1.本发明涉及用于计量连续长形元件的方法和装置。
背景技术:
2.在轮胎生产过程中,加工或操作连续长形元件(例如带状元件)是常见的,该连续长形元件通常完全由弹性化合物组成或含有弹性化合物并与其他元素结合而成。例如,众所周知的是,将连续长形元件馈送至连续加工机器,以连续地加工该材料。
3.所谓"连续长形元件"是指结构上紧密结合的元件,其纵向尺寸(定义长度)远远大于其他尺寸(定义宽度和厚度),并且具有垂直于纵向尺寸的任何形状的截面(例如,矩形、圆形、椭圆形、不规则形等)。
4.所谓"馈送"是指为了任何类型的处理(如混合、挤压、切割、铺展或卷绕、与其他元件的联接、滚动、储存等)而通过馈送点对长形元件进行运输。
5.连续长形元件的"流率"是指在单位时间内通过某一点的连续长形元件的量(例如以体积或质量表示,体积或质量通过制成长形元件的材料的密度相互联系)。
6.所谓"计量连续长形元件",是指将这种元件连续地馈送至测量和控制馈送流率的点(例如,馈送至站,如优选为连续的加工机器,但也可以馈送至存储托盘或卷轴等)。
7."连续加工机器"的表述表示一种机器,待加工以获得所需产品的材料(例如连续长形元件和/或其他化合物成分)被连续地馈送至其中(除了由于维护或所需产品的配方的变化而引起的机器的可能的中止),并且产品以(基本上)连续流动的方式从其中排出。
8.例如,连续长形元件可以直接馈送至连续加工机器的馈送部分,其中该馈送部分通常包括(至少一个)馈送螺杆,其捕获连续长形元件并将连续长形元件拉动至加工机器的混合室。通常情况下,连续长形元件仅仅通过重力并且例如通过料斗被馈送至上述机器的馈送螺杆。
9.将连续长形元件至机器的馈送可以与其他成分的馈送结合或不结合地进行。
10.连续加工机器包括用于生产化合物(例如母料、中间化合物或最终化合物)的连续混合器,例如双螺杆混合器(即双螺杆)、典型地一同旋转的环形挤压机(即具有多个一同旋转的环形布置的螺杆的混合器)、行星挤压机(即具有旋转的中央主轴和多个围绕布置的行星主轴的混合器,行星主轴与中央主轴相互啮合以围绕中央主轴旋转,并随着中央主轴的旋转而自身旋转)。无论是在单独成分的状态下(分离或结合),还是在复合状态下,甚至是冷的状态下,这些混合器都能够对引入的材料进行有力的混合,并且混合器的活动元件(如螺杆和/或主轴)沿其纵向延展的特点在于输送部分(如螺旋线),以推进材料,并使得材料由混合部分(如压缩粉碎元件和剪切粉碎元件)散布。
11.连续加工机器还包括用于生产轮胎生产中所使用的半成品生产品(如胎面带、胎圈等)的挤出机,如单螺杆挤出机和双螺杆挤出机(通常为反向旋转)、用于半成品的挤出机(如轮廓仪)、用于织物上胶压延机的馈送挤出机。这些挤出机虽然不可避免地实现低程度的混合,但基本上是执行将化合物推向出口的功能。它们事实上通常不能够从单个成分开
始生产化合物。此外,众所周知的是将弹性化合物的连续长形元件馈送至成型滚筒以生产生轮胎。
12.术语"上游"、"下游"、"中间位置、初始位置、最终位置"、"入口"、"出口"等是指参照连续长形元件的推进方向,装置的元件和/或区域之间的相对位置或放置。
13.关于几何元素(如直线、平面、表面等)的"基本垂直"的表述是指这些元素(或与其平行以及彼此相交的元素)形成90
°‑
15
°
和90
°
15
°
之间的角度,优选地90
°‑
10
°
和90
°
10
°
之间的角度,包括端点。
14.关于上述几何元素的"基本平行"的表述是指这些元素(或与其平行以及彼此相交的元素)形成0
°‑
15
°
和0
°
15
°
之间的角度,优选地0
°‑
10
°
和0
°
10
°
之间的角度,包括端点。
15.术语"光"、"亮"等指的是不一定严格属于光波段(即400-700纳米波段)的电磁辐射,而是更普遍地落在光波段的更广泛的邻域中,例如从紫外线到红外线(例如,光辐射的波长可以在大约100纳米和大约10微米之间)。
16.所谓"矩阵相机"是指其传感器的像素按照矩形矩阵排列的相机,矩形矩阵的两个维度的长度相当(例如,两个维度的差异小于一个数量级,如16x9、4x3或3x2的形式)。推而广之,"矩阵图像"是由矩阵相机获取的数字图像。
17.镜头的"光轴"是指沿其存在镜头的旋转对称性的线。
18."线性激光源"是指能够发射线性激光束的激光源,即位于"传播平面"内的激光束,其传播方向为"传播轴",其属于传播平面并穿过激光源。线性激光束与具有反射/扩散特性的物理表面(如长形元件的表面)相交,会产生"激光线"。
19."反射的激光线"被定义为由矩阵相机获得的图像中的所述激光线的图像。
20.文献jp2016043660a公开了一种向挤出机供应橡胶材料的方法,该方法具有:测量步骤,用于用质量测量装置测量供应给挤出机的橡胶材料的质量;以及调整步骤,用于根据测量步骤的结果调整橡胶材料的供应量。
技术实现要素:
21.申请人已经意识到,能够准确地对连续长形元件进行计量是有利的。
22.例如,申请人已经意识到,由上述连续加工机器生产的化合物和/或半成品的质量在很大程度上取决于馈送至连续加工机器的连续长形元件的流率和对该流率的控制精度。特别是在化合物的生产中,连续长形元件必须与其他成分一起连续计量,因此长形元件具有高计量精度是非常有利的。
