技术特征:
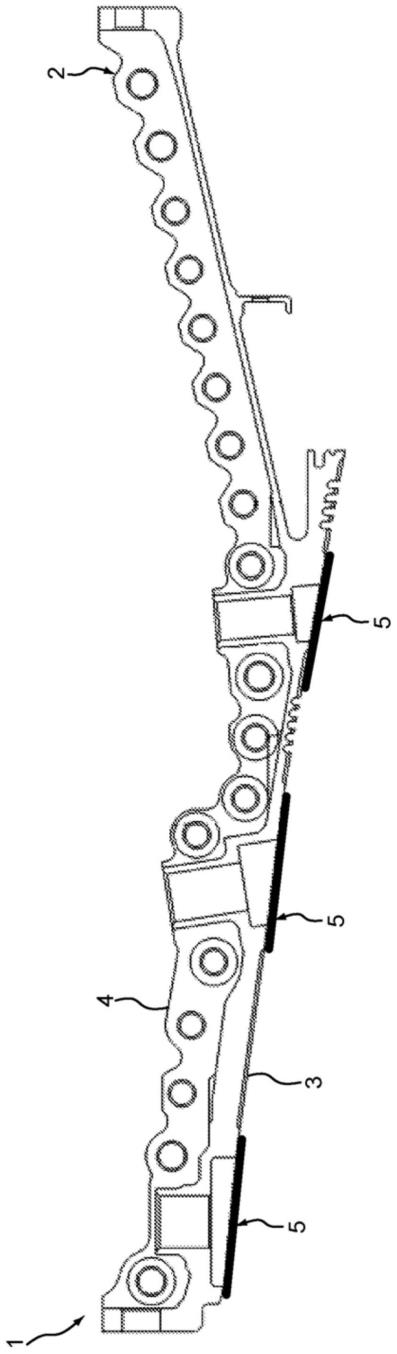
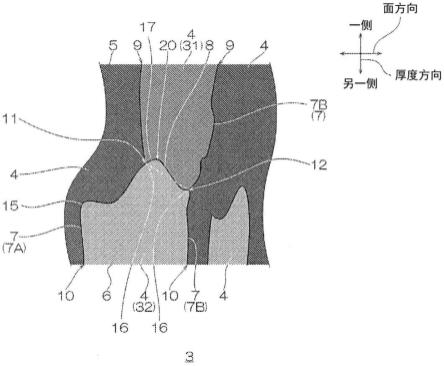
1.一种用于制造金属构件(1)的方法,其特征在于,所述方法包括以下步骤:提供钛系材料的壳体(2),所述壳体(2)具有第一表面(3)和与所述第一表面(3)相对的第二表面(4);在所述壳体(2)上通过增材制造来生成由钛耐火材料制成的覆盖层(5),使得所述覆盖层(5)至少部分地覆盖所述第一表面(3)和/或所述第二表面(4);以及在所述增材制造的步骤之后,将所述金属构件(1)在介于200℃与1000℃之间的温度下进行热处理;其特征在于,所述制造方法包括生成设置在所述壳体与所述覆盖层之间的多个中间层,所述多个中间层由所述钛耐火材料和所述钛系材料的混合物形成,所述混合物形成组分梯度、使得设置成与由所述钛耐火材料制成的所述覆盖层直接接触的所述中间层主要由所述钛耐火材料形成,相反地,设置成与所述钛系材料制成的所述壳体直接接触的所述中间层主要由所述钛系材料形成。2.根据权利要求1所述的制造方法,其特征在于,所述覆盖层(5)由式nicr19fe19nb5mo3的材料制成、和/或所述壳体(2)由式ti6al4v的材料制成。3.根据权利要求1或2所述的制造方法,其特征在于,所述热处理包括多个步骤。4.根据前述权利要求中任一项所述的制造方法,其特征在于,所述热处理包括温度介于500℃与1000℃之间、优选介于700℃与1000℃之间、更优选介于930℃与950℃之间的第一步骤。5.根据权利要求4所述的制造方法,其特征在于,将所述第一步骤执行介于10分钟与5小时之间、优选介于30分钟与2小时之间、更优选介于45分钟与1小时30分钟之间的持续时间。6.根据前述权利要求中任一项所述的制造方法,其特征在于,所述热处理包括温度介于200℃与900℃之间、优选介于500℃与800℃之间、且更优选介于690℃与710℃之间的第二步骤。7.根据权利要求6所述的制造方法,其特征在于,将所述第二步骤执行介于30分钟与9小时之间、优选介于6小时与9小时之间、更优选介于7小时30分钟与8小时30分钟之间的持续时间。8.根据前述权利要求中任一项所述的制造方法,其特征在于,所述覆盖层(5)的厚度介于1mm与10mm之间。9.根据前述权利要求中任一项所述的制造方法,其特征在于,所述增材制造选自以下方法:以粉末状或线状、通过称为激光金属沉积(lmd)的激光沉积进行堆焊;通过称为冷金属过渡(cmt)的电弧或者冷喷涂进行增材制造。10.根据前述权利要求中任一项所述的制造方法,其特征在于,所述制造方法包括生成设置在所述壳体与所述覆盖层之间的、由过渡材料制成的中间层。11.根据权利要求1所述的制造方法,其特征在于,所述多个中间层的数量包括介于4层与20层之间,优选包括介于10层与15层之间。12.根据权利要求1所述的制造方法,其特征在于,所述多个中间层包括三层,所述三层包括从所述壳体开始朝向所述覆盖层、比例增加的钛耐火材料。13.根据前述权利要求中任一项所述的制造方法,其特征在于,所提供的由钛系材料制
成的所述壳体为用于涡轮机的高压压缩机的外壳壳体。
技术总结
一种用于制造金属构件(1)的方法,其特征在于,该方法包括以下步骤:提供由钛基系材料制成的壳体(2),该壳体(2)具有第一表面(3)和远离第一表面(3)的第二表面(4);在壳体(2)上通过增材制造生成由钛耐火材料制成的覆盖层(5),使得所述覆盖层(5)至少部分地覆盖第一表面(3)和/或第二表面(4);并且,在增材制造步骤之后,金属构件(1)在介于200℃与1000℃之间的温度下进行热处理。温度下进行热处理。温度下进行热处理。
技术研发人员:乔纳森
受保护的技术使用者:赛峰飞机发动机公司
技术研发日:2021.03.09
技术公布日:2022/9/13
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。