1.本实用新型涉及一种食品送料系统,尤其是一种基于反馈控制的智能食品送料系统,属于食品自动化物流领域技术。
背景技术:
2.食品工厂实现包括原料自动输送在内的流水线生产是顺应科技发展、提高生产效率、降低生产成本的大势所趋。据申请人了解,目前食品加工厂的原料上料处理中,往往涉及到相同物料不同工艺工位输送生产加工,需要根据食品工艺目的进行自动分流,而现有的传统输送线只能完成单纯的物料运输,缺乏检测线上物料重量和加工种类选择性分流的功能,因此有待改进。
技术实现要素:
3.本实用新型的目的在于:针对上述现有技术存在的不足,提供一种可以为实现根据需要进行选择性分流奠定基础的智能食品送料系统,从而为进一步提高生产线的效率、降低生产成本创造条件。
4.为达到上述目的,本实用新型智能食品送料系统基本技术方案是:包括至少二级接料输送线和二级称重输送线,其中第一级接料输送线的输入端与出料设备的出料口衔接,且其输出端与第一级称重输送线的输入端衔接;所述第一级称重输送线的输出端与第二级接料输送线的输入端衔接,所述第二级接料输送线的输出端与第二级称重输送线的输入端衔接;各级称重输送线的中部一侧分别装有相应的推料气缸,所述推料气缸的伸缩端装有推料板,所述推料板朝向位于该级称重输送线另一侧的分料输送线输入端,所述分料输送线的输出端与相应的工艺设备衔接。
5.在本实用新型的基础上,只要配备含有传感控制电路的工控系统后,即可根据设定的物料重量自动控制相应推料气缸的推料动作,从而将符合设定重量要求的物料通过相应的分流输送线推送到适当的工艺设备处进行后续加工,提高生产线的效率、降低生产成本。
6.本实用新型进一步的完善是:各级接料输送线和分料输送线均由两侧分别装有挡料板的平皮带输送装置构成。
7.本实用新型再进一步的完善是:所述第一级称重输送线和第二级称重输送线的一侧分别通过各自挡料板中部下方的架体与推料气缸的c形安装架固连。
8.本实用新型更进一步的完善是:所述c形安装架含有立架,所述立架的上、下两端分别焊有带三角加强筋的悬臂状上支撑板和下支撑板,所述上支撑板的伸出端通过与之固连的上角钢板与称重输送线架体的上部固连,所述下支撑板的伸出端通过与之固连的下贴合板与称重输送线架体的下部固连,所述上支撑板的上表面安置推料气缸。
附图说明
9.下面结合附图对本实用新型作进一步的说明。
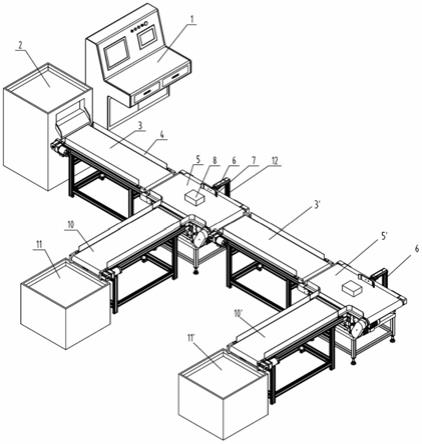
10.图1是本实用新型一个实施例的立体结构示意图。
11.图2是图1实施例的俯视投影结构示意图。
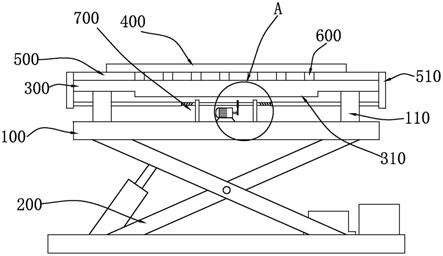
12.图3是图1实施例中的推料气缸部分结构示意图。
13.图4是图1实施例的控制逻辑图。
具体实施方式
14.下面结合附图和实施例对本实用新型做出进一步的说明。
15.实施例一
16.本实施例的智能食品送料系统如图1和图2所示,主线由输入端与出料设备2出料口衔接的第一级接料输送线3、输入端与第一级接料输送线3输出端衔接的第一级称重输送线5、输入端与第一级称重输送线5输出端衔接的第二级接料输送线3’、输入端与第二级接料输送线3’输出端衔接的第二级称重输送线5’构成。
17.第一和第二级称重输送线5和5’的中部一侧分别装有相应的推料气缸6,推料气缸6的伸缩端装有推料板7,推料板7正对位于该级称重输送线5或5’另一侧的对应分料输送线10或10’的输入端,分料输送线10或10’的输出端与相应的工序设备11或11’衔接。
18.各级接料输送线、称重输送线、分料输送线均由外购的平皮带(输送设备的具体结构型式根据工艺设备要求确定)输送装置构成,其中各接料输送线以及分料输送线两侧分别装有挡料板4,称重输送线装有称重传感器。
