用于以大于1m/s的速度退绕和卷绕纱线的机器和方法
1.发明目的
2.本技术的目的是提供用于以大于1m/s的速度退绕和卷绕纱线的机器和方法,控制在退绕和卷绕过程中产生的纱线的张力,从而防止纱线断裂。
技术领域
3.本发明的应用领域包括在任何类型的天然或合成纱线或纤维,特别是精细纱线如玻璃纤维纱线的纺织工业行业中。
背景技术:
4.用于退绕和卷绕纱线的机器在纺织行业中是已知的。
5.例如,在玻璃纤维行业中,熔炉熔化的玻璃被挤出成直径为几微米的多根细丝,这些细丝被组合在一起形成玻璃纤维纱线,该玻璃纤维纱线通过用于这种应用的特殊卷绕器卷绕在柔性纸-纸板容器或管上,该容器或管大多具有300mm的内径和300mm的长度,并且通常被称为“饼(cake)”。
6.所述主要玻璃纤维纱线根据成组的细丝的量按纱线粗细或支数被分类,并以千米每公斤(公制数,nm)为单位被测量,或更常见地以行业中克每1000m纱线(tex)为单位被测量。
7.为了能够将其投放市场,必须将这种来自熔炉的具有卷绕玻璃纤维的主要容器或“饼”转变成在塑料线轴中具有瓶形形式的辅助容器,称其为“瓶(bottle)”。
8.主要容器或“饼”向辅助容器或“瓶”的这种转变目前是用多工位环锭加捻机(multi-position ring twisting machine)进行的,其中“饼”用作电机操作的纱线输送装置,而“瓶”用作纱线收集装置,也是电机操作的,目的是在加工过程中将纤维摩擦减小到最小,并防止对摩擦非常敏感的玻璃细丝的劣化。
9.所述机器利用环锭加捻的操作原理将“饼”形式改变为“瓶”形式,同时赋予纱线低程度的捻度,因此,通过在纱线上施加每米一定的捻度,主要在10tpm和40tpm之间,或根据出现的需要每米捻度,来进行“饼”到“瓶”的所述转变或退绕/卷绕。
10.所述加捻机的问题在于,它们不能以0tpm的捻度进行转变或退绕/卷绕,即纱线保持纤维平行,因此不能用于为某些应用供应需要不加捻的玻璃纤维纱线的工业。
11.由于“饼”型和“线轴”型线轴的几何形状,纱线张力在退绕和卷绕过程中经历张力的突然变化。纱线张力的变化是由纱线输出点相对于输送纱线的线轴的相对位置引起的,或者是由纱线输入点相对于收集纱线的线轴的相对位置引起的。例如:
12.·
线轴是不规则的,因此当纱线输出点在直径小于其余部分直径的线轴的点时,纱线输出速度较低并且在纱线中引起过度的张力。
13.·
相反,当纱线输出点在直径大于其余部分直径的线轴的点时,纱线输出速度较大并且在纱线中引起低张力。
14.为了防止纱线由于纱线张力的突然变化而断裂,加捻机基本上通过滑行器
(traveler)调节纱线张力,并在整个过程中在纱线上施加足够规则的张力,该张力在可接受的张力范围内。
15.然而,尽管这些加捻机在1m/s以上工作,但它们总是对纱线加捻。
16.由纱线张力的突然变化引起的纱线断裂的其它解决方案包括结合保持纱线张力稳定的机构,例如具有位于纱线输送装置或“饼”和纱线收集装置或“瓶”之间的弹簧的辊。然而,这种解决方案通常不够灵敏,无法吸收低于阈值和工作速度超过1m/s的张力变化。
17.尽管“瓶”形式的不加捻的玻璃纤维纱线构成了某些消费者日益需要的需求,但目前没有这样的将玻璃纤维“饼”转变成“瓶”的机器:其中纤维是平行的,即不加捻的,并且以一定的速度或生产率使得所述转变成本有效,而不改变或导致纱线质量的劣化。
18.作为前面解释的概述,在不加捻玻璃纤维的情况下将“饼”转变成“瓶”存在某些困难,包括:
19.·“饼”形式和“瓶”形式的退绕和卷绕直径快速且不断地变化(因为在瓶开始装满的同时饼开始清空),使得难以在高转变速度下瞬时调节张力。
20.·
纱线张力必须在紧接卷绕输入之前测量的纱线上的直接张力的2cn和200cn之间的非常低的值,以便获得合适的纱线质量,线轴硬度,并且不会引起其劣化。
