一种金属3d打印模具的修复方法及服务器
技术领域
1.本发明涉及模具技术领域,尤其涉及一种金属3d打印模具的修复方法及服务器。
背景技术:
2.模具被誉为“工业之母”,被广泛应用于电子、汽车、通信、军工等行业中。模具的质量直接决定着产品的质量,随着行业对产品品质要求的提高,企业对于模具的精度、结构复杂性和冷却效果的要求日益严格。金属3d打印(增材制造)制作的具有随形通路的模具得益于自身优秀的冷却速度和冷却均匀性,近年来在模具行业被广泛应用。
3.在使用过程中,模具反复受到金属塑性流动的巨大冲击及冷热应力的交互作用,表面易产生磨损、崩缺、龟裂等各种缺陷,导致模具失效。为了追求冷却效果,金属3d打印的冷却通道距离表面的壁厚往往较薄,一般在2.5mm-4mm厚。因此金属3d打印模具在壁厚较薄弱处容易产生热疲劳裂纹,最终开裂漏水导致模具失效。实际生产数据表明,金属3d打印模具的使用寿命仅为传统模具的1/2到1/5,而热疲劳失效在金属3d打印模具的失效模式里占比高达90%以上。
4.目前针对金属3d打印模具的修复方法主要有两类:第一类是将失效部分去除,再通过金属3d打印直接补全被去除部分;第二类是直接利用堆焊、激光熔覆、激光填丝焊等工艺补焊失效部位。但上述方法的修复后的部位往往短期内易产生二次失效,使用寿命较短,且操作复杂、修复时间长并需要多道局部后处理工序。
技术实现要素:
5.为了克服现有技术的不足,本发明的目的之一在于提供一种金属3d打印模具的修复方法,其能解决现有模具修复工艺中修复的部位往往在短期内易产生二次失效、使用寿命较短且操作复杂、修复时间长以及需要多道局部后处理工序的问题。
6.本发明的目的之二在于提供一种金属3d打印模具的修复服务器,其能解决现有模具修复工艺中修复的部位往往在短期内易产生二次失效、使用寿命较短且操作复杂、修复时间长以及需要多道局部后处理工序的问题。
7.为了达到上述目的之一,本发明所采用的技术方案如下:
8.一种金属3d打印模具的修复方法,包括以下步骤:
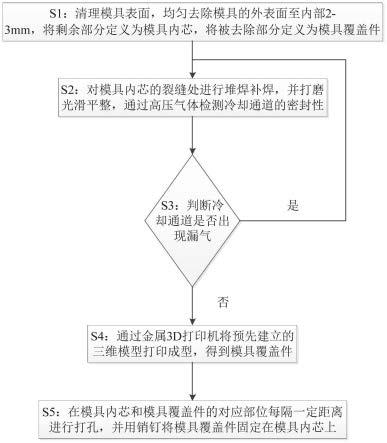
9.s1:清理模具表面,均匀去除模具的外表面至内部2-3mm,将剩余部分定义为模具内芯,将被去除部分定义为模具覆盖件;
10.s2:对模具内芯的裂缝处进行堆焊补焊,并打磨光滑平整,通过高压气体检测冷却通道的密封性;
11.s3:判断冷却通道是否出现漏气,若是,则执行s2,若否,则执行s4,若否,则执行s4;
12.s4:通过金属3d打印机将预先建立的三维模型打印成型,得到模具覆盖件;
13.s5:在模具内芯和模具覆盖件的对应部位每隔一定距离进行打孔,并用销钉将模
具覆盖件固定在模具内芯上。
14.优选的,所述s1具体由以下步骤实现:
15.s11:将模具放入除锈剂中进行除锈,再放入质量浓度为99.8%的酒精溶液清洗模具,清洗后烘干;
16.s12:通过五轴加工中心对模具进行数控加工,均匀去除整个模具的外表面至内部2-3mm,将剩余部分定义为模具内芯,将被去除部分定义为模具覆盖件。
17.优选的,所述模具内芯表面至内部冷却通道的最短距离大于0.5mm。
18.优选的,所述s2具体由以下步骤实现:
19.对模具内芯的裂缝处进行补焊,补焊完成后,对冷却通道采用压强为10kpa的高压空气进行气密性检测。
20.优选的,所述s4具体由以下步骤实现:
21.s41:建立模具覆盖件的三维模型;
22.s42:将模具覆盖件的三维模型进行分层处理,并导入金属3d打印机中,通过层层打印,获得模具覆盖件;
23.s43:对模具覆盖件以及其基板进行固溶时效热处理;
24.s44:将模具覆盖件从基板上取下来,打磨至要求尺寸,并用质量浓度为99.8%的酒精溶液清洗,然后烘干;
25.s45:将模具覆盖件放入阴极电弧离子镀设备内,在温度为450-550℃时,并通入氮气8-10l/min,电压设置为500~700v,持续渗氮5-7h。
26.优选的,所述模具内芯和模具覆盖件均与过盈配合。
27.为了达到上述目的之二,本发明所采用的技术方案如下:
28.一种金属3d打印模具的修复服务器,包括储存器和处理器;
29.储存器,用于储存程序指令;
30.处理器,用于运行所述程序指令,以执行上述的金属3d打印模具的修复方法。
31.相比现有技术,本发明的有益效果在于:将受损模具处理成模具内芯,再通过金属3d打印技术打印与模具内芯相匹配的模具覆盖件,利用两者的结合来修复模具,当模具二次或多次失效时,只需通过提前制作的模具覆盖件即可快速修复,增加模具修复效率,并降低模具修复成本。
附图说明
32.图1为本发明中所述的金属3d打印模具的修复方法的流程图。
33.图2为本发明中所述的修复后的模具结构示意图。
34.图中:1-模具内芯;2-模具覆盖件;3-冷却通道;4-销钉。
具体实施方式
35.以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
36.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了
便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