23.申请人还意识到,连续长形元件在沿纵向尺寸移动的横截面形状上可能有一些不平整,例如表面缺陷,例如表面空洞和/或突起,和/或横截面轮廓的形状变化(变薄和/或变宽等)。
24.因此,在这种情况下,即使长形元件的馈送速度保持得到控制,长形元件的实际馈送流率也不受控制。
25.根据申请人的发现,jp2016043660a中描述的计量方法是复杂和/或不准确的。例如,由于称量元件的道的线性延伸(例如在0.5米和2米之间),该方法的结果是单位长度的质量测量的空间分辨率低,这进而可能导致流率控制的时间分辨率低。
26.此外,在jp2016043660a的方法中,测量装置上游和下游的传送带部分可以支持受
测量的材料部分的部分重量,使测量结果失真(例如返回低于实际值的值)。另一方面,通过将传送带的这些部分从测量装置上移开,悬浮在测量装置上游和下游的空气中的材料被测量装置部分称重,从而高估了真实值。在任何情况下,测量都不会返回真实和/或准确的值。
27.因此,申请人面临着以简单和/或准确的方式和/或以高时间分辨率对连续长形元件进行计量的问题。
28.根据申请人的发现,上述问题通过用于计量连续长形元件的方法和装置来解决,其中,在连续长形元件被推进的同时,根据一个或多个连续的光学测量,连续地并且至少是近似地计算出连续长形元件的横截面的面积延伸,并根据该面积延伸来调整馈送速度。
29.根据一个方面,本发明涉及一种对连续长形元件进行计量的方法。
30.该方法包括沿第一道沿推进方向推进所述连续长形元件,以将所述连续长形元件以馈送速度连续送至馈送点。
31.优选地,在沿所述第一道的检测点处连续地光学检测与所述连续长形元件在(基本上)垂直于所述推进方向的平面上的截面有关的几何信息。
32.优选地,基于所述几何信息,连续计算代表所述截面的面积延伸的值。
33.优选地,基于代表面积延伸的所述值和在所述馈送点处的所述连续长形元件的馈送流率的参考值,连续调整所述馈送速度。
34.根据一个方面,本发明涉及一种用于计量连续长形元件的装置。
35.该装置包括推进系统,所述推进系统用于沿第一道沿推进方向推进连续长形元件,用于以馈送速度连续地将所述连续长形元件馈送至馈送点。
36.优选地,该装置包括光学检测系统,用于在沿所述第一道的检测点上连续检测与所述连续长形元件在(基本上)垂直于所述推进方向的平面上的截面有关的几何信息。
37.优选地,该装置包括与所述推进系统和所述光学检测系统相连的指令和控制单元。
38.优选地,所述指令和控制单元被编程用于基于所述几何信息,连续计算代表所述截面的面积延伸的值。
39.优选地,所述指令和控制单元被编程用于基于代表面积延伸的所述值和在所述馈送点处的所述连续长形元件的馈送流率的参考值,连续指令所述推进系统,以连续调整所述馈送速度。
40.所谓"与截面有关的几何信息",是指足以计算(至少是近似计算)所述截面的面积延伸的值的几何性质的信息。
41.与连续长形元件有关的操作的所谓的"连续"是指该操作在时间上的紧密重复,以便以适当的方式在空间上解析该长形元件,例如,该操作是在长形元件的纵向距离彼此为厘米或甚至小于一厘米级别的接续的连续点上进行。
42.根据申请人的发现,检测与截面有关的几何信息并基于所述几何信息自身计算代表该截面的面积延伸的值允许以简单和/或快速和/或准确的方式获得对该面积延伸的测量。
43.光学检测(因此没有接触)有助于获得截面的所需的测量精度,同时可以避免在检测过程中停止和/或干扰长形元件的推进。
44.在长形元件推进过程中连续进行的检测可以以高空间分辨率检测长形元件的任
何形态变化,例如任何表面缺陷和/或截面形状的变化。
45.使用相对于推进方向而言基本上是精确的截面的面积延伸的值,以及基于该值和在馈送点处的馈送流率的参考值对馈送速度的连续调整,可以获得针对实际馈送到馈送点中的相应流率的调整的高时间分辨率。
46.例如,在参考值随时间不变的情况下,本发明可以使实际馈送的流率基本保持不变(例如,随着截面的延伸的值减少,例如由于表面缺乏材料、空洞、和/或截面本身的形状渐缩,长形元件的馈送速度增加,反之亦然)。
47.在馈送过程中参考值发生变化的情况下,连续调整也允许适应馈送流率要求的这些变化(例如,在瞬时状态下)。
48.对实际馈送的流率的调整的高时间分辨率对于快速和准确地适应长形元件的截面的面积延伸的变化和/或针对上述流率要求的变化是特别有利的。
49.因此,本发明以简单、准确的方式和高时间分辨率实现了对长形元件的连续定量。
50.本发明在上述一个或多个方面可以有以下一个或多个优选特征。
51.通常情况下,所述馈送点位于所述第一道的出口处。
52.通常情况下,所述推进方向与所述连续长形元件的纵向尺寸基本一致。
53.优选的是,连续长形元件的所述截面具有平行四边形的轮廓,更优选的是矩形和/或具有长度比大于或等于10的短边和长边(即该元件是带状的)。
54.优选地,通过抓取所述长边来推进所述连续长形元件(即辊的旋转轴与长形元件的截面的长边基本平行)。
55.通常情况下,连续长形元件由均匀的材料组成。
