1.本实用新型属于烟叶加工技术领域,具体是一种烟叶加料引射蒸汽压力自动控制系统。
背景技术:
2.加料工序是卷烟制丝环节的关键工艺加工环节,烟叶或烟丝通过加料筒的旋转实现均匀地松散,香料通过雾化喷嘴被蒸汽引射雾化后均匀地喷洒在烟叶表面上,从而实现本环节的加水、加料工艺。当前产线中加料引射蒸汽压力均没有固定,只通过机械减压阀手动控制,叶加料雾化效果不稳定,部分牌号加料后烟叶表面有明显料斑,且该问题出现的频率与牌号有明显关联。经分析,主要原因在于不同牌号加料比例不同、香料粘稠度不同,对引射蒸汽压力的要求也不同。而与部分牌号香料实际需要的引射压力不匹配,影响雾化效果。此外,生产中亦存在偶发性引射蒸汽压力波动问题。
3.现有技术中有关加料机引射蒸汽调节控制的文献不多。例如cn212697648u专利文献提出了改进的引射蒸汽调节阀调节工具和方法,该专利提供一种改进的蒸汽阀调节装置,有效简化了调节难度、避免了传统手动调节易造成的易烫伤的问题,但是并未突破手动调节的范畴,不能解决实际上述存在的问题。
4.目前加料机引射蒸汽阀采用机械式控制阀,依靠人工调整机械阀门来控制阀门的开度,加料机引射蒸汽阀采用机械式控制阀,在每次需要加料时人工对阀门开度进行调整,开度有关闭、半开、全开,由人工手动调节阀门开度容易造成烫伤,而且无法精确控制阀门实际所需的开度,造成引射压力不匹配,影响雾化效果,同时在每一批次生产中阀门开度固定不变,无法根据实际压力波动进行调整。
技术实现要素:
5.本实用新型的目的在于提供一种烟叶加料引射蒸汽压力自动控制系统,以解决上述背景技术中提出的问题。
6.为实现上述目的,本实用新型提供如下技术方案:
7.一种烟叶加料引射蒸汽压力自动控制系统,包括加料机、蒸汽压力传感器、加料筒、薄膜调节阀、加料喷杆、电气转换器、电磁阀、加料机桶壁和观察窗口,所述加料机的下方右侧设置有出料皮带,加料机的中间安装有加料筒,加料机的左侧设置有烟叶进料口,加料筒内的右侧设置有加料喷杆,加料喷杆的下方均布设置有多个雾化喷头,加料机桶壁的右侧安装有角度检测相机,角度检测相机上安装有光纤内窥镜,光纤内窥镜延伸到加料筒的内部,加料机桶壁上设置有观察窗口;所述加料机上分别连接有蒸汽压力传感器和过滤阀。
8.作为本实用新型的进一步方案:所述加料喷杆的右侧和加料机桶壁通过焊接的方式固定连接在一起。
9.作为本实用新型的进一步方案:所述观察窗口的右侧分别安装有桶内物料观察相
机和 led光源。
10.作为本实用新型的进一步方案:所述加料喷射系统由两个部分组成,包括料液喷射控制系统和雾化介质控制系统。
11.作为本实用新型的进一步方案:所述引射蒸汽则从由气体控制回路进入喷嘴气相流道,两种介质在喷嘴出口处相互作用进行料液的喷射雾化破碎。
12.作为本实用新型的进一步方案:所述烟叶进料口远离加料筒的一侧设置有进料振槽,进料振槽的上方安装有单点激光雷达。
13.作为本实用新型的进一步方案:所述过滤阀设置在料液的进液通道上,加料筒的外侧设置有特种工业相机。
14.作为本实用新型的再进一步方案:所述蒸汽压力传感器设置在蒸汽的进气管路中。
15.与现有技术相比,本实用新型引射蒸汽控制方法采用远程pid算法控制,引射蒸汽压力参数随工单下发,不仅减小了现场操作工的工作量,有效提高加料机引射蒸汽压力的稳定性,消除了偶发性的压力波动,而且还提供了压力大小的远程调节方法,使得车间可以根据不同牌号的加料配方设置相应的参数,从而提高料液雾化效果,减少烟叶表面料斑的出现,使料液均匀的添加到叶片上。
附图说明
16.图1为一种烟叶加料引射蒸汽压力自动控制系统的设计方案框图。
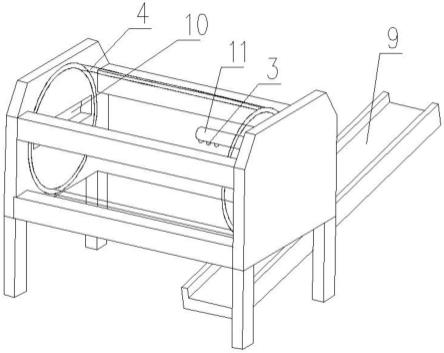
17.图2为一种烟叶加料引射蒸汽压力自动控制系统的机械结构示意图。
