1.本发明涉及纤维材料技术领域,尤其是涉及一种改性聚酯纤维及其制备方法和应用。
背景技术:
2.随着汽车的不断普及,道路上的车辆不断增加,由此产生的噪音也越来越大。对于汽车内部而言,噪音的进入会给车内司乘人员带来情绪烦躁、听力损伤等困扰。为了降低汽车内部的噪音,提高司乘人员的舒适感,吸音棉的作用被体现的越来越明显。对应地,消费者对吸音棉的吸音性能也提出了更高的要求。尽管传统的吸音棉能够起到较好的吸音效果,但是该吸音效果还有较大的进步空间。
技术实现要素:
3.基于此,有必要提供一种能够提高吸音效果的改性聚酯纤维及其制备方法和应用。
4.为了解决以上技术问题,本发明一实施例的技术方案为:
5.一种改性聚酯纤维,由包括如下质量百分数的原料制成:
6.高熔点聚酯纤维
ꢀꢀ
55%~70%、
7.低熔点聚酯纤维
ꢀꢀ
20%~25%,以及
8.腈纶纤维
ꢀꢀꢀꢀꢀꢀꢀꢀ
10%~20%;
9.所述高熔点聚酯纤维的熔点为200℃~300℃,所述低熔点聚酯纤维的熔点为100℃~150℃,所述腈纶纤维的直径为1μm~10μm。
10.在其中一个实施例中,所述高熔点聚酯纤维包括1.33d和6.67d的聚酯纤维,其中,1.33d的聚酯纤维和6.67d的聚酯纤维的质量比为5:1~10:1;和/或,
11.所述低熔点聚酯纤维的直径为1d~5d。
12.一种上述改性聚酯纤维的制备方法,其特征在于,包括如下步骤:
13.将所述高熔点聚酯纤维、所述低熔点聚酯纤维以及所述腈纶纤维进行混棉处理。
14.一种吸音棉,包括上述改性聚酯纤维。
15.一种上述吸音棉的制备方法,包括如下步骤:
16.将所述改性聚酯纤维进行梳理处理和铺网处理。
17.一种吸音制品,包括第一防护层、第二防护层以及上述吸音棉;所述第一防护层和所述第二防护层分别位于所述吸音棉的上表面和下表面。
18.在其中一个实施例中,所述吸音棉的厚度为10mm~20mm。
19.在其中一个实施例中,所述第一防护层的厚度为0.3mm~1mm。
20.在其中一个实施例中,所述第二防护层的厚度为0.3mm~1mm。
21.在其中一个实施例中,所述吸音棉的面密度为400g/m2~1200g/m2。
22.在其中一个实施例中,所述第一防护层的面密度为25g/m2~80g/m2。
23.在其中一个实施例中,所述第二防护层的面密度为25g/m2~80g/m2。
24.在其中一个实施例中,所述第一防护层为第一阻燃层。
25.在其中一个实施例中,所述第二防护层为第二阻燃层。
26.在其中一个实施例中,所述吸音制品还包括第一粘结层和第二粘结层;所述第一粘结层位于所述第一防护层和所述吸音棉之间以用于粘结所述第一防护层和所述吸音棉;所述第二粘结层位于所述第二防护层和所述吸音棉之间以用于粘结所述第二防护层和所述吸音棉。
27.一种汽车,包括车厢和上述吸音制品,所述吸音制品附着于所述车厢的内壁。
28.上述改性聚酯纤维中,主要通过选择相应熔点的高熔点聚酯纤维和低熔点聚酯纤维以及相应直径的腈纶纤维配合,一方面可以使纤维之间具有良好的相容性,有利于使各纤维分布均匀,保持改性聚酯纤维的均匀性;另一方面可以有效增加声音通过的通道,使得声音的粘性损失变大,进而可以改善聚酯纤维的吸音效果。
29.上述改性聚酯纤维的制备方法中,将高熔点聚酯纤维、低熔点聚酯纤维以及腈纶纤维进行混棉处理,通过混棉处理得到均匀性良好、隔音效果良好的改性聚酯纤维。在该改性聚酯纤维的制备方法中,工艺步骤简单易行,便于大规模推广。
附图说明
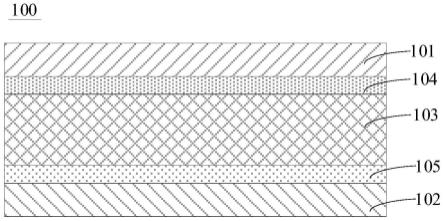
30.图1为本发明一实施例中吸音制品的结构示意图。
31.图中标记说明:
32.100、吸音制品;101、第一防护层;102、第二防护层;103、吸音棉;104、第一粘结层;105、第二粘结层。
具体实施方式
33.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