21.·
具有大于1m/sec的高转变速度的前述两个点的组合也是重要的要素,因为纱线肯定是细纱线,并且在低于约1m/sec的速度下的加工将不是有利的
22.当然,在低于1m/sec的低速下,使用当前最先进的技术的转变确实是可能的,但是所得到的机器将不是有利的,因为它将具有非常高的投资回报率并且将不会被市场接受。因此,在不加捻和高速下将玻璃纤维纱线从饼到瓶的转变或退绕/卷绕存在一定的技术空间,这使得所述转变成本有效而不改变或导致纱线质量劣化。
23.本发明的用于在不加捻且以大于1m/s的速度下退绕和卷绕纱线的机器和方法的目的不仅适用于玻璃纤维纱线,而且适用于任何类型的天然或合成纺织纤维或纱线。
技术实现要素:
24.本发明提出的装置在其应用领域内具有新颖性,使其与众不同的特征细节被适当地记录在本说明书所包含的权利要求中。
25.由于上述技术需要,本发明已经开发了一种用于以高速(速度超过1m/s)将纱线(例如玻璃纤维纱线)从饼到瓶的退绕和卷绕,即转变,而不加捻纱线的机器。转变纱线意味着将纱线从纱线输送线轴(例如第一线轴或“饼”)退绕,并且在线上,通过摆动或整经系统(swinging or beaming system)以一定的速度和纱线张力将纱线卷绕在纱线收集线轴(例如第二瓶型线轴)上。
26.本专利的第一目的涉及一种用于以大于1m/s的速度且不加捻纱线的退绕和卷绕纱线的机器,所述机器包括:
27.·
旋转纱线输送装置,其包括纱线输送线轴和电机(m1)。
28.·
旋转纱线收集装置,其包括纱线收集线轴,限定线轴的几何形状的摆动装置,以及电机(m2)。
29.其中至少纱线输送装置或纱线收集装置包括具有扭矩限制值(zmax)的扭矩限制装置,并且其中总是存在滑动速度(vslip),该滑动速度(vslip)被理解为与扭矩限制装置
相关联的电机的轴的角速度和与扭矩限制装置相关联的线轴的角速度在绝对值上的角速度差,使得可以在转变过程中在摆动装置和收集线轴之间建立测量的纱线张力(twork),并因此能够通过单独修改滑动速度(vslip)而将所述纱线张力(twork)保持在最大张力(tmax)以下和最小张力(tmin)以上。
30.在一个优选实施例中,扭矩限制值(zmax)在0.001n*m和0.15n*m之间,使得当滑动速度(vslip)发生不期望的变化时,纱线张力(twork)不会受到显著影响。
31.在一个优选实施例中,电机和纱线输送装置或纱线收集装置之间的旋转扭矩限制装置是电机本身的一部分,使得电机的实际输出轴滑动超过施加到电机的某个电扭矩值。
32.在一个优选实施例中,电机扭矩限制装置是位于电机的轴和线轴之间的至少一个轴承,该轴承具有由轴承的内环和外环之间的摩擦引起的扭矩限制值(z)。
33.在一个可替代的实施例中,当需要较高的扭矩限制值时,电机扭矩限制装置是位于电机的轴和线轴之间的至少两个轴承,所述轴承具有相对于彼此的特定轴向预载荷。通过将轴承的两个内环紧靠滚珠,两个部件之间的摩擦增加,并且扭矩限制值增加。
34.优选地,该机器包括控制装置,用于控制纱线输送装置和纱线收集装置的电机的速度,因此控制滑动速度(vslip)和纱线张力(twork),使得可以使滑动速度(vslip)适应引起纱线张力(twork)增加的不同情况,以便将所述纱线张力保持在最大张力(tmax)以下和最小张力(tmin)以上。
35.如上所述,纱线张力取决于纱线输送装置和纱线收集装置的几何形状,即,取决于整经。
36.在这种意义上,控制装置优选地包括用于捕获纱线输送线轴和/或纱线收集线轴的瞬时退绕和卷绕直径的装置。
37.用于捕获纱线输送线轴和/或纱线收集线轴的瞬时退绕和卷绕直径的装置优选地是距离传感器或计算机程序,其基于纱线输送线轴的初始几何形状和基于在机器工作时间内纱线收集线轴的几何形状来计算纱线输送线轴和/或纱线收集线轴的瞬时退绕和卷绕直径。
