1.本实用新型涉及起重机领域,尤其是涉及一种大型钢丝绳卷筒淬火机床。
背景技术:
2.在起重机领域,作为起升的核心零部件,钢丝绳卷筒的工作等级越高,其绳槽的表面磨损就越严重。为保证钢丝绳卷筒绳槽的表面质量,需要使用强度较高的材料,并通过热处理(淬火)来使提高钢丝绳卷筒绳槽表面的强度。
3.对于大型钢丝绳卷筒来说,目前存在的问题是,由于钢丝绳卷筒的直径较大、绳槽较深,如果使用常用的螺旋式电感应加热器加热筒面,一是造成加热的区域过大,淬火电源承受不了如此大的负荷;二是绳槽顶部的加热温度高,而绳槽底部的加热温度低,造成绳槽底部的硬度低、耐磨性差,而绳槽顶部的硬度大,且容易在绳槽的尖角处形成裂缝。因此需要对现有的钢丝绳卷筒淬火机床进行改进。
技术实现要素:
4.为了克服背景技术中的不足,本实用新型公开了一种大型钢丝绳卷筒淬火机床,采用如下技术方案:
5.一种大型钢丝绳卷筒淬火机床,包括用于驱动钢丝绳卷筒水平旋转的滚轮架,还包括水平设置的导轨和滑台;在滑台上安装有电感应加热器和导引体,导引体与钢丝绳卷筒的绳槽相配合,用于导引电感应加热器沿钢丝绳卷筒的筒面水平移动;电感应加热器由导磁体和电感线圈构成,其中,电感线圈贯穿于导磁体内,导磁体具有两个与绳槽槽面形状相对应的突出部,两个突出部的距离等于绳槽的螺距。
6.进一步地改进技术方案,所述导磁体由硅钢片层叠而成,在硅钢片上设有通孔,所述电感线圈贯穿于通孔内。
7.进一步地改进技术方案,所述电感线圈由铜管制成,在铜管内通入有冷却水。
8.进一步地改进技术方案,所述导引体为圆柱体或滚轮。
9.进一步地改进技术方案,所述导引体为两个,两个导引体分别设置在电感应加热器的两侧。
10.进一步地改进技术方案,在滑台上还安装有冷却液喷头,冷却液喷头用于向绳槽喷射冷却液。
11.由于采用上述技术方案,相比背景技术,本实用新型具有如下有益效果:
12.本淬火机床的电感应加热器能够自动沿钢丝绳卷筒的筒面水平移动,使导磁体的突出部始终位于绳槽内。导磁体的两个突出部使磁力线分布在需要加热的绳槽区域内,这样的加热方式能够显著提高绳槽底部的硬度和耐磨性。由于磁力线绕过了绳槽的尖角部位,避免尖角部位因淬火温度过高而产生裂纹。
13.此外,本淬火机床仅是对绳槽的一小部分进行加热,淬火电源的负荷小,而且热源集中,有利于提高淬火质量。
附图说明
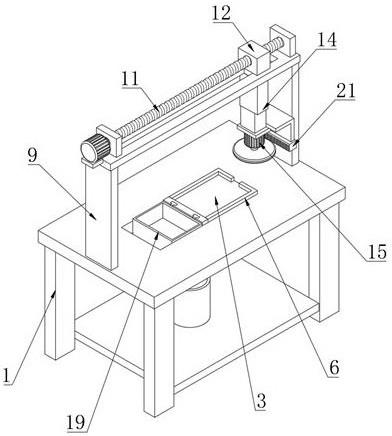
14.图1为本实用新型的结构示意图。
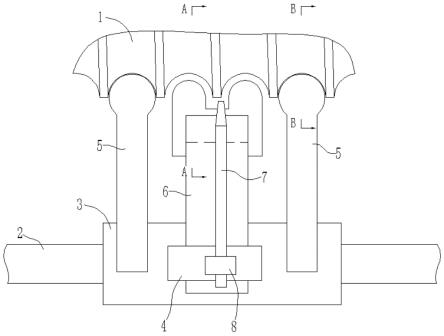
15.图2为图1的a-a剖面结构示意图。
16.图3为图1的b-b剖面结构示意图。
17.图4为图2的c-c剖面结构示意图。
18.图中:1、钢丝绳卷筒;11、绳槽;2、导轨;3、滑台;4、绝缘座;5、导引体;6、电感应加热器;61、电感线圈;62、导磁体;621、突出部;63、磁力线;7、冷却液喷头;8、喷头支架;9、滚轮架。
具体实施方式
19.下面参照附图来描述本实用新型的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本实用新型的技术原理,并非旨在限制本实用新型的保护范围。需要说明的是,在本实用新型的描述中,术语“前”、“后”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。还需要说明的是,在本实用新型的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,或是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本实用新型中的具体含义。
