定因素是复合层压结构的均质化,由此,材料特性始终是连续且均匀的。
[0064]
作为比较示例,参照图7,在加强件的高度和宽度上,总尺寸(本质上非限制性的)可以是六平方英寸,其中,每只脚三英寸。因此,总宽度将为24英寸(3 6 6 6 3)。插片的恒定宽度为15英寸(3 6 6)。再次作为非限制性示例,如果在基部部分501中铺层的最大数量是十八(18),则每个偏移距离(和由此限定的表面;见150,图4,类似地)将是9/18英寸或1/2英寸。值得注意的是,该9是基于左脚部(脚趾)部分503和中心轴线504之间的距离。从脚部部分503的左脚趾开始,一个铺层将从脚趾覆盖到位置144。在左脚跟处,复合层压结构将渐缩(从脚趾向上)至六铺层的厚度。沿着左腿部部分502行进至邻近基部部分501的过渡,铺层厚度将从六铺层增加至十八铺层。那里的最后一铺层将延伸到右脚部部分503的右脚趾,然后也是如在左脚趾处的一个铺层厚。
[0065]
简要参照图13,可以看到上文相对于图7所描述的每个层的不同偏移。与图9的实施例(本文其他地方所描述的)非常类似,从图13可以理解的是,可以实现以截面图示出的8铺层组件1100。8铺层组件1100通常表示复合层压结构(与本文其他地方所描述的包括多个插片110的结构100的复合层压结构相比),但是用作渐缩纵梁。如从图13中还应理解的是,除了离散的插片的滑动(以反复和不同的颜色或图案示出)之外,插片层的操纵(例如,弯曲)也可以发生,以便使形成的层压结构符合模具1101的形状,无论该形状是平坦的、管状的还是罐状的。值得注意的是,在图13中,最下面的图示是按比例的,而最上面的不是。还值得注意的是,如本领域普通技术人员通常已知并且理解的那样,图9、图10和图13中所示的模具是“凸”模具;还可以设置包括“凹”模具的另外的或替代的模具。
[0066]
通过该示例实现的示例性优点(再次参照图7所描述的)在于,渐缩纵梁的总尺寸是十五英寸,与全长二十四英寸相比仅具有15/24(换言之62.5%)的恒定厚度。因此,在提供了抗弯硬度的同时,实现了将重量显著减少到以其他方式可实现的(即,在本文所描述的插片滑动配置和技术之外)重量的62.5%。其他优点和益处包括在诸如示出的渐缩纵梁的复合层压结构的制造中的铺设和滑动的容易性、铺设和滑动的速度以及铺设和滑动的误差
的减少。当然,如参照图9至图11可以理解的,类似的优点在复合层压结构的其他应用中实现。
[0067]
首先参照图9,与图7的类似渐缩纵梁的视图相比,图9示出了以截面图示出的4铺层组件700。4铺层组件700通常表示复合层压结构(与本文其他地方所描述的结构100的复合层压结构相比),但是用作油箱701的盖。与上文关于图7所描述的渐缩相比,此处,可以使得最薄或端部部分703具有最小的两个铺层,使得这两个铺层中的一个或油箱盖的一侧上的插片110与油箱盖的另一侧上的插片110不同(比较绿色和橙色插片,相对于彼此滑动)。在一些实施例中,如图所示,可以设置最内部的连续插片或层705,其具有与相同尺寸的其余插片不同的尺寸和特性。因此,可以实现油箱701的复合层压盖的中心恒定厚度(和最厚)部分704。应当理解的是,与图7的配置一样,除了离散的插片的滑动(图9中示出的绿色、紫色、橙色和蓝色)之外,插片层的操纵(例如,弯曲)也可以发生,以便使形成的层压结构符合形状,不管该形状是平坦的、管状的还是罐状的。
[0068]