38.纱线输送线轴的惯性以及纱线收集线轴的惯性影响纱线张力(twork),因此为了在转变过程中保持纱线的所需张力(twork),补偿滑动速度(vslip)值是令人感兴趣的。
39.在退绕/卷绕循环过程中,有时在退绕线轴和卷绕线轴中都会发生直径的突然变化,随后纱线的线速度发生变化,其需要并反映在操作中作为由纱线的拉力和松弛组成的振动,并且在高退绕/卷绕速度下非常快。
40.为了吸收这些振动,该设备优选地包括用于防止纱线振动的抗振动装置,该纱线振动是由纱线张力(twork)增加且随后张力(twork)快速降低引起的。
41.在一个优选实施例中,用于防止纱线振动的抗振动装置是机械装置,并且可以吸收纱线输送装置和纱线收集装置之间的纱线长度的增加和/或减少,从而将纱线张力(twork)保持在编程的最大张力(tmax)和最小张力(tmin)之间。
42.在一个甚至更多的实施例中,该抗振动装置包括自由旋转的导辊,该导辊连接到柔性杆的端部,该柔性杆具有在1mm2和40mm2之间的截面,该柔性杆以距离p固定到机器上,该距离p在200mm和1500mm之间,并且这允许柔性杆在2cn和200cn之间的纱线张力下弯曲,并吸收50mm到1500mm的纱线长度,并且纱线张力路径tmax为300cn。
43.本专利的另一个目的涉及一种用于以大于1m/s的速度且不加捻的退绕和卷绕纱线的方法,该方法可应用于与上述机器类似的机器,所述方法包括步骤,在该步骤中,通过修改滑动速度(vslip),例如当设想纱线张力(twork)的增加或减小时,可以调节纱线张力(twork),以便将所述纱线张力(twork)保持在最大张力(tmax)以下和最小张力(tmin)以上。
44.在一个优选实施例中,滑动速度的修改由控制装置自动控制,该控制装置根据变量,例如纱线输送线轴和/或纱线收集线轴的瞬时退绕和卷绕直径,以及根据线轴的重量,来决定滑动速度,以便将纱线张力(twork)保持在最大张力(tmax)和最小张力(tmin)之间。
45.在一个优选实施例中,用于以大于1m/s的速度且不加捻的退绕和卷绕纱线的方法还包括按此顺序的以下步骤。
46.·
保持纱线输送装置静止,同时与纱线收集装置相关联的电机以一定速度旋转,使得滑动速度适于考虑滑动扭矩而获得工作纱线张力。在该步骤中,纱线被拉紧。
47.·
增加与纱线输送装置相关联的电机的旋转速度,同时增加与纱线输送装置相关联的速度,使得滑动速度保持在0rpm以上,并且使得在整个工作循环中纱线张力(twork)不大于最大张力(tmax)或小于最小张力(tmin)。
附图说明
48.为了完成描述,并且为了帮助使本发明的特征更容易理解,该描述附有构成其组成部分的一组附图,这些附图通过说明而非限制的方式表示以下内容:
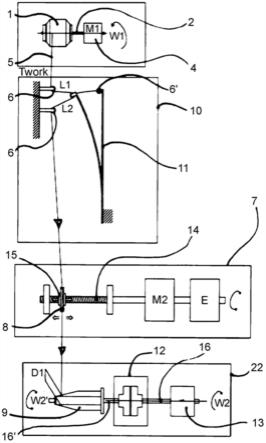
49.图1示出了用于退绕和卷绕的表示其主要部件的机器。
50.图2a、图2b和图2c示出了纱线输送线轴和纱线收集线轴的不同类型的整经。
51.图3示出了构成具有柔性杆中的滚动导轨的抗振动装置的部件。
52.图4示出了构成具有柔性杆中的两个滚动导轨的抗振动装置的部件。
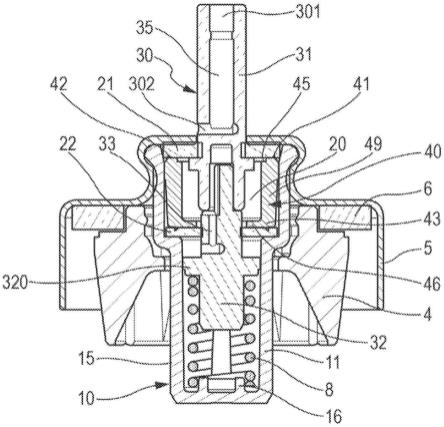
53.图5示出了构成具有两个轴承的扭矩限制装置的部件。
54.图6示出了构成具有相对于彼此轴向预载荷的两个轴承的扭矩限制装置的部件。
具体实施方式
55.根据上述附图,并且根据所采用的编号,可以在其中观察到本发明的优选示例性实施例,其包括下面详细表示和描述的部件和元件。
56.本发明的第一优选实施例