37.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
38.下面,结合附图以及具体实施方式,对本发明做进一步描述:
39.在本发明中,所述除锈剂、酒精溶液、五轴加工中心以及金属3d打印机均为现有技术,不做赘述。
40.实施例一:
41.如图1-2所示,一种金属3d打印模具的修复方法,包括以下步骤:
42.s1:清理模具表面,均匀去除模具的外表面至内部2-3mm,将剩余部分定义为模具内芯1,将被去除部分定义为模具覆盖件2;
43.具体的,先将模具清理干净,再将其外表面部分去除掉,形成模具内芯1,便于后续修复,在本实施例中,所述s1具体由以下步骤实现:
44.s11:将模具放入除锈剂中进行除锈,再放入质量浓度为99.8%的酒精溶液清洗模具,清洗后烘干;
45.具体的额,将待修复的模具浸泡在除锈剂中进行表面除锈,再放入质量浓度为99.8%的酒精溶液,将模具表面清洗干净,然后烘干。
46.s12:通过五轴加工中心对模具进行数控加工,均匀去除整个模具的外表面至内部2-3mm,将剩余部分定义为模具内芯1,将被去除部分定义为模具覆盖件2。
47.具体的,通过五轴加工中心对模具进行数控加工,均匀去除整个模具的外表面至内部2-3mm(即从模具的外面开始,去除掉模具2-3mm厚度),优选的,所述模具内芯1表面至内部冷却通道的最短距离大于0.5mm(即冷却通道3的外壁厚度大于0.5mm必须大于0.5mm),以保证冷却通道3的耐压耐腐蚀性能。
48.s2:对模具内芯1的裂缝处进行堆焊补焊,并打磨光滑平整,通过高压气体检测冷却通道3的密封性;
49.具体的,对模具内芯1的裂缝进行补焊,修复模具内芯1,在本实施例中,所述s2具体由以下步骤实现:
50.对模具内芯1的裂缝处进行堆焊补焊,补焊完成后,打磨光滑平整,再对冷却通道3采用压强为10kpa的高压空气进行气密性检测。
51.s3:判断冷却通道3是否出现漏气,若是,则执行s2,若否,则执行s4;
52.具体的,在气密性检测时,判断冷却通道3是否出现漏气,若出现漏气情况,则重新对模具内芯1的裂缝处进行堆焊补焊,并打磨光滑平整,重新对冷却通道3采用压强为10kpa的高压空气进行气密性测试,并判断其漏气情况,若冷却通道3在气密性检测是不出现漏气,则执行s4。
53.s4:通过金属3d打印机将预先建立的三维模型打印成型,得到模具覆盖件2;
54.具体的,通过金属3d打印机进行模具覆盖件2的打印,在本实施例中,所述s4具体由以下步骤实现:
55.s41:建立模具覆盖件2的三维模型;
56.具体的,通过三维软件设计模具覆盖件2,建立模具覆盖件2的三维模型,并且在magics软件中添加支撑结构,其立方体结构支柱与水平面呈≥45
°
倾斜角,以便支撑结构顺利成型。
57.s42:将模具覆盖件2的三维模型进行分层处理,并导入金属3d打印机中,通过层层打印,获得模具覆盖件2;
58.具体的,将模具覆盖件2的三维模型进行分层处理,并导入金属3d打印机中,设置基板温度为180℃,激光功率设置为250-450w,粉末层厚设置为30-70微米,扫描速度设置为1m/s,通过层层打印得到模具覆盖件2。
59.s43:对模具覆盖件2以及其基板进行固溶时效热处理;
60.具体的,对模具覆盖件2以及其基板进行固溶时效热处理,在固溶过程中,炉温先升至830-860℃保温1-1.5h,后降温至460-550℃保温5-6h,再冷却至室温。
61.s44:将模具覆盖件2从基板上取下来,打磨至要求尺寸,并用质量浓度为99.8%的酒精溶液清洗,然后烘干;
62.具体的,通过线切割将模具覆盖件2从基板上切割下来,再采用风磨机将模具覆盖件2打磨至要求尺寸,然后使用质量浓度为99.8%的酒精溶液清洗,清洗后烘干。
63.s45:将模具覆盖件2放入阴极电弧离子镀设备内,在温度为450-550℃时,并通入氮气8-10l/min,电压设置为500~700v,持续渗氮5-7h。
64.具体的,将模具覆盖件2放入阴极电弧离子镀设备内进行表面处理,在温度为450-550℃时,并通入氮气8-10l/min,电压设置为500~700v,持续渗氮5-7h,使得氮原子渗入模具覆盖件2的表层,使得模具覆盖件2具有优异的耐磨性、耐疲劳性、耐蚀性及耐高温的特性。
65.s5:在模具内芯1和模具覆盖件2的对应部位每隔一定距离进行打孔,并用销钉4将模具覆盖件2固定在模具内芯1上。
66.具体的,在模具内芯1和模具覆盖件2的对应部位每隔一定距离进行打孔,并用销钉4将模具覆盖件2固定在模具内芯1上,即将模具内芯1镶嵌进模具覆盖件2中,从而修复模具,其中模具内芯1和模具覆盖件2均与过盈配合。
67.实施例二:
68.一种金属3d打印模具的修复服务器,包括储存器和处理器;
69.储存器,用于储存程序指令;
70.处理器,用于运行所述程序指令,以执行如实施例一所述的金属3d打印模具的修复方法。
71.对本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及形变,而所有的这些改变以及形变都应该属于本发明权利要求的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