34.术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
35.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
36.本发明一实施例提供了一种改性聚酯纤维。该改性聚酯纤维由包括如下质量百分数的原料制成:高熔点聚酯纤维55%~70%、低熔点聚酯纤维20%~25%,以及腈纶纤维10%~20%。其中,高熔点聚酯纤维的熔点为200℃~300℃,低熔点聚酯纤维的熔点为100℃~150℃,腈纶纤维的直径为1μm~10μm。本实施例的改性聚酯纤维中,主要通过选择相应
熔点的高熔点聚酯纤维和低熔点聚酯纤维以及相应直径的腈纶纤维配合,一方面可以使纤维之间具有良好的相容性,有利于使各纤维分布均匀,保持改性聚酯纤维的均匀性;另一方面可以有效增加声音通过的通道,使得声音的粘性损失变大,进而可以改善聚酯纤维的吸音效果。
37.可选地,作为高熔点聚酯纤维的质量百分数的可选示例,高熔点聚酯纤维的质量百分数为55%、58%、60%、62%、65%、68%或70%。可以理解的是,高熔点聚酯纤维的质量百分数还可以在55%~70%范围内做其他合适的选择。作为低熔点聚酯纤维的质量百分数的可选示例,低熔点聚酯纤维的质量百分数为20%、21%、22%、23%、24%或25%。可以理解的是,低熔点聚酯纤维的质量百分数还可以在20%~25%范围内做其他合适的选择。作为腈纶纤维的质量百分数的可选示例,腈纶纤维的质量百分数为10%、11%、12%、13%、14%、15%、16%、17%、18%、19%或20%。可以理解的是,腈纶纤维的质量百分数还可以在10%~20%范围内做其他合适的选择。
38.在一个具体的示例中,改性聚酯纤维由包括如下质量百分数的原料制成:高熔点聚酯纤维55%~60%、低熔点聚酯纤维23%~25%,以及腈纶纤维15%~20%。其中,高熔点聚酯纤维的熔点为200℃~300℃,低熔点聚酯纤维的熔点为100℃~150℃,腈纶纤维的直径为1μm~10μm。
39.可选地,作为高熔点聚酯纤维的熔点的可选示例,高熔点聚酯纤维的熔点为200℃、210℃、220℃、230℃、240℃、250℃、260℃、270℃、280℃、290℃或300℃。可以理解的是,高熔点聚酯纤维的熔点还可以在200℃~300℃范围内做其他合适的选择。作为低熔点聚酯纤维的熔点的可选示例,低熔点聚酯纤维的熔点为100℃、110℃、120℃、130℃、140℃或150℃。可以理解的是,低熔点聚酯纤维的熔点还可以在100℃~150℃范围内做其他合适的选择。
40.可选地,作为腈纶纤维的直径的可以选示例,腈纶纤维的直径为1μm、2μm、3μm、4μm、5μm、6μm、7μm、8μm、9μm或10μm。可以理解的是,腈纶纤维的直径还可以在1μm~10μm范围内做其他合适的选择。优选地,腈纶纤维的直径为2μm~5μm。进一步优选地,腈纶纤维的直径为3μm。
41.在本发明的另一个实施例中,改性聚酯纤维由如下质量百分数的原料制成:高熔点聚酯纤维55%~60%、低熔点聚酯纤维23%~25%,以及腈纶纤维15%~20%。其中,高熔点聚酯纤维的熔点为200℃~300℃,低熔点聚酯纤维的熔点为100℃~150℃,腈纶纤维的直径为1μm~10μm。
42.在一个具体的示例中,聚酯纤维为聚对苯二甲酸乙二醇酯纤维。聚对苯二甲酸乙二醇酯纤维来源广泛易得,便于改性聚酯纤维的制备和推广。
43.关于高熔点聚酯纤维的直径选择,高熔点聚酯纤维的直径为1d~7d。可选地,高熔点聚酯纤维的直径可以是但不限定为1d、1.33d、1.8d、2d、2.5d、3d、3.5d、4d、4.5d、5d、5.5d、6d、6.67d或7d等。可以理解的是,高熔点聚酯纤维的直径还可以在1d~7d范围内做其他合适的选择。
44.进一步地,高熔点聚酯纤维包括1.33d和6.67d的聚酯纤维,其中,1.33d的聚酯纤维和6.67d的聚酯纤维的质量比为5:1~10:1。比如,1.33d的聚酯纤维和6.67d的聚酯纤维的质量比为5:1、6:1、7:1、8:1、9:1或10:1等。可以理解的是,1.33d的聚酯纤维和6.67d的聚