57.在该优选实施例中,纱线输送或退绕装置是电机操作的,并因此调节纱线退绕速度(vlin)。在该实施例中,机器包括在电机和纱线收集线轴之间的旋转扭矩限制装置。机器的这种结构可以在图1中看到。
58.纱线输送装置(23)由输送线轴(1)构成,该输送线轴(1)通过固定纱线输送装置的固定装置(例如气动操作的可伸展/可压缩系统)固定到旋转轴(2),例如,穿过纸板管内部的线轴,并使它们与轴(2)成一体。
59.以角速度w1每分钟转数或rpm将旋转运动传递到纱线输送装置的电机(4)连接在同一轴(2)中。
60.当纱线(5)通过纱线输送装置(1)的侧面的锥形区域清空和退绕时,来自线轴(1)
的输送装置的纱线(5)以变化的瞬时退绕直径(d1)沿垂直方向连续退绕。
61.纱线(5)行进通过抗振动系统(10),例如图3所示的,其由穿过两个自由滚动导轨(6)和至少一个自由滚动导轨(6’)的纱线组成,所述两个自由滚动导轨(6)固定到机器的框架,所述至少一个自由滚动导轨(6’)固定到柔性杆(11)的端部,所述柔性杆(11)具有截面(s),该截面(s)优选地在1mm2和40mm2之间,并且该柔性杆(11)以距离(p)固定到机器,这允许柔性杆弯曲并通过由纱线张力引起的杆的弯曲来吸收至少总长度(l1max. l2max.-l1min.-l2min)为400mm的纱线,并且纱线张力路径tmax为300cn。
62.配置的张力tmax将总是等于或大于工作张力twork,并且决不会等于或小于0cn,因为纱线不会松弛。
63.抗振动系统(10)可以以多种不同的方式组合,例如,在没有滚动导轨(6)直接固定到机器并且所有滚动导轨(6’)与柔性杆(11,11’)相关联的情况下,每个柔性杆的相应杆具有优选地在1mm2和40mm2之间的截面(s),并且具有可以不同并且优选地在200mm和1500mm之间的固定距离p。抗振动系统(10)可包括至少一个滚动导轨,该滚动导轨在系统中具有柔性杆,以能够吸收所需量的纱线。
64.抗振动系统(10)可以以不同的方式调节,例如通过吸收在50mm和1000mm之间的总纱线长度l1max l2max-l1min-l2min,并结合在2cn和200cn之间的工作张力twork范围内的张力,在该优选实施例中,抗振动系统已经被调节为具有400mm的纱线吸收和300cn的张力tmax,具有固定到机器的两个滚动导轨(6)和一个滚动导轨(6’),该滚动导轨(6’)具有柔性杆(11),该柔性杆具有截面s=6mm2并以500mm的距离p结合在机器的框架中。
65.纱线离开抗振动系统(10)并朝向摆动或整经系统(7)移动,如图1所示,其中,所述纱线由自由滚动导轨(8)引导,其由纱线(5)自身驱动旋转,并沿着纱线收集装置或卷绕线轴(9)的横向具有线性摆动运动。离开摆动的滚动导轨(8)的纱线(5)朝向卷绕系统(22)移动,如图1所示,其中,纱线(5)卷绕在与轴(16’)成一体并且具有瞬时卷绕直径d2的纱线收集线轴或卷绕线轴(9)上,并且根据摆动系统(7)的运动顺序进行整经或移动,以便获得所需的整经的形状,例如瓶形。
66.摆动系统(7)可以通过任何线性驱动装置来操作,例如具有成纱心轴(14)的电机,其中,连接到滚动导轨(8)的心轴中的成纱螺母(15)根据电机的旋转速度和方向而沿一个线性方向或另一个线性方向移动,以及编码器e,用于始终知道滚动导轨(8)的位置,并且沿着整个系统中,由优选地位于plc或可编程自动机中的计算和功能编程装置管理和控制。
67.图1中可见的收集装置(22)包括扭矩限制装置(12),该扭矩限制装置(12)固定在电机的轴(16)和线轴的轴(16’)之间,使得当电机(13)的角速度w2大于收集线轴(9)的角速度w2’时,收集线轴(22)以旋转方式滑动。扭矩限制值(zmax)必须固定在0.001n*m和0.15n*m之间,并且甚至更优选地是0.005n*m。根据要施加到纱线上的张力(twork)与所施加的滑动转数相结合来选择扭矩限制值(zmax)。