56.优选地,连续长形元件包括弹性化合物,或完全由弹性化合物组成。
57.优选地,所述指令和控制单元被编程用于执行本发明方法的以下一项或多项操作。
58.优选地,基于馈送流率的所述参考值和代表截面的面积延伸的所述值之间的比率,连续计算馈送速度的理论值。
59.优选地,连续调整所述馈送速度包括将所述馈送速度设置为等于所述理论值。
60.优选地,所述馈送流率是体积流率。优选地,馈送流率的所述参考值是基于馈送质量流率的参考值和所述连续长形元件的密度(例如平均)计算的。期望的质量流率通常在上述化合物的生产过程和/或半成品的实现中有用。
61.优选地,(优选地,基于所述馈送速度)计算所述截面从所述检测点到所述馈送点所花费的时间延迟。
62.优选地,还基于所述时间延迟而连续调整所述馈送速度,更优选的是,当截面已到达馈送点时,连续调整馈送速度。通过这种方式,长形元件被正确地馈送至馈送点。
63.优选地,所述光学检测系统包括第一光学检测装置,其包括具有光轴的矩阵相机和能够发射具有传播轴(相对于光轴以一定角度布置,例如40
°
)的线性激光束的线性激光源。这样就有可能通过激光三角测量法获得几何信息,这是一种非接触技术,其允许对连续元件的表面进行线扫描,即沿纵向方向进行基本准确的扫描。
64.优选地,检测所述几何信息包括检测所述截面的轮廓的至少第一部分相对于参考高度的高程轮廓。优选地,所述光学检测系统、更优选地、所述第一光学检测装置构造成
(和/或定位成)用于检测所述截面的轮廓的第一部分相对于参考高度的(至少一个)高程轮廓。
65.这样一来,代表面积延伸的值的计算就考虑到了长形元件的轮廓的至少第一部分的实际构型。
66.所谓"高程轮廓"是指轮廓的各点的高度相对于代表零高度的参考高度的趋势。
67.所谓"轮廓的一部分",是指轮廓的一部分,而不是全部。
68.优选地,截面的轮廓的所述第一部分属于所述连续长形元件的第一表面(当所述连续长形元件处于所述第一道中时)。优选地,所述光轴或所述传播轴基本垂直于所述连续长形元件的第一表面。
69.在一个实施方案中,只检测截面的轮廓的所述第一部分的所述高程轮廓。优选的是,所述光学检测系统构造成仅检测截面的轮廓的所述第一部分的所述高程轮廓。换句话说,不存在轮廓的所述第一部分以外的部分的检测的高程轮廓,也没有第一光学检测装置以外的检测装置。优选地,轮廓的所述第一部分是连续部分。优选的是,轮廓的所述第一部分延伸轮廓的整个延展的至少三分之一,更优选的是至少40%。
70.这样一来,收集和/或处理几何信息的繁琐程度就得到了限制,因为例如可以只检测部分高程轮廓,并使用简单的几何形状(例如断裂线,从而使得截面的面积延伸的值的计算就较简单和/或计算量较低)来重建截面的其余轮廓。
71.优选地,连续计算代表所述截面的面积延伸的所述值包括计算截面的轮廓的第一部分的所述高程轮廓所针对的面积。换句话说,真正的截面是由断裂线围成的。
72.优选地,在推进连续长形元件时,该连续长形元件的(通常是平面的)表面与运输元件(例如推进系统的辊或带)的表面接触,其中,运输元件的所述表面的高度与所述参考高度相对应。
73.优选地,矩阵相机的所述光轴(在没有长形元件的情况下)与连续长形元件的运输元件的表面相交。
74.这样一来,高程轮廓直接代表了长形元件的局部厚度。
75.在一个实施方案中,所述光学检测系统包括第二光学检测装置,该装置包括具有相应的光轴的相应的矩阵相机,以及能够发射具有相应传播轴的相应线性激光束的相应的线性激光源。
76.在一个实施方案中,检测所述几何信息包括检测所述截面的轮廓的第二部分相对于相应的参考高度的高程轮廓。
77.在一个实施方案中,所述光学检测系统、更优选的是所述第二光学检测装置构造成(和/或定位成)用于检测所述截面的轮廓的第二部分的高程轮廓。
78.这样一来,代表截面的面积延伸的值的计算精度就进一步提高。
79.优选地,截面的轮廓的所述第二部分属于所述连续长形元件的第二表面(当所述连续长形元件处于所述第一道时)。
80.优选的是,所述第二表面相对于所述第一表面,被布置在所述连续长形元件的(基本)相对侧。这样,对两个部分的高程轮廓的检测就足以检测出截面的整个或几乎整个实际轮廓的高程轮廓(例如,在具有带状形状的长形元件的情况下,检测出元件的具有较大表面延伸的两个表面的高程轮廓),以进一步有利于代表截面的面积延伸的值的计算的准确性。
81.优选地,在所述检测点处,将连续长形元件悬挂在空气中。这样,光学检测就不会被装置的结构部件(如推进系统的辊、带等)所阻碍。
82.优选地,截面的轮廓的所述第一部分、以及可能的第二部分沿着垂直于所述推进方向的方向沿着所述连续长形元件的基本上整个延伸部延展。这样,光学检测系统在长形元件的推进过程中,可以检测到截面的整个宽度(沿横向),这对计算截面的面积延伸有用。
83.优选地,为截面的轮廓的所述第一部分和第二部分的高程轮廓确定相同的参考高度。这样一来,由于两个高程轮廓很容易能够相互联系,有助于计算代表截面的面积延伸的值。
84.优选地,检测截面的轮廓的第一部分和/或第二部分的高程轮廓包括:
[0085]-用线性激光束分别照亮轮廓的第一部分和/或第二部分;