酯纤维的质量比还可以在5:1~10:1范围内做其他合适的选择。
45.关于低熔点聚酯纤维的直径选择,低熔点聚酯纤维的直径为1d~5d。譬如,低熔点聚酯纤维的直径为1d、2d、3d、4d或5d等。可以理解的是,低熔点聚酯纤维的直径还可以在1d~5d范围内做其他合适的选择。
46.可以理解的是,在高熔点聚酯纤维和低熔点聚酯纤维的直径表示中,d表示纤维的纤度,又称旦数或旦尼尔,是指在公定回潮率下,9000m纱线或纤维所具有重量的克数,其也是定长制单位,克重越大,表示纱线或纤维越粗,克重越小,表示纱线或纤维越细。
47.本发明还有一实施例提供了一种权利要求上述改性聚酯纤维的制备方法。该改性聚酯纤维的制备方法包括如下步骤:将高熔点聚酯纤维、低熔点聚酯纤维以及腈纶纤维进行混棉处理。在本实施例的制备方法中,将高熔点聚酯纤维、低熔点聚酯纤维以及腈纶纤维进行混棉处理,通过混棉处理得到均匀性良好、隔音效果良好的改性聚酯纤维。该改性聚酯纤维的制备方法中,工艺步骤简单易行,便于大规模推广。
48.可以理解的是,混棉处理可以通过混棉机进行。混棉处理之后,得到无断棉的改性聚酯纤维。
49.在一个具体的示例中,混棉处理的时间为55s~75s。可选地,混棉处理的时间可以是但不限定为55s、58s、60s、62s、65s、68s、70s、72s或75s等。可以理解的是,混棉处理的时间还可以在55s~75s范围内做其他合适的选择。优选地,混棉处理的时间为60s~65s。
50.可以理解的是,混棉处理之前还包括如下步骤:将高熔点聚酯纤维、低熔点聚酯纤维以及腈纶纤维进行干燥处理。可选地,干燥处理时,将高熔点聚酯纤维、低熔点聚酯纤维以及腈纶纤维分别进行干燥处理。
51.本发明还有一实施例提供了一种吸音棉。该吸音棉包括上述改性聚酯纤维。该吸音棉能够为声音的传输提供更多的通道,使声音的粘性损失变大,进而表现出良好的吸音效果。
52.进一步地,本实施例中吸音棉尤其对1000hz以下的低频音段的吸音改善效果更加明显。并且本实施例中吸音棉易于回收处理。
53.在一个具体的示例中,吸音棉的面密度为400g/m2~1200g/m2。可选地,吸音棉的面密度为400g/m2、600g/m2、700g/m2、800g/m2、1000g/m2、1100g/m2等。可以理解的是,吸音棉的面密度还可以在400g/m2~1200g/m2范围内做其他合适的选择。
54.在另一个具体的示例中,吸音棉的厚度为10mm~20mm。比如,吸音棉的厚度为10mm、11mm、12mm、13mm、14mm、15mm、16mm、17mm、18mm、19mm或20mm等。可以理解的是,吸音棉的厚度还可以在10mm~20mm范围内做其他合适的选择。
55.本发明还有一实施例提供了一种上述吸音棉的制备方法。该吸音棉的制备方法包括如下步骤:将改性聚酯纤维进行梳理处理和铺网处理。通过梳理处理可以对纤维进行分梳,将改性聚酯纤维梳理成网状。然后再进行铺网处理,制备吸音棉。
56.可以理解的是,梳理处理采用梳理机进行,铺网处理采用铺网机进行。具体地,将改性聚酯纤维加入梳理机中,梳理机中的锡林、活动盖板、道夫等部件对纤维进行分梳,将改性聚酯纤维梳理成网状,同时也能够进一步提高纤维分布的均匀性。然后经过铺网处理,得到具有一定厚度的吸音棉。在铺网处理过程中,使网状纤维齐边,接头一致无拉扯,可以进一步提高网状纤维的均匀性。
57.进一步地,铺网处理采用折叠铺网处理。在铺网处理时,网状纤维可以采用层叠水平铺网的方式,也可以采用层叠竖直铺网的方式。可以理解的是,吸音棉通常是具有一定的厚度,其功能面的单边尺寸通常是大于厚度。可以理解的是,吸音棉的功能面指吸音棉用于与其他产品接触的面。此时,层叠水平铺网,表示在垂直于功能面的方向上层叠铺网;层叠竖直铺网,表示在平行于功能面的方向上层叠铺网。