68.在这种情况下,即,当扭矩限制器位于收集装置中时,电机的角速度w2总是大于收集线轴的角速度(w2’),其中值w2-w2’=vslip是扭矩限制器(12)的滑动速度。滑动速度(vslip)以及扭矩限制值(在该优选示例中,扭矩限制值被设定为0.005n*m)调节纱线张力(twork)。
69.在扭矩限制器位于电机(4)和线轴(1)之间的输送装置(23)中的情况下,电机的角
速度w1总是小于输送线轴(1)的角速度w1’,并且还产生滑动,vslip=w1-w1’。
70.收集线轴的角速度(w2’)与输送线轴的角速度(w1),退绕直径d1和瞬时卷绕直径d2相关联,即纱线(5)的线速度以及卷绕线轴(9)和退绕线轴(1)的直径d2和d1的任何变化将引起卷绕线轴(9)的角速度w2’的变化。
71.因此,在整个工作循环中,根据(w2)相对于(w2’)在纱线(t)上产生张力,其满足以下条件:
72.扭矩限制器的滑动速度vslip=w2-w2’73.在该实施例中,当扭矩限制器位于收集线轴中时,滑动速度(vslip)必须为正,以便在纱线上始终产生大于0cn的张力(twork),即最小张力(tmin)。在较高的滑动速度下,施加在纱线上的张力(twork)将更大,并且相反,如果滑动速度(vslip)非常小,则施加在纱线上的张力(twork)将非常小,保持扭矩限制值(zmax)固定。
74.在该优选实施例中,纱线是30tex玻璃纤维,纱线的线速度是300m/min(5m/s),尽管更大的速度(例如400m/min或500m/min或甚至更高)是可能的,w2-w2’=100rpm的滑动,并且在这些情况下,在纱线(t)上产生30cn的张力。
75.本发明的第二优选实施例
76.扭矩限制器(12)是现有技术中广泛已知的机械元件,尽管在本发明的情况下,设定在0.001n*m和0.15n*m之间的非常小的滑动扭矩值的需要意味着用于该应用的高效限制器是至少一个轴承,其中轴承的实际扭矩是将运动从内环传递到外环或反之亦然所需的扭矩。即,它的值可以是0.001n*m。任何类型的至少一个轴承,即滚珠,辊,摩擦,滚针,轴向轴承等,都是有效扭矩传递器,其具有在0.001n*m至0.15n*m范围内的非常小的扭矩值,从而在本发明中提供了解决方案。
77.根据图5,收集纱线(9)的装置或收集线轴通过滚珠轴承(17和17’)与轴(16”)同心,每个滚珠轴承均用作扭矩限制器,其允许在轴16”和线轴9之间传递特定的扭矩(与限制器17和17’相关联的)。在这种情况下,线轴通过限位衬套(18和18’)轴向固定。
78.本发明的第三优选实施例
79.根据要传递的扭矩,随着扭矩限制器的所需的扭矩限制值变得更大,其中至少一个轴承不足以达到该目的,下面详细描述增加扭矩限制器的传递扭矩的方式。
80.如图6所示,可以设想,扭矩限制装置包括至少两个轴承(19和19’),它们装配在同一个支承件(20)上,并通过保持衬套(18”和18
”’
)限制轴(16”)的轴向运动。轴承(19和19’)的内环由力f预载荷,该力f具有由弹簧(21)施加在所述轴承(19和19’)的滚珠上的轴向分量,使得力f引起它们作为整体传递的扭矩大于它们在没有预载荷f的情况下单独传递的扭矩之和。以这种方式,两个轴承在没有任何预载荷f的情况下,传递的总扭矩例如为0.01n*m,当承受预载荷f时,系统的传递扭矩或限制扭矩可以增加,使得根据预载荷值f,可以以受控的方式实现0.1n*m或甚至更高的值,覆盖了本发明要求保护的所有扭矩限制可能性。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。