1.本发明涉及研磨机械技术领域,具体为一种耐磨钢球及其制备方法。
背景技术:
2.耐磨钢球又称作研磨机用耐磨介质,是一种消耗品,主要用途是研磨物料,使物料研磨的更细,以达到使用标准,主要在矿山,电厂,水泥厂,钢铁厂,硅砂厂,煤化工等领域用,耐磨钢球是一种用于球磨机中的粉碎介质,用于粉碎磨机中的物料。
3.耐磨钢球在市场上的使用数量非常巨大,现有技术中所使用的耐磨钢球通常为球形钢球,在运动过程中只能以点接触的方式进行撞击和研磨,效率较低,使得耐磨钢球表层易于损伤,导致需要经常更换,增加了使用的成本。
技术实现要素:
4.本发明的目的在于提供一种耐磨钢球及其制备方法,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种耐磨钢球及其制备方法,包括钢球主体、高密度合金、化合物层、强化层和低密度合金,所述高密度合金设置于钢球主体的外表面,所述化合物层设置于高密度合金的外表面,所述强化层设置于化合物层的外表面,所述低密度合金设置于强化层的外表面。
6.优选的,所述钢球主体采用铬合金制成,所述钢球主体中铬含量大于14%,所述钢球主体的硬度hrc大于58。
7.优选的,所述高密度合金含钨量在90%以上,所述高密度合金密度在17.0-18.5g/cm3之间,所述高密度合金在烧结状态下的抗拉强度为680-930mpa,经过热处理加工变形后抗拉强度在1350mpa以上。
8.优选的,所述低密度合金为al-mg合金,所述低密度合金密度在1.8g/cm
3-2.0g/cm3之间。
9.优选的,所述强化层的基本材质为铁,所述强化层经过激光相变强化处理,所述钢球主体、高密度合金、化合物层、强化层和低密度合金的厚度逐渐减小。
10.优选的,所述化合物层包括以下重量百分比的原料:c0.6-1.4%、cr1.2-4.8%、mn0.7-1.4%、cu2.3-2.9%、s0.04-0.06%、sic2.8-5.3%、熔炼添加剂0.3-0.5%、余量为fe,所述熔炼添加剂为质量比为1.2-1.8:1.5-1.8的cao和tio2的组合物。
11.一种耐磨钢球的制备方法,包括以下步骤:s1:将各层厚度与耐磨钢球各层厚度相同的模具进行合膜,在模具中心层注入铬含量大于14%的铬铁合金,向模具中通入惰性气体,待铬铁合金自然冷却后,排出惰性气体。
12.s2:将含钨量在90%以上,密度在17.0-18.5g/cm3之间的高密度合金熔化后,将高密度合金流体注入到模具中,全部注入后向模具中通入惰性气体,待其自然冷却后,排出惰性气体。
13.s3:按照一定重量百分比的cao和tio2的组合物加入到超细研磨机中,充分研磨3次,每次研磨15-25min,得熔炼添加剂,按照一定重量百分比的c、cr、mn、cu、s和fe投入熔炼炉中,以50-120℃/min的速率迅速升温,升温至金属原料完全熔化后,保温加入一定重量百分比的熔炼添加剂,以420-480r/min的转速,搅拌熔炼3-5h,边搅拌边通入惰性气体,完成熔炼后,扒除熔化液表面的浮渣,得纯净合金液。
14.s4:将s3中所得的合金液筛网筛成细粉末,将合金细粉末注入钢球模具内,利用上下冲模冲压制成钢球坯体,将钢球坯体加入到真空烧结炉中,在氢气环境下,置于1150-1400℃的温度下,连续烧结2-3h,将烧结物空冷至室温后,得到含有化合物层的钢球。
15.s5:将铁熔化后,注入到钢球模具中,用激光束扫描钢球表层区域,激光相变强化形成奥氏体,当停止激光照射,金属表面发生马氏体转变,至铁流体冷却至室温。
16.s6:将密度在1.8g/cm
3-2.0g/cm3之间的al-mg合金熔化后,将al-mg合金流体注入到模具中,全部注入后向模具中通入惰性气体,待其自然冷却后,排出惰性气体,即制得所需的耐磨钢球。
17.s7:打开钢球模具,将制得的耐磨钢球取出在抛光机中进行表面抛光,抛光完成后完成制备。
18.优选的,所述s7中抛光机的抛光盘转速在1500-3000r/min之间,抛光盘用高速旋转的低弹性材料制作。