[0086]-获取连续长形元件的表面的矩阵部分的矩阵图像,所述矩阵部分包括轮廓的第一部分和/或第二部分,其中,矩阵图像包括分别由轮廓的第一部分和/或第二部分反射的激光线;
[0087]-通过对反射的激光线进行三角测量处理,计算所述高程轮廓。
[0088]
优选地,每个矩阵相机适合于获取连续长形元件的表面的矩阵部分的矩阵图像,所述矩阵部分包括所述截面的轮廓的第一部分或第二部分,其中矩阵图像包括分别由轮廓的所述第一部分或第二部分反射的激光线。
[0089]
优选地,所述检测系统被编程为通过对相应的反射激光线进行三角测量处理来计算轮廓的第一部分或第二部分的高程轮廓。
[0090]
上述激光三角测量技术已被证明对于检测上述表面缺陷和/或截面形状的变化特别可靠,其进一步的优势是几何信息检测的简单性和/或准确性和/或快速性。
[0091]
优选地,所述第一道包括包含检测点的检测部分。优选的是,所述检测部分的入口与所述第一道的入口相重合。
[0092]
在一个实施方案中,所述检测部分与所述第一道相重合(所述检测部分的出口与所述第一道的出口相重合)。
[0093]
在一个实施方案中,所述第一道包括放置在所述检测部分下游(并且通常与所述检测部分连续)的缓冲部分。优选地,所述缓冲部分的出口与所述第一道的出口相重合。
[0094]
优选地,所述推进系统包括推进装置,其构造成用于抓取所述连续长形元件。优选地,所述推进装置包括可由所述指令和控制单元控制的(至少一个)机动辊和另外的辊(可选择地也是机动的并可由所述指令和控制单元控制),该另外的辊与所述机动辊(基本)平行布置,并保持对该机动辊的推力。
[0095]
优选地,所述推进装置被放置在所述检测部分的出口处并且构造成用于沿所述检测部分拉动所述连续长形元件。通过这种方式,可以移动非刚性的长形元件,例如通常由生弹性化合物制成的带状元件。
[0096]
在一个实施方案中,所述推进装置适合于(和/或布置为)将所述连续长形元件直接馈送至所述馈送点。通过这种方式,推进系统在结构上是简单的。
[0097]
在一个实施方案中,连续调整所述馈送速度包括连续指令所述推进装置。
[0098]
在一个实施方案中,所述推进系统进一步包括馈送装置,所述馈送装置与所述推进装置不同并分开。优选地,所述馈送装置构造成用于抓取所述连续长形元件,并且适合
(和/或布置为)将所述连续长形元件(优选地直接)送至所述馈送点。优选地,所述馈送装置被放置在所述缓冲部分的出口处,并且构造成用于沿所述缓冲部分拉动所述连续长形元件。优选地,所述馈送装置包括所述推进装置的一个或多个特征。
[0099]
通过这种方式,使得长形元件沿缓冲部分的运动和馈送与所述检测部分脱耦。
[0100]
在一个实施方案中,连续调整所述馈送速度包括连续指令所述馈送装置。
[0101]
在一个实施方案中,连续(有或无接触地)检测所述连续长形元件沿所述缓冲部分的张力,并连续比较沿所述缓冲部分检测的所述张力与相应的参考张力。优选的是,基于沿所述缓冲部分检测到的张力与相应的参考张力之间的所述比较,连续指令所述推进装置。通过这种方式,可以基于对馈送速度的调节而指令推进装置,因为对馈送速度的调节可能导致长形元件沿缓冲部分的张力变化。
[0102]
优选地,沿所述检测部分对所述连续长形元件施加张力。
[0103]
优选地,所述装置包括第一张紧系统,用于沿检测部分张紧所述连续长形元件。
[0104]
通过这种方式,可以促进和/或提高几何信息(特别是一个或多个高程轮廓)的检测的准确性。例如,有可能减少长形元件出现褶皱和/或皱纹的可能性,这可能会扭曲高程轮廓的检测。此外,在检测截面的轮廓的第一部分和第二部分的高程轮廓的情况下,例如有可能在检测高程轮廓的悬浮在空气中的道中稳定长形元件的位置,以限制长形元件的移动,这些移动可能会在高程轮廓的检测中引入错误。
[0105]
优选地,所述指令和控制单元与所述第一张紧系统相连。
[0106]
优选地,(例如,所述第一张紧系统构造成和/或配置为)沿所述检测部分连续(有或无接触地)检测所述连续长形元件的第一张力,并连续比较检测的所述第一张力与相应的参考张力。优选的是,基于检测到的第一张力和相应的参考张力之间的所述比较,连续指令所述第一张紧系统。
[0107]
优选地,所述第一张紧系统包括相应的张力传感器,其适合于连续(有或无接触地)检测所述连续长形元件的张力。例如,张力传感器可以是机械接触的(如线性电位器),或是光学的(如适合测量距离的激光装置)。
[0108]
优选地,所述第一张紧系统包括制动装置,用于(至少部分地)制动所述连续长形元件沿所述检测部分的推进。优选地,所述制动装置包括:装有制动盘的辊,制动盘可由所述指令和控制单元控制;以及相应的另外的辊,该另外的辊与所述装有制动盘的辊(基本)平行布置,并保持对其的推力。优选地,所述制动装置被布置在所述推进装置的上游,更优选地,在所述检测部分的入口处。通过这种方式,制动装置构造成并且合理布置成能够与馈送装置协作,沿第一道的检测部分张紧长形元件,如下文所述。
[0109]