58.在一个具体的示例中,铺网处理之后还包括如下步骤:将铺网处理得到的产品经过烘干定型。可以理解的是,烘干定型之后还包括冷却、收卷、裁片定型等步骤。
59.请参阅图1,本发明还有一实施例提供了一种吸音制品100。该吸音制品100包括第一防护层101、第二防护层102以及上述吸音棉103;第一防护层101和第二防护层102分别位于吸音棉103的上表面和下表面。
60.在一个具体的示例中,吸音棉103的厚度为10mm~20mm。比如,吸音棉103的厚度为10mm、11mm、12mm、13mm、14mm、15mm、16mm、17mm、18mm、19mm或20mm等。可以理解的是,吸音棉103的厚度还可以在10mm~20mm范围内做其他合适的选择。
61.在一个具体的示例中,第一防护层101的厚度为0.3mm~1mm。可选地,第一防护层101的厚度为0.3mm、0.4mm、0.5mm、0.6mm、0.7mm、0.8mm、0.9mm或1mm等。可以理解的是,第一防护层101的厚度还可以在0.3mm~1mm范围内做其他合适的选择。
62.在一个具体的示例中,第二防护层102的厚度为0.3mm~1mm。可选地,第二防护层102的厚度为0.3mm、0.4mm、0.5mm、0.6mm、0.7mm、0.8mm、0.9mm或1mm等。可以理解的是,第二防护层102的厚度还可以在0.3mm~1mm范围内做其他合适的选择。
63.在一个具体的示例中,第一防护层101的面密度为25g/m2~80g/m2。可选地,第一防护层101的面密度为25g/m2、30g/m2、40g/m2、50g/m2、60g/m2、70g/m2或80g/m2。可以理解的是,第一防护层101的面密度还可以在25g/m2~80g/m2范围内做其他合适的选择。
64.在一个具体的示例中,第二防护层102的面密度为25g/m2~80g/m2。可选地,第二防护层102的面密度为25g/m2、30g/m2、40g/m2、50g/m2、60g/m2、70g/m2或80g/m2。可以理解的是,第二防护层102的面密度还可以在25g/m2~80g/m2范围内做其他合适的选择。
65.在一个具体的示例中,第一防护层101与第二防护层102相同。进一步地,第一防护层101与第二防护层102相同,表示第一防护层101与第二防护层102的材料、厚度以及面密度等均相同。
66.在一个具体的示例中,第一防护层101和/或第二防护层102将吸音棉103整体包覆。
67.在一个具体的示例中,第一防护层101为第一阻燃层。可选地,第一阻燃层为第一无纺布阻燃层。进一步可选地,以占第一阻燃层的质量百分数计,第一无纺布阻燃层包括质量百分数为4%~15%的阻燃剂。可选地,第一无纺布阻燃层包括的阻燃剂的质量百分数为4%、5%、8%、10、12%或15%。可以理解的是,第一无纺布阻燃层中阻燃剂的质量百分数还可以在4%~15%范围内做其他合适的选择。更进一步可选地,第一无纺布阻燃层中阻燃剂为卤系阻燃剂。
68.在一个具体的示例中,第二防护层102为第二阻燃层。可选地,第二阻燃层为第二无纺布阻燃层。进一步可选地,以占第二阻燃层的质量百分数计,第二无纺布阻燃层包括质量百分数为4%~15%的阻燃剂。可选地,第二无纺布阻燃层包括的阻燃剂的质量百分数为
4%、5%、8%、10、12%或15%。可以理解的是,第二无纺布阻燃层中阻燃剂的质量百分数还可以在4%~15%范围内做其他合适的选择。更进一步可选地,第二无纺布阻燃层中阻燃剂为卤系阻燃剂。
69.请再次参阅图1,在一个具体的示例中,吸音制品还包括第一粘结层104和第二粘结层105;第一粘结层104位于第一防护层101和吸音棉103之间以用于粘结第一防护层101和吸音棉103;第二粘结层105位于第二防护层102和吸音棉103之间以用于粘结第二防护层102和吸音棉103。
70.本发明还有一实施例提供了一种汽车。该汽车包括车厢和上述吸音制品,吸音制品附着于车厢的内壁。
71.本发明还有一实施例提供了一种上述吸音制品在汽车中作为吸音内饰的应用。
72.在一个具体的示例中,上述应用包括如下步骤:将吸音制品附着在汽车的内壁。