图10示出了另外的示例性实施例,该实施例是用于油箱801的盖的5铺层组件800。该实施例的细节与参照图9所描述的那些细节基本相同,其中,中心较厚部分渐缩至盖的与连续的内部层耦接的较薄的相对端部,相应的插片层堆叠且(相对于彼此)滑动在连续的内部层上。用于图10(和图9)的实施例的堆叠和滑动技术大致与本文其他地方关于插片110所描述的那些技术相同。在各个插片层之间提供恒定的偏移表面(通过比较,见偏移表面150),恒定的偏移表面从盖的一个相对端部移动到另一个端部。还参考本文其他地方关于还图4至图5和图7至图8的重量减轻的讨论,在这两个图中还示出了减轻的重量百分比。
[0069]
参照图11,通过与本文其他地方所描述的矩形或其他正方形的插片110进行比较,该图示出了由一组非线性(例如,大致梯形)形状的插片910形成的非线性复合层压结构900。应当理解的是,包括本文其他地方关于复合层压结构100和插片110所描述的技术的插片堆叠和滑动配置同样适用于图11中示出的结构和插片。因此,在此不再重复结构和/或插片的多种特性。然而,非线性(例如,大致梯形)插片910的示例性应用可包括作为非限制性的物件、隔板、锥形壳体和/或飞机机翼(例如,渐缩前缘和后缘)。
[0070]
如图11所示,该偏移表面可以使得在相邻堆叠的插片910之间提供相同程度的滑动,这可以在一些实施例中通过具有线性偏移来实现。当然,应当理解的是,还可以提供非线性偏移——尽管更复杂。如图所示,梯形插片910的宽度也可从最上面的起始宽度(如图所示)到最下面的起始宽度(如图所示)具有线性变化。还可以提供非线性变化,它们对于隔板和/或锥形壳体应用是特别有用的。
[0071]
还可以通过使用图11的插片910示出的堆叠和滑动技术来设置用于刚性的可变区段。与起始前缘和后缘(中心示出)相比,还可实现成品的风扇或螺旋桨叶片配置(在最右侧示出)。如从图11中清楚的是,减轻的重量也与本文所描述的其他实施例减轻的重量相当,并且因此在此不再重复(参见图4至图5和图7至图10)。例如,通过渐缩的前缘和后缘,可实现高达62.5%的重量减轻,使得材料特性(即,刚性、柔性等)的损失沿着示例性机翼轴线保持为最小。
[0072]
总结
[0073]
本文通篇描述了复合层压结构100的多种实施例的多种示例性应用,复合层压结构100可以使用用于堆叠且滑动的一组插片110的特定技术形成。作为非限制性示例,这些
包括汽车板簧、渐缩机身蒙皮、渐缩纵梁、渐缩加强件、渐缩固定梁或非固定梁(无论是用于卡车拖车、车辆底盘还是其他应用)、渐缩肋、叶片(涡轮机、直升机)、隔板、锥形壳体、船杆、电线/照明杆、交通杆或标志、罐、伸缩管等。所描述的结构和技术也适用于气缸(像燃气涡轮发动机的罩和围挡环),由此,前缘和后缘可以渐缩并减轻重量,容易实现,同时还减少了自由边缘分层并避免了防止边缘分层的传统所需的增加的轮缘强化件。
[0074]
再次重申,可以通过具有相同形状和尺寸的预设计的构造块子层压件或织物的滑动而不是每层的可变尺寸来实现所有上述强调的和示例性应用。在一些实施例中,通过滑动的铺设将是最简单和最快的,同时也是最不易出错的。所有铺层从用于检查的外表面可见,并且内部的所有层不被受铺层下降、树脂袋、褶皱铺层以及较小的翘曲机会中断。可预期在加工、压实和树脂渗透方面是容易的,以及固化组分的总体质量。再次,这些应用被提供作为非限制性示例,并且不应当被认为是使用本文所描述的插片、层压结构和技术的详尽实施例。
[0075]
更进一步地,本发明所属领域的技术人员将会想到本文所阐述的本发明的许多修改和其他实施例,这些修改和其他实施例具有在上文描述和相关附图中呈现的教导的益处。因此,应当理解的是,本发明并不局限于所公开的特定实施例并且这些修改和其他实施例旨在包括在所附权利要求的范围内。虽然本文采用了特定术语,但是它们仅以一般性和描述性的意义使用,而不是为了限制的目的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。