优选地,所述指令和控制单元被编程为连续比较检测到的所述第一张力和相应的参考张力,并基于检测到的所述第一张力和相应的参考张力之间的所述比较,连续指令所述第一张紧系统(例如所述制动装置)。事实上,申请人已经注意到,特别有利的是能够保持和/或连续调整长形元件的沿检测部分的适当张力,使其保持在适合限制长形元件的上述干扰的理想值附近。
[0110]
优选地,通过在所述检测部分的一端拉动所述连续长形元件,同时在相对端制动所述连续长形元件,使所述连续长形元件沿所述检测部分受到张力。通过这种方式,长形元件以简单的方式被拉紧。
[0111]
优选地,在所述检测部分的上游使所述连续长形元件受到张力。
[0112]
优选地,所述装置包括第二张紧系统,第二张紧系统更优选地布置在所述第一张紧系统的上游,用于在所述检测部分的上游张紧所述连续长形元件。该第二张紧系统对长形元件进行预张紧。申请人已经意识到,预张紧有利于长形元件的沿检测部分的稳定性(张力和/或位置)以及对几何信息的检测,这一点将在下文中得到更好的说明。
[0113]
优选地,所述指令和控制单元与所述第二张紧系统相连。
[0114]
优选地,(例如,所述第二张紧系统构造成和/或配置为)连续检测所述检测部分上游的所述连续长形元件的第二张力,并将检测的所述第二张力与相应的参考张力进行比较。优选的是,基于检测到的第二张力和相应的参考张力之间的所述比较,连续指令所述第二张紧系统。
[0115]
优选地,所述第二张紧系统包括相应的张力传感器,其适合于连续(有或无接触地)检测所述连续长形元件的张力。
[0116]
优选地,所述指令和控制单元被编程为连续比较检测到的所述第二张力和相应的参考张力,并基于检测到的第二张力和相应的参考张力之间的所述比较而连续指令所述第二张紧系统。申请人已经注意到,特别有利的是,即使在检测部分的上游,也能保持和/或连续调整长形元件的适当张力,以使张力始终保持接近最佳值,从而有助于稳定预紧的功能,如下文更好地解释。
[0117]
优选地,沿所述检测部分的所述参考张力大于所述检测部分上游和/或缓冲部分的所述参考张力。换句话说,装置构造成和/或编程为使长形元件沿检测部分受到的张力比它在检测部分上游和/或沿缓冲部分受到的张力更大。较低的张力通常允许长形元件的部分产生轻微的弯曲(由于长形元件的重量),从而提供长形元件的丰余度。这可以缓解并可能消除长形元件可能受到的任何扰动,这些扰动沿着长形元件传播,可能到达检测点。例如,长形元件的在检测部分的上游和/或沿着缓冲部分的部分可能会经历与推进方向平行的突然加速(正和/或负,例如由于长形元件折叠在自身上的部分之间和/或长形元件与存储装置之间的附着力变化和/或由于调整馈送速度),这种突然加速被缓解,以为了不妨碍和/或扭曲对几何信息的检测(例如,通过竖直移动长形元件,形成褶皱和/或皱纹等)。
[0118]
优选地,所述第二张紧系统包括移动装置,用于移动在所述检测部分的上游的所述连续长形元件。优选的是,所述移动装置构造成能够抓取所述连续长形元件。优选地,所述移动装置包括可由所述指令和控制单元控制的相应的机动辊和与所述相应的机动辊(基本上)平行布置并相对于其保持推力的相应的另外的辊。通过这种方式,例如,可以将长形元件拉入装置中,并从相应的存储装置(如托盘或卷轴)上将其卸下/展开。
[0119]
优选地,所述装置包括居中系统,居中系统更优选地布置在所述检测部分的上游,用于使所述连续长形元件垂直于所述推进方向居中。
[0120]
优选地,将所述连续长形元件垂直于所述推进方向居中。
[0121]
这样一来,有助于装置中的一个或多个系统(如推进系统和光学检测系统)的操作。
[0122]
优选地,所述居中系统包括一对辊,其相应的旋转轴(基本上)垂直于所述推进装置的所述机动辊和所述制动装置的装有制动器的所述辊。通过这种方式,可以容易地居中长形元件,例如,能够将其折到容易折叠的平面(例如,对于基本上是带状的长形元件来说
是垂直于较大的延伸面的平面)。
附图说明
[0123]
本发明的特点和优点将通过以下对一些实施方案的详细描述进一步阐明,这些实施方案是通过本发明的非限制性示例提出的,并参考所附的图,其中。
[0124]
图1示意性地显示了根据本发明的用于计量连续长形元件的装置的第一实施方案。
[0125]
图2示意性地显示了根据本发明的用于计量连续长形元件的装置的第二实施方案。
[0126]
图3示意性地显示了图1的装置的细节。
[0127]
图4示意性地显示了根据本发明的用于计量连续长形元件的装置的第三实施方案。
具体实施方式
[0128]
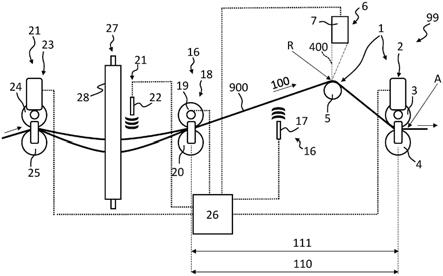
在图中,数字99总体表示用于计量连续长形元件900的装置。在本说明书和图中,相同的附图标记用于相同的元件,也用于它们的实施方案中。
[0129]
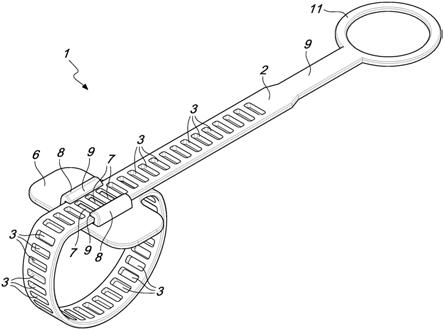
示例性地,连续长形元件包括均匀的生弹性化合物的带状元件。例如(图3),垂直于连续长形元件的推进方向100的连续长形元件的截面200基本上是矩形的(忽略可能的缺陷),例如,长边约50厘米长,短边约3厘米高。
[0130]
示例性地,该装置99包括推进系统1,用于推进连续长形元件。例如,推进系统1包括推进装置2,该推进装置包括机动辊3和与机动辊3平行布置并相对于其保持推力的另外的辊4。