73.进一步地,将吸音制品附着在汽车的内壁采用焊接或者胶粘连接。
74.以下为具体实施例。
75.实施例1
76.本实施例中,高熔点聚酯纤维的熔点为250℃,低熔点聚酯纤维的熔点为120℃,腈纶纤维的直径为3μm。聚酯纤维为聚对苯二甲酸乙二醇酯纤维。
77.其中,高熔点聚酯纤维包括1.33d和6.67d的聚酯纤维,1.33d的聚酯纤维和6.67d的聚酯纤维的质量分别为10kg和2kg。低熔点聚酯纤维的直径为2d。低熔点聚酯纤维的质量为5kg。腈纶纤维的质量为3kg。
78.本实施例中,吸音棉的制备方法包括如下步骤:
79.s101:将高熔点聚酯纤维、低熔点聚酯纤维以及腈纶纤维干燥处理,然后在混棉机中进行混棉处理,混棉处理的时间为60s,得到改性聚酯纤维。
80.s102:将改性聚酯纤维进行梳理处理和铺网处理。其中,铺网处理采用层叠竖直铺网的方式。
81.s103:将铺网处理得到的产品经过烘干定型、冷却、收卷、裁片定型,得到吸音棉。
82.本实施例中,吸音制品的制备方法包括如下步骤:
83.s201:在s103得到的吸音棉的上表面和下表面分别涂覆胶粘剂,以分别形成第一粘结层和第二粘结层。
84.s202:在第一粘结层表面覆盖第一无纺布阻燃层,在第二粘结层表面覆盖第二无纺布阻燃层。固化成型,得到吸音制品。
85.其中,吸音棉的面密度为900g/m2,吸音棉的面密度为10mm。第一无纺布阻燃层的厚度为0.5mm,第一无纺布阻燃层的面密度为40g/m2。第二无纺布阻燃层的厚度为0.5mm,第二无纺布阻燃层的面密度为40g/m2。
86.实施例2
87.本实施例中,高熔点聚酯纤维的熔点为250℃,低熔点聚酯纤维的熔点为120℃,腈纶纤维的直径为3μm。聚酯纤维为聚对苯二甲酸乙二醇酯纤维。
88.其中,高熔点聚酯纤维包括1.33d和6.67d的聚酯纤维,1.33d的聚酯纤维和6.67d的聚酯纤维的质量分别为10kg和1kg。低熔点聚酯纤维的直径为2d。低熔点聚酯纤维的质量为5kg。腈纶纤维的质量为4kg。
89.本实施例中,吸音棉的制备方法包括如下步骤:
90.s101:将高熔点聚酯纤维、低熔点聚酯纤维以及腈纶纤维干燥处理,然后在混棉机中进行混棉处理,混棉处理的时间为65s,得到改性聚酯纤维。
91.s102:将改性聚酯纤维进行梳理处理和铺网处理。其中,铺网处理采用层叠竖直铺网的方式。
92.s103:将铺网处理得到的产品经过烘干定型、冷却、收卷、裁片定型,得到吸音棉。
93.本实施例中,吸音制品的制备方法包括如下步骤:
94.s201:在s103得到的吸音棉的上表面和下表面分别涂覆胶粘剂,以分别形成第一粘结层和第二粘结层。
95.s202:在第一粘结层表面覆盖第一无纺布阻燃层,在第二粘结层表面覆盖第二无纺布阻燃层。固化成型,得到吸音制品。
96.其中,吸音棉的面密度为900g/m2,吸音棉103的面密度为10mm。第一无纺布阻燃层的厚度为0.5mm,第一无纺布阻燃层的面密度为40g/m2。第二无纺布阻燃层的厚度为0.5mm,第二无纺布阻燃层的面密度为40g/m2。
97.对比例1
98.与实施例1相比,对比例1的不同之处在于,将3kg的腈纶纤维替换为3kg的高熔点聚酯纤维。
99.测试例1
100.对实施例1、实施例2以及对比例1中得到的吸音制品分别在不同音频下测试吸音效果,测试结果如下表所示。
[0101][0102]
由上表可以看出,实施例1和实施例2中的吸音制品具有更好的吸音效果,并且在1000hz以下的低频音段的吸音改善效果更加明显。
[0103]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0104]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准,说明书及附图可以用于解释权利要求的内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。