19.与现有技术相比,本发明的有益效果是:1.该耐磨钢球及其制备方法,通过在钢球主体的外表面设置有按照一定重量百分比的c、cr、mn、cu、s和fe的化合物层,且在化合物层的制备过程中加入了熔炼添加剂,将化合物层熔化后使其冷却紧贴在钢球主体的外部,提高了耐磨钢球的硬度、耐腐蚀性和耐磨性,在钢球的撞击和研磨的过程中,钢球的外表面不易发生损伤,减少了钢球的更换,从而降低了使用成本。
20.2.该耐磨钢球及其制备方法,通过在钢球主体的外表面设置有经过激光相变强化处理的强化层,用激光束扫描钢球表层区域,激光相变强化形成奥氏体,当停止激光照射,金属表面发生马氏体转变,在激光相变强化条件下形成的马氏体晶格,比常规淬火有更高的缺陷密度,残余奥氏体也获得极高的位错密度,使金属材料具有畸变强化效果,强度大大提高。
附图说明
21.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
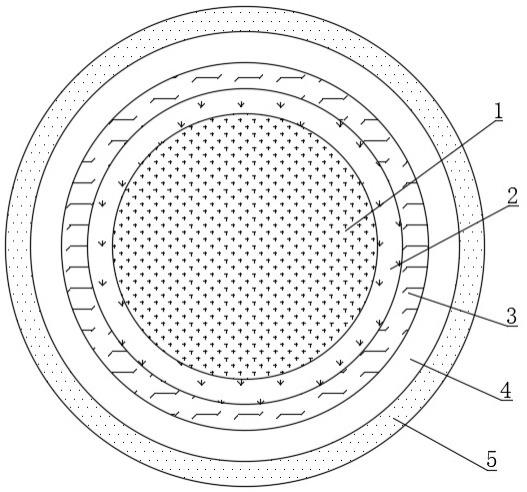
22.图1为本发明的耐磨钢球分层结构示意图。
23.图中:1、钢球主体;2、高密度合金;3、化合物层;4、强化层;5、低密度合金。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
26.实施例一:请参阅图1,本发明提供一种技术方案:一种耐磨钢球,包括钢球主体1、高密度合金2、化合物层3、强化层4和低密度合金5,高密度合金2设置于钢球主体1的外表面,化合物层3设置于高密度合金2的外表面,强化层4设置于化合物层3的外表面,低密度合金5设置于强化层4的外表面,强化层4的基本材质为铁,强化层4经过激光相变强化处理,钢球主体1、高密度合金2、化合物层3、强化层4和低密度合金5的厚度逐渐减小,钢球主体1采用铬合金制成,钢球主体1中铬含量大于14%,钢球主体1的硬度hrc大于58,高密度合金2含钨量在90%以上,高密度合金2密度为17.0g/cm3,高密度合金2在烧结状态下的抗拉强度为680mpa,经过热处理加工变形后抗拉强度在1350mpa以上,低密度合金5为al-mg合金,低密度合金5密度为1.8g/cm3,化合物层3包括以下重量百分比的原料:c0.9%、cr3.5%、mn0.9%、cu2.5%、s0.04%、sic3.5%、熔炼添加剂0.3%、余量为fe,熔炼添加剂为质量比为1.2:1.5的cao和tio2的组合物。
27.一种耐磨钢球的制备方法,包括以下步骤:s1:将各层厚度与耐磨钢球各层厚度相同的模具进行合膜,在模具中心层注入铬含量大于14%的铬铁合金,向模具中通入惰性气体,待铬铁合金自然冷却后,排出惰性气体。
28.s2:将含钨量为92%,密度为17.0g/cm3的高密度合金熔化后,将高密度合金流体注入到模具中,全部注入后向模具中通入惰性气体,待其自然冷却后,排出惰性气体。
29.s3:按照质量比为1.2:1.5的cao和tio2的组合物加入到超细研磨机中,充分研磨3次,每次研磨15min,得熔炼添加剂,将c0.9%、cr3.5%、mn0.9%、cu2.5%、s0.04%、sic3.5%,其余为fe,投入熔炼炉中,以100℃/min的速率迅速升温,升温至金属原料完全熔化后,保温加入一定重量百分比的熔炼添加剂,以420r/min的转速,搅拌熔炼3h,边搅拌边通入惰性气体,完成熔炼后,扒除熔化液表面的浮渣,得纯净合金液。
30.s4:将s3中所得的合金液筛网筛成细粉末,将合金细粉末注入钢球模具内,利用上下冲模冲压制成钢球坯体,将钢球坯体加入到真空烧结炉中,在氢气环境下,置于1200℃的温度下,连续烧结2h,将烧结物空冷至室温后,得到含有化合物层的钢球。
31.s5:将铁熔化后,注入到钢球模具中,用激光束扫描钢球表层区域,激光相变强化形成奥氏体,当停止激光照射,金属表面发生马氏体转变,至铁流体冷却至室温。
32.s6:将密度为1.8g/cm3的al-mg合金熔化后,将al-mg合金流体注入到模具中,全部注入后向模具中通入惰性气体,待其自然冷却后,排出惰性气体,即制得所需的耐磨钢球。