[0131]
示例性地,推进系统1分别在第一(图1和图3)和第二实施方案(图2)中包括相应的一个或两个支撑辊5,以用于在推进过程中支撑长形元件。
[0132]
示例性地,该装置99包括光学检测系统6。
[0133]
在第一实施方案中(图1和图3),示例性地,光学检测系统6仅包括第一光学检测装置7(仅示意性地显示),包括:矩阵相机8,其具有光轴300;和线性激光源9,其适于发射线性激光束400,线性激光束具有传播轴401,传播轴布置成相对于光轴300成约40
°
的角度。示例性地,第一光学检测装置7被布置在连续长形元件900的上方(当连续长形元件沿装置放置时)。
[0134]
在图2所示的第二实施方案中,光学检测系统6还包括第二光学检测装置12(示意性地显示),包括:相应的矩阵相机,其具有相应的光轴301;和相应的线性激光源,其适合发射具有相应传播轴的相应线性激光束402。
[0135]
示例性地,第二光学检测装置12被布置在连续长形元件900的下方。
[0136]
示例性地,装置99包括第一张紧系统16,示例性地包括光学类型的张力传感器17,例如适合测量距离的激光装置。
[0137]
示例性地,第一张紧系统16包括布置在推进装置2上游的制动装置18。制动装置18包括例如,装有制动盘的辊19和与装有制动盘的辊19平行布置并与之保持推力的相应的另外的辊20。
[0138]
在另一个实施方案中,制动装置可以包括作为制动器的机动装置。例如,作为制动器的机动装置可以包括可由指令和控制单元控制的相应的机动辊和与相应的机动辊平行布置并与之保持推力的相应的另外的辊,其中,相应的机动辊与齿轮箱机械地连接,以防止机动辊的不是由指令和控制单元所引起的任何速度变化(例如,防止机动辊在长形元件的拖动下自由旋转)。
[0139]
示例性地,装置99包括第二张紧系统21,该第二张紧系统布置在第一张紧系统16的上游,并且示例性地包括与第一张紧系统16的张紧传感器17相同类型的相应的张紧传感器22。
[0140]
示例性地,第二张紧系统21包括移动装置23,用于移动连续长形元件900。例如,移动装置23包括相应的机动辊24和相应的另外的辊25,该另外的辊与相应的机动辊24平行布置,并与之保持推力。
[0141]
示例性地,推进装置2、制动装置18和移动装置23构造成能够抓取连续长形元件,为此与长形元件接触的相应的辊的表面(未显示)有适当的表面处理(例如滚花、压纹等),旨在增加它们与长形元件本身的摩擦系数。
[0142]
示例性地,该装置99包括指令和控制单元26,其与推进装置2的机动辊3和第一光学检测装置7相连,并且在第二实施方案中也与第二光学检测装置12相连。
[0143]
示例性地,指令和控制单元26还与制动装置18的装有制动盘的辊19、移动装置23的各机动辊24以及第一张紧系统16和第二张紧系统21的张力传感器17、22连接。
[0144]
示例性地,推进装置2和移动装置23的各个机动辊3、24以及制动装置18的装有制动盘的辊19都可以由指令和控制单元26控制。
[0145]
示例性地,装置99包括居中系统27,其布置在第一道110的上游,并包括一对辊28,所述一对辊具有竖直地并且垂直于装置1的其余辊布置(其余辊都是水平地布置)的相应的旋转轴。
[0146]
在使用中,该装置99可以实现计量连续长形元件900的方法。
[0147]
示例性地,将连续长形元件900沿着第一道110推进,其推进方向为100,以用于以馈送速度将连续长形元件连续送至馈送点a。示例性地,通过抓取长形元件的具有较大表面延伸的面来实现长形元件的推进。
[0148]
示例性地,连续长形元件最初在装置99中被拉出,并被布置在保持相对推力的每对辊之间,直到到达馈送点a。示例性地,长形元件被布置在每个支撑辊5的上方,支撑辊没有被机动化,并且在推进中被长形元件拖着旋转。
[0149]
示例性地,推进方向100基本上与连续长形元件900的纵向尺寸对齐,并且馈送点a位于第一道110的出口(图1、2和4)。
[0150]
示例性地,沿第一道110在检测点r处进行连续的光学检测,检测的是与连续长形元件900的截面200有关的几何信息。
[0151]
示例性地,第一道110包括检测部分111,其包含检测点r。在第一和第二实施方案中(图1和图2),检测部分111示例性地与第一道110一致。
[0152]
示例性地,推进装置2被布置在检测部分111的出口处并且构造成用于沿检测部分111拉动连续长形元件900。
[0153]
在装置99的第一和第二实施方案中,推进装置2适用于并布置成用于将连续长形
元件900直接馈送至馈送点a。
[0154]
例如,通过居中系统27将连续长形元件900垂直于推进方向100居中,该居中系统示例性地对长形元件进行第一次90
°
扭转,随后与制动装置18一起对长形元件进行第二次90
°
扭转(与第一次扭转的方向相反),使其回到原来所处的平面上。
[0155]
示例性地,制动装置18被布置在检测部分111的入口处。
[0156]