18.图3为一种烟叶加料引射蒸汽压力自动控制系统中薄膜阀原理图。
19.图4为一种烟叶加料引射蒸汽压力自动控制系统中加料桶内物料检测结构示意图。
20.图5为一种烟叶加料引射蒸汽压力自动控制系统中烟叶加料引射蒸汽压力自动控制系统软件架构图。
21.图中:1、蒸汽压力传感器;2、过滤阀;3、雾化喷头;4、加料筒;5、进料振槽;6、薄膜调节阀;7、特种工业相机;8、单点激光雷达;9、出料皮带;10、烟叶进料口;11、加料喷杆;12、串行接口;13、阀为传感器;14、pd控制器;15、a/d转换器;16、微处理器;17、电气转换器;18、气动放大器;19、压力定值器;20、流量定值器;21、输出气量调整;22、感应阀为开关;23、电磁阀;24、iec61158-2输入模块;25、第一数字输入;26、第二数字输入;27、显示;28、电磁阀控制;29、电隔离器;30、d/a转换器; 31、光纤内窥镜;32、加料机桶壁;33、角度检测相机;34、桶内物料观察相机;35、led 光源;36、观察窗口。
具体实施方式
22.下面结合具体实施方式对本专利的技术方案作进一步详细地说明。
23.如图1-4所示,一种烟叶加料引射蒸汽压力自动控制系统,包括加料机、蒸汽压力传感器1、加料筒4、薄膜调节阀6、加料喷杆11、电气转换器17、电磁阀23、加料机桶壁 32和观察窗口36;所述加料机的下方右侧设置有出料皮带9,加料机的中间安装有加料筒 4,加料机的左侧设置有烟叶进料口10,加料筒4内的右侧设置有加料喷杆11,加料喷杆 11的下
方均布设置有多个雾化喷头3,加料喷杆11的右侧和加料机桶壁32固定连接,加料机桶壁32的右侧安装有角度检测相机33,角度检测相机33上安装有光纤内窥镜31,光纤内窥镜31延伸到加料筒4的内部,加料机桶壁32上设置有观察窗口36,观察窗口 36的右侧分别安装有桶内物料观察相机34和led光源35。
24.所述加料机上分别连接有蒸汽压力传感器1和过滤阀2,蒸汽压力传感器1设置在蒸汽的进气管路中,过滤阀2设置在料液的进液通道上,加料筒4的外侧设置有特种工业相机7,烟叶进料口10远离加料筒4的一侧设置有进料振槽5,进料振槽5的上方安装有单点激光雷达8。
25.实施例一
26.如图5所示,由制丝中控上位系统将每中烟牌所需的引蒸汽压力值存储到制丝中控数据服务器中,在每一批次开始前由制丝中控上位系统通过制丝中控管理应用服务器将引射蒸汽压力设定值下发到控制plc中,plc根据设定值对引射蒸汽压力进行pid整定,再将调节值发送到薄膜阀的电控系统,薄膜阀的电控系统通过a/d转换器和d/a转换器控制阀门的开度,以此达到稳定引射蒸汽压力的目的,从而实现料液稳定、均匀的雾化效果。加料机主控柜操作终端可更具需要对下发到plc中的参数进行修改,如修改设定值、调节量的上下限等参数,并且可对参数进行实时检测。
27.制丝中控数据采集服务器可实时采集plc中的数据,将数据存储到数据服务器中,可供后续对数据进行追溯分析。使用工业相机通过机器视觉技术可对料叶雾化角度进行测量,将料液雾化角度反馈给plc,再根据料液雾化角度来pid输出值,进而精准的控制料液雾化效果。
28.实施例二
29.将特种工业相机安装在加料机内部喷口附近,利用特种工业相机在引射蒸汽喷口附近安装一套喷雾角度监测单元和距离检测单元,喷雾角度监测单元包括工业相机、光纤内窥镜和内窥镜光源等,为了能够拍摄到喷口附近的引射喷雾角度,采用光纤内窥镜配合工业相机进行图像采集。喷雾距离监测单元在加料机筒壁外侧加装观察窗,通过透明玻璃观察加料筒内的情况。实时采集喷口附近图像,所述工控计算机对喷口附近图像进行处理,并与控制plc进行通讯。将检测出来的角度和距离传递到plc中,除pid调节引射蒸汽压力外还可结合引射蒸汽喷射的角度和距离多维度的调节引射蒸汽压力的大小。以此达到稳定、精准、快速、自动的控制目的。