19.更具体而言,参见图3,第一(或第二)级称重输送线5(或5’)的一侧通过挡料板4中部下方的架体与推料气缸6的c形安装架12固连。c形安装架12的立架12-4上、下两端分别焊有带三角加强筋12-3的悬臂状上支撑板12-2和下支撑板12-6,上支撑板12-2的伸出端通过与之焊接的上角钢板12-1与称重输送线5(或5')架体的上部固连,下支撑板12-6的伸出端通过与之焊接的下贴合板12-5与称重输送线架体的下部固连,上支撑板12-2的上表面安置推料气缸6,从而构成稳定可靠的推料机构。
20.位于出料设备2一侧工控柜1内置西门子s7-1214c-dc-dc-dc控制系统(其内部控制电路也可以参见申请号为201520105130.1的中国专利文献),与称重传感器的信号线以及控制推料气缸的电磁阀控制线电连接。该智能食品送料系统的基本控制过程参见图4,控制系统中mes系统下发生产任务给出料设备和工艺设备,同时与控制和数据采集通信,根据数据采集信息调整生产任务的状态,控制系统根据接到的目标生产工艺进行判断,如是二种以上加工工艺,则根据不同工艺所需同的物料8,顺序依据重量判断将其推送到相应工艺设备。
21.由此可见,本实施例为实现根据需要进行选择性分流奠定了基础,配备含有传感控制电路的工控柜后,即可根据设定的物料重量动态跟踪检测,自动控制按需推料至后续生产的相应工艺设备处进行后续加工,工作效率高,便于生产计划安排。
22.除上述实施例外,本实用新型还可以有其它实施方式,凡采用等同替换或等效变换形成的技术方案,均在本实用新型的保护范围之内。
技术特征:
1.一种智能食品送料系统,包括至少二级接料输送线和二级称重输送线,其特征在于:第一级接料输送线的输入端与出料设备的出料口衔接,且其输出端与第一级称重输送线的输入端衔接;所述第一级称重输送线的输出端与第二级接料输送线的输入端衔接,所述第二级接料输送线的输出端与第二级称重输送线的输入端衔接;各级称重输送线的中部一侧分别装有相应的推料气缸,所述推料气缸的伸缩端装有推料板,所述推料板朝向位于该级称重输送线另一侧的分料输送线输入端,所述分料输送线的输出端与相应的工艺设备衔接。2.根据权利要求1所述的智能食品送料系统,其特征在于:各级接料输送线和分料输送线均由两侧分别装有挡料板的平皮带输送装置构成。3.根据权利要求2所述的智能食品送料系统,其特征在于:所述第一级称重输送线和第二级称重输送线的一侧分别通过各自挡料板中部下方的架体与推料气缸的c形安装架固连。4.根据权利要求3所述的智能食品送料系统,其特征在于:所述c形安装架含有立架,所述立架的上、下两端分别焊有带三角加强筋的悬臂状上支撑板和下支撑板,所述上支撑板的伸出端通过与之固连的上角钢板与称重输送线架体的上部固连,所述下支撑板的伸出端通过与之固连的下贴合板与称重输送线架体的下部固连,所述上支撑板的上表面安置推料气缸。
技术总结
本实用新型涉及一种智能食品送料系统,属于食品自动化物流管理领域技术。该装置包括至少二级接料输送线和二级称重输送线,第一级接料输送线的输入端与出料设备的出料口衔接,且其输出端与第一级称重输送线的输入端衔接;第一级称重输送线的输出端与第二级接料输送线的输入端衔接,第二级接料输送线的输出端与第二级称重输送线的输入端衔接;各级称重输送线的中部一侧分别装有相应的推料气缸,推料气缸的伸缩端装有推料板,推料板朝向位于该级称重输送线另一侧的分料输送线输入端,分料输送线的输出端与相应的工艺设备衔接。本实用新型结构合理、能对多种产品进行自动检测分流输送、工作效率高、运输速度快。运输速度快。运输速度快。
技术研发人员:孙学珍 刘进江 沈博 徐锦新 何磊
受保护的技术使用者:航天晨光股份有限公司
技术研发日:2021.11.26
技术公布日:2022/5/17
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。