示例性地,通过推进装置2在检测部分的一端处拉动连续长形元件900,同时通过制动装置18在相对端处将其制动,从而使连续长形元件沿检测部分111受到张力。
[0157]
示例性地,通过第一张紧系统16的张力传感器17,在不接触的情况下,连续检测长形元件的沿检测部分111的第一张力,该张力传感器基于由张力传感器所推测的位置获得长形元件的张力(在图1和图2中,随着张力的下降,长形元件将接近张力传感器17,该张力传感器将检测到这种位移)。例如,指令和控制单元26连续比较检测到的第一张力和相应的参考张力,并基于该比较而连续指令制动装置18(例如,在张力下降的情况下,指令和控制单元激活制动器,使长形元件以一定的牵引力进一步拉伸)。
[0158]
示例性地,使连续长形元件900还在检测部分111的上游受到张力的作用。
[0159]
示例性地,通过第二张紧系统21的张力传感器22,在不接触的情况下,连续检测检测部分111上游的连续长形元件900的第二张力,这与之前针对检测部分所描述的类似。
[0160]
示例性地,通过指令和控制单元26连续比较检测到的第二张力和相应的参考张力,并基于该比较而连续指令移动装置23。
[0161]
示例性地,沿检测部分111的参考张力大于检测部分上游的参考张力,而且长形元件在检测部分上游产生了轻微的弯曲(图1和图2)。
[0162]
在第一实施方案中,检测截面200的几何信息示例性地包括通过第一光学检测装置7检测截面200的轮廓的仅第一部分11(图3中的虚线)相对于参考高度500的高程轮廓。
[0163]
示例性地,轮廓的第一部分11是连续的部分,并延伸截面的轮廓的整个延展的约40%。
[0164]
示例性地,截面200的轮廓的第一部分11属于连续长形元件900的第一表面10。第一表面10示例性地与长形元件的上表面重合。
[0165]
示例性地,线性激光束400相对于长形元件的纵向尺寸垂直地穿过连续长形元件900的第一表面10。例如,线性激光束的传播轴401基本上垂直于连续长形元件的第一表面10。
[0166]
在一个替代性的实施方案中(未显示),线性激光束可以以相对于推进方向的任何角度穿过长形元件。在这种情况下,可以通过适当的三角计算(本身是已知的,不进一步描述)推回到垂直于推进方向的平面上的截面的几何信息。
[0167]
在第一实施方案中(图3),为了检测截面200的轮廓的第一部分11的高程轮廓,示例性地,推进连续长形元件并且使得平坦表面(例如不可见的下表面)与支撑辊5的表面501接触,其中,在该表面与长形元件之间的瞬间接触点处,表面501的高度对应于参考高度500。例如,矩阵相机8的光轴300与支撑辊5的表面相交(在没有长形元件的情况下),因此高程轮廓直接代表连续长形元件900的局部厚度。
[0168]
示例性地,检测截面的轮廓的第一部分11的高程轮廓包括:
[0169]-用第一光学检测装置7的线性激光束400照亮第一部分;
[0170]-通过矩阵相机8获得连续长形元件的第一表面10的矩阵部分的矩阵图像,该矩阵部分包括轮廓的第一部分11,其中矩阵图像包括由轮廓的第一部分11反射的激光线(示例性地,反射的激光线与轮廓的第一部分11重合);
[0171]-通过对反射的激光线进行三角测量处理,计算出高程轮廓(从而能够检测出所示示例中的凹陷c1和多余的材料c2)。
[0172]
示例性地,高程轮廓的计算由光学检测系统6执行,该系统示例性地包括用于此类操作的其自身的内部处理单元(未显示)。
[0173]
示例性地,指令和控制单元26可以包括一台或多台计算机(为了本发明的目的,光学检测系统的处理单元也可以被确定为指令和控制单元26的一部分,光学检测系统的处理单元相对于指令和控制单元而言在物理上是错位的,但与其相连接)。
[0174]
在第二实施方案中,检测截面200的几何信息包括通过第二光学检测装置12还检测截面200的轮廓的第二部分(未显示)相对于相应的参考高度(未显示)的高程轮廓。
[0175]
示例性地,截面的轮廓的第二部分属于连续长形元件的第二表面(不可见)。示例性地,第二表面由连续长形元件的下表面构成,相对于第一表面10,第二表面被布置在连续长形元件900的相对侧。有利的是,在第二实施方案(图2)中,连续长形元件在检测点r处被示例性地悬挂在空气中。
[0176]
示例性地,第二光学检测装置12的线性激光束402的传播轴垂直于第二表面。
[0177]
示例性地(图2),第一光学检测装置7和第二光学检测装置12以这样的方式排列,即相应的线性激光束400、402沿推进方向100对齐,以便于检测截面的轮廓的第一部分和第二部分。
[0178]
在检测高程轮廓之前,为了校准第一光学检测装置7和第二光学检测装置12,示例性地布置了校准元件(例如,未显示的板,其具有较窄的结构公差),在支撑辊被连续长形元件占据之前,校准元件放置在两个支撑辊5的上方,并相对于校准元件的上表面(例如,与支撑辊相反)和下表面分别确定截面200的轮廓的第一部分和第二部分的高程轮廓的参考高度。这样确定的参考高度在装置运行期间并不对应于物理元件,因此,一旦校准元件被移除,检测就不会受到固定的构造部件的阻碍。
[0179]