30.选用了两个黑白的工业相机、一个定焦镜头和一个光纤内窥镜镜头。为避免加料筒内恶劣环境影响。采用光纤内窥镜将光学探头伸入加料喷嘴附近,定焦镜头结合工业相机安装到加料筒外部,在观察窗加装强光led光源通过玻璃拍摄筒内情况。
31.在生产过程中,连接内窥镜的相机实时拍摄喷口处视频图像,对采集到的视频图像逐帧进行处理,采集到的黑白图像中包含喷口处的螺丝和背景烟雾等干扰,影响图像检测算法的检测精度。
32.由于光纤内窥镜获取到的图像上有黑色的光纤网格的干扰,在检测算法中利用高斯低通滤波算法对图像进行处理消除蜂窝状网格;然后再对图像进行二值化处理,将像素为 0-255的灰度图转化为二值图;对图像进行二值化处理后采用多边形拟合的方法,将引射蒸汽的边缘拟合为规则的多边形,进而计算出引射蒸汽角度。
33.本实用新型的工作原理是:整个加料喷射系统由两个部分组成,包括料液喷射控制系统(液路)和雾化介质(引射蒸汽)控制系统。当喷嘴利用引射蒸汽喷射雾化料液时,料液从液体控制回路进入喷嘴液相流道,引射蒸汽则从由气体控制回路进入喷嘴气相流道,两种介质在喷嘴出口处相互作用进行料液的喷射雾化破碎。
34.单点激光雷达8实时检测进料振槽的高度,并通过串口与控制plc进行通讯,控制plc 对高度数据进行均值滤波处理,当高度明显增加到达某值时说明烟叶已经到达,即将进入加料滚筒4,延时一段时间后根据工单下发的引射蒸汽压力值开启薄膜调节阀6,获取蒸汽压力传感器1的压力值利通过调用step7 pid功能块fb41进行pid参数整定根据压力反馈对薄膜调节阀6进行调节。另外加料筒4内部安装特种工业相机7实时采集雾化喷头 3附近图像并传输至上位机,上位机利用机器视觉算法计算出当前喷雾角度,并写到控制 plc中,若实际角度与引射蒸汽压力不匹配则输出报警。
35.通过自动采集引射蒸汽压力实际值,与工单中的设置值对比,然后通过调用step7 pid 功能块fb41(连续控制方式),用于s7和c7的cpu中的循环中断程序中。该功能块定期计算所需要的数据,保存在指定的db中(背景数据块)。允许多次调用该功能块,以此调节pid参数来控制引射蒸汽薄膜阀动作,同时对加料筒内部的加料情况进行实时监测从而实现对引射蒸汽压力的反馈控制。
36.本实用新型解决其技术问题所采用的技术方案是:一种基于反馈的引射蒸汽控制方法,包括蒸汽喷雾监测装置、及蒸汽阀门控制装置。
37.上述的蒸汽阀门控制装置,包括引射蒸汽薄膜阀、蒸汽压力传感器、单点激光雷达以及控制plc,所述单点激光雷达安装在进料振槽上方检测是烟叶是否到位,所述引射蒸汽薄膜阀用于控制引射蒸汽的输出压强,所述蒸汽压力传感器用于检测引射蒸汽的输出压强,所述控制plc用于接收传感器的数据并进行pid参数整定控制引射蒸汽薄膜阀。
38.本实用新型软件设计控制系统编程采用的是step 7编程软件,监控系统采用 wonderware system platfo和intouch用于界面的设计和展示,daserver用于数据的采集和交互,insql用于数据历史记录的存储和调取,管理系统使用net开发环境,编程软件使用visual studio 2008。需注意samson电气阀门定位器有分体式和一体式。
39.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本实用新型中的具体含义。
40.上面对本专利的较佳实施方式作了详细说明,但是本专利并不限于上述实施方式,在本领域的普通技术人员所具备的知识范围内,还可以在不脱离本专利宗旨的前提下作出各种变化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。