20.一种大型钢丝绳卷筒淬火机床,钢丝绳卷筒1具有螺旋型的绳槽11,绳槽11的截面形状为半圆形。绳槽11的槽面需要淬火,以提高其耐磨性。如图1-2所示,本淬火机床包括用于驱动钢丝绳卷筒1水平旋转的滚轮架9,还包括水平设置的导轨2和滑台3,滑台3能够沿导轨2水平滑动。在滑台3上安装有电感应加热器6和导引体5。下面具体说明其结构及作用。
21.在滑台3上安装有电感应加热器6和导引体5。如图1所示,导引体5为两个,两个导引体5分别设置在电感应加热器6的两侧。如图3所示,导引体5朝向绳槽11的一端具有与绳槽11槽面相匹配的形状,由于绳槽11为螺旋槽,钢丝绳卷筒1可以看作是螺柱,而导引体5可以看作是螺母,当钢丝绳卷筒1转动时,在导引体5的引导下,电感应加热器6能够沿钢丝绳卷筒1的筒面水平移动。这样,滑台3和电感应加热器6就不需要使用电机来驱动,而且钢丝绳卷筒1也不要求匀速转动,这特别适用于滚轮架9对钢丝绳卷筒1的摩擦带动。
22.如图2、图4所示,电感应加热器6由导磁体62和电感线圈61构成,电感线圈61通过绝缘座4固定在滑台3上,在电感线圈61的两端通入有中频交流电。电感线圈61贯穿于导磁体62内,导磁体62具有两个与绳槽11槽面形状相对应的突出部621,两个突出部621的距离等于绳槽11的螺距。导磁体62也称磁场集中器或铁芯,由于其磁阻小,因而能够引导磁力线63的方向。在本实施例中,导磁体62由硅钢片层叠而成,硅钢片具有导磁率高、矫顽力低、电阻系数大等特性,因而磁滞损失和涡流损失都小。
23.如图4所示,硅钢片由冲床冲压成型,每一个硅钢片都具有两个与绳槽11槽面形状相对应的突出部621,两个突出部621的距离等于绳槽11的螺距,两个突出部621能够伸入相邻的两圈绳槽11内。
24.如图2所示,由于绳槽11的槽面是螺旋面,通过水平错开各硅钢片,使突出部621具有与绳槽11螺旋面相对应的弧形面。在硅钢片上设有通孔,所述电感线圈61贯穿于通孔内。电感线圈61由方铜管制成,在方铜管内通入有冷却水,用于冷却电感线圈61。
25.如图1-2所示,在滑台3上,通过喷头支架8安装有冷却液喷头7,冷却液喷头7用于向被电感应加热器6加热的绳槽11区域喷射冷却液,完成淬火作业。
26.工作时,滚轮架9带动钢丝绳卷筒1转动,在导引体5的引导下,电感应加热器6沿钢丝绳卷筒1的筒面水平移动,使硅钢片的突出部621始终位于绳槽11内。由于两个突出部621的存在,电感线圈61产生的磁力线63从导磁体62一侧的突出部621发出,穿过绳槽11后到达导磁体62另一侧的突出部621,形成闭合的磁场。交变的磁场在绳槽11的槽面区域产生电涡流,使绳槽11的槽面区域快速升温而达到淬火温度。显然,两个突出部621使磁场分布在需要加热的绳槽11区域内,这样的加热方式能够显著提高绳槽11底部的硬度和耐磨性。
27.从图4可以看出,由于突出部621的存在,磁力线63绕过了绳槽11的尖角部位,避免尖角部位因淬火温度过高而产生裂纹。相对于螺旋式电感应加热器6对筒面的周向加热,本电感应加热器6仅是对绳槽11的一小部分进行加热,淬火电源的负荷小,而且热源集中,有利于提高淬火质量。
28.未详述部分为现有技术。尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的保护范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。