示例性地,为截面的轮廓的第一部分和第二部分的高程轮廓确定相同的参考高度。为此,示例性地,根据上述校准元件确定两个参考高度,并移动两个高度中的一个(或两个)而使它们重合(例如,已知校准元件的厚度,就能使较低的高度与较高的高度重合,或反之亦然,或移动两个高度而使它们占据同一中间位置)。
[0180]
示例性地,对截面的轮廓的第二部分的高程轮廓的检测与上述对第一部分11的高程轮廓的检测类似地进行。
[0181]
示例性地,在第一和第二实施方案中,截面200的轮廓的第一部分11(图3)和第二部分(未显示)沿着垂直于推进方向100的方向沿着连续长形元件的整个延伸部延展(即检测长形元件的整个宽度)。示例性地,这意味着对轮廓的两个部分的高程轮廓的检测可以足以检测出截面(厚度近似为直的)的几乎整个轮廓。
[0182]
示例性地(在两个实施方案中),通过指令和控制单元26根据截面的轮廓的第一部分11(并且可能也根据第二部分)的高程轮廓连续计算代表长形元件的截面200的面积延伸的值。
[0183]
在这方面(图3),在第一实施方案中,连续计算代表截面200的面积延伸的值示例性地包括计算截面200的轮廓的第一部分11的高程轮廓所针对的面积,即以虚线围成的真实截面(在图3中用双点划线描绘的段)。例如,位于下表面的可能缺陷,如凹陷c3,是不可见的。
[0184]
示例性地,通过被编程用于连续指令推进系统1的指令和控制单元26,基于代表面积延伸的值和在馈送点a处的连续长形元件的馈送流率的参考值,连续调整馈送速度。
[0185]
示例性地,通过适当编程的指令和控制单元26,基于馈送流率的参考值和代表截面的面积延伸的值之间的比率,连续计算馈送速度的理论值。
[0186]
示例性地,连续调整馈送速度包括将馈送速度设定为等于理论值。
[0187]
在第一和第二实施方案中,连续调整馈送速度例如包括连续指令推进装置2。
[0188]
示例性地,在截面200到达馈送点a时,通过指令和控制单元26并且基于馈送速度,计算截面200从检测点r到馈送点a的时间延迟,并连续调整馈送速度。
[0189]
在另一个未显示的实施方案中,检测点r可以布置在第一道的出口处,即在馈送点a的附近,并且对馈送速度的连续调整基本上与几何信息的检测同时进行(即忽略了截面从检测点到馈送点的时间延迟)。
[0190]
本发明的装置99也可用于将一定量(如质量)的长形元件的材料送至某一地点(如用于后续的批量馈送)。
[0191]
参照图4所示的根据本发明的用于计量的装置的第三实施方案,第一道110示例性地包括布置在检测部分111的下游并与之连续的缓冲部分112,其中缓冲部分112的出口与第一道110的出口重合。
[0192]
示例性地,推进系统1还包括馈送装置999(示意性地显示),其与推进装置2不同且分开,并且构造成抓取连续长形元件,并适合于且布置成用于将连续长形元件900直接送到馈送点a。
[0193]
示例性地,馈送装置999被布置在缓冲部分112的出口处,其构造成用于沿缓冲部分112拉动连续长形元件900。
[0194]
在第三实施方案中,连续调整馈送速度示例性地包括连续指令馈送装置999。
[0195]
在第三实施方案中,示例性地,在不接触的情况下连续检测沿缓冲部分112的连续长形元件900的张力,并通过指令和控制单元26连续比较沿缓冲部分112检测到的张力与相应的参考张力。为此,装置99包括沿缓冲部分布置的、与指令和控制单元26相连的另外的张力传感器82。
[0196]
在第三实施方案中,示例性地,通过指令和控制单元26,基于沿缓冲部分112检测到的张力和相应的参考张力之间的比较,连续地指令推进装置2。以这种方式,推进装置2被示例性地大量指令以调整馈送速度。
[0197]
在第三实施方案中,示例性地,装置99的操作与上述内容类似。
[0198]
可以看到,装置99的第三实施方案可以包括(例如,在缓冲部分112的上游)上述的装置的第一实施方案(有单个检测装置)和第二实施方案(有两个检测装置)(示例性地,在图4中显示装置99与单个光学检测装置相结合)。
[0199]
通过数字81,示意性地表示并且举例说明用于连续加工长形元件900的连续加工机器(例如混合器和/或挤出机,如前面提到的那些)。
[0200]
可以看到,示例性地,沿缓冲部分112的长形元件的张力低于沿检测部分111的长形元件的部分的张力,以使长形元件产生轻微的弯曲,其目的类似于参照检测部分111上游的连续长形元件的部分所描述的那样。
[0201]
在一个替代性的实施方案中,推进装置、制动装置和移动装置中的一个或多个的一对或多对辊可以被相应的一对输送带的节段所取代,所述一对输送带的节段相对于连续长形元件布置在相对侧处(与辊的方式类似)。这些成对的输送带的节段承担着与相应装置的相应的成对的辊相同的功能,为此,每对输送带的节段可以保持一个对另一个的推力,以抓取长形元件,并且它们可以被构造成能够抓取连续长形元件。
[0202]
在一个实施方案中,一个或多个可能的支撑辊可以由具有类似于支撑辊功能的输送带的节段取代。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。