33.s7:打开钢球模具,将制得的耐磨钢球取出在抛光机中进行表面抛光,抛光完成后完成制备,s7中抛光机的抛光盘转速为1800r/min,抛光盘用高速旋转的低弹性材料制作。
34.实施例二:请参阅图1,本发明提供一种技术方案:
一种耐磨钢球,包括钢球主体1、高密度合金2、化合物层3、强化层4和低密度合金5,高密度合金2设置于钢球主体1的外表面,化合物层3设置于高密度合金2的外表面,强化层4设置于化合物层3的外表面,低密度合金5设置于强化层4的外表面,强化层4的基本材质为铁,强化层4经过激光相变强化处理,钢球主体1、高密度合金2、化合物层3、强化层4和低密度合金5的厚度逐渐减小,钢球主体1采用铬合金制成,钢球主体1中铬含量大于14%,钢球主体1的硬度hrc大于58,高密度合金2含钨量在90%以上,高密度合金2密度为18g/cm3,高密度合金2在烧结状态下的抗拉强度为900mpa,经过热处理加工变形后抗拉强度在1350mpa以上,低密度合金5为al-mg合金,低密度合金5密度为2.0g/cm3,化合物层3包括以下重量百分比的原料:c1.2%、cr4.2%、mn1.1%、cu2.8%、s0.06%、sic5.0%、熔炼添加剂0.5%、余量为fe,熔炼添加剂为质量比为1.6:1.8的cao和tio2的组合物。
35.一种耐磨钢球的制备方法,包括以下步骤:s1:将各层厚度与耐磨钢球各层厚度相同的模具进行合膜,在模具中心层注入铬含量大于14%的铬铁合金,向模具中通入惰性气体,待铬铁合金自然冷却后,排出惰性气体。
36.s2:将含钨量为92%,密度为18g/cm3的高密度合金熔化后,将高密度合金流体注入到模具中,全部注入后向模具中通入惰性气体,待其自然冷却后,排出惰性气体。
37.s3:按照质量百分比为1.6:1.8的cao和tio2的组合物加入到超细研磨机中,充分研磨3次,每次研磨20min,得熔炼添加剂,c1.2%、cr4.2%、mn1.1%、cu2.8%、s0.06%、sic5.0%,其余为fe,投入熔炼炉中,以120℃/min的速率迅速升温,升温至金属原料完全熔化后,保温加入一定重量百分比的熔炼添加剂,以460r/min的转速,搅拌熔炼4h,边搅拌边通入惰性气体,完成熔炼后,扒除熔化液表面的浮渣,得纯净合金液。
38.s4:将s3中所得的合金液筛网筛成细粉末,将合金细粉末注入钢球模具内,利用上下冲模冲压制成钢球坯体,将钢球坯体加入到真空烧结炉中,在氢气环境下,置于1400℃的温度下,连续烧结3h,将烧结物空冷至室温后,得到含有化合物层的钢球。
39.s5:将铁熔化后,注入到钢球模具中,用激光束扫描钢球表层区域,激光相变强化形成奥氏体,当停止激光照射,金属表面发生马氏体转变,至铁流体冷却至室温。
40.s6:将密度为2.0g/cm3的al-mg合金熔化后,将al-mg合金流体注入到模具中,全部注入后向模具中通入惰性气体,待其自然冷却后,排出惰性气体,即制得所需的耐磨钢球。
41.s7:打开钢球模具,将制得的耐磨钢球取出在抛光机中进行表面抛光,抛光完成后完成制备,s7中抛光机的抛光盘转速为2400r/min,抛光盘用高速旋转的低弹性材料制作。
42.分布对实施例一和实施例二中制得的耐磨钢球表面硬度进行测试,将金刚石圆锥压头分两个步骤压入试样表面,经规定保持时间后,卸除主试验力,测量在初试验力下的残余压痕深度h,根据h值及常数n和s计算洛氏硬度,对照gb1818,金属表面洛氏硬度试验方法计算后得:实施例一中洛氏硬度为61hrc,实施例二中洛氏硬度为63hrc,因此实施例二为本方案的最佳实施例。
43.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备
所固有的要素。在没有更多限制的情况下,由语句“包括一个......”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
44.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。