1.本发明涉及将玻璃膜呈卷状卷绕从而制造玻璃卷的方法。
背景技术:
2.近年来,迅速普及的智能手机、平板型pc等移动终端被要求薄型、轻量,因此现状是对于组装在这些终端的玻璃基板而言对薄板化的要求也不断提高。在这种现状下,已到达开发、制造薄板化至膜状(例如厚度为300μm以下)的玻璃基板即玻璃膜的程度。
3.在玻璃膜的制造工序中有时包括将成为该玻璃膜的原材料的玻璃带呈卷状卷绕而制造玻璃卷的工序。例如,在专利文献1中公开有如下一种方法:通过下拉法,利用两个辊(牵引辊)拉拽从熔融玻璃成形为板状的玻璃带,从而连续地制造该玻璃带,并利用卷绕装置卷绕该玻璃带,由此制造玻璃卷(参照专利文献1的图4以及图6)。
4.在该玻璃卷的制造方法中,采取了用于减少在玻璃带的制造时产生的所谓的弓形弯曲缺陷的措施。具体而言,如专利文献1的图6所公开的那样,在卷绕装置之前配置有用于测定弓形弯曲缺陷的测定装置。
5.该测定装置具备在玻璃带的长度方向上隔开间隔地配置的两对辊以及配置于该两对辊之间的两个距离传感器。两对辊在其之间的区域中将玻璃带在使该玻璃带向下方松弛的状态下搬运。两个距离传感器为了对已松弛的玻璃带的宽度方向上的各端部的长度进行测定,而对该各距离传感器与该各端部之间的距离进行测定。
6.根据该方法,能够基于由两个距离传感器测定出的距离,对基于玻璃带的一方的端部的长度与另一方的端部的长度之差的弓形弯曲缺陷的程度进行测定。
7.现有技术文献
8.专利文献
9.专利文献1:日本特表2017-514785号公报
技术实现要素:
10.发明要解决的课题
11.然而,在上述的玻璃卷的制造方法中,由于在使玻璃膜(玻璃带)的一部分松弛的状态下进行基于距离传感器的测定,因此在该松弛的部分产生了由搬运中的振动导致的摆动等的情况下,无法进行准确的测定。
12.因此,本发明的技术课题在于高精度地对构成玻璃卷的玻璃膜中的宽度方向的各端部的状态进行测定。
13.用于解决课题的方案
14.本发明是用于解决上述的课题的方案,为一种玻璃卷的制造方法,包括利用搬运装置将带状的玻璃膜沿着横搬运方向搬运的搬运工序以及将所述玻璃膜呈卷状卷绕的卷绕工序,所述玻璃卷的制造方法的特征在于,所述搬运装置具备:第一支承部及第二支承部,它们沿着所述横搬运方向隔开间隔地配置,并且支承所述玻璃膜;中间搬运区域,其设
置于所述第一支承部与所述第二支承部之间;张力赋予部,其对通过所述中间搬运区域的所述玻璃膜赋予张力;以及检测部,其对通过所述中间搬运区域的所述玻璃膜的宽度方向的各端部的状态进行测定,所述搬运工序包括在对通过所述中间搬运区域的所述玻璃膜赋予了所述张力赋予部的张力的状态下利用所述检测部对所述玻璃膜的所述各端部的状态进行测定的检查工序。
15.根据该结构,通过对玻璃膜赋予张力,从而能够将该玻璃膜以稳定的姿态搬运。通过在该状态下执行检查工序,从而能够利用检测部高精度地对玻璃膜中的宽度方向的各端部的状态进行测定。
16.可以是,所述检测部包括:第一检测部,其对与通过所述中间搬运区域的所述玻璃膜的宽度方向的一端部之间的距离进行测定;以及第二检测部,其对与所述玻璃膜的宽度方向的另一端部之间的距离进行测定。
17.根据该结构,能够基于由第一检测部测定出的玻璃膜的一端部的距离的数据以及由第二检测部测定出的玻璃膜的另一端部的距离的数据,求出玻璃膜的一端部的长度与另一端部的长度。能够基于它们的长度之差来判别玻璃膜(玻璃卷)的优劣。
18.也可以是,所述张力赋予部包括将所述玻璃膜送出的放卷装置以及将所述玻璃膜呈卷状卷绕的卷绕装置。通过在利用放卷装置与卷绕装置对玻璃膜赋予了张力的状态下执行检查工序,从而能够高精度地进行基于检测部的测定。
19.也可以是,本发明的玻璃卷的制造方法包括在所述搬运工序之前利用成形装置成形熔融玻璃从而形成所述玻璃膜的成形工序,可以是,所述张力赋予部包括将所述玻璃膜在固定保持的状态下搬运的固定搬运部以及将所述玻璃膜呈卷状卷绕的卷绕装置。
20.通过在利用固定搬运部与卷绕装置对玻璃膜赋予了张力的状态下执行检查工序,从而能够对成形工序后的玻璃膜高精度地进行基于检测部的测定。
21.电可以是,所述固定搬运部包括吸附输送机。由此,能够在搬运玻璃膜的同时适当地对该玻璃膜赋予张力。
22.也可以是,所述搬运装置具备辅助搬运装置,所述辅助搬运装置配置于所述中间搬运区域并且搬运所述玻璃膜,也可以是,所述检测部配置于所述辅助搬运装置的上方。
23.也可以是,在所述成形工序中,所述成形装置根据由所述检测部检测出的所述玻璃膜的所述各端部的状态,调整对所述玻璃膜赋予的张力。由此,能够制造尺寸精度高的玻璃膜,进而能够制造高品质的玻璃卷。
24.另外,本发明的玻璃卷的制造方法中,可以是,所述卷绕装置利用其卷绕力对通过所述中间搬运区域的所述玻璃膜赋予张力。
25.发明效果
26.根据本发明,能够高精度地对构成玻璃卷的玻璃膜中的宽度方向的各端部的状态进行测定。
附图说明
27.图1是示出本发明的玻璃卷的制造方法的一实施方式的侧视图。
28.图2是示出玻璃卷的制造方法中的成形工序的主视图。
29.图3是示出玻璃卷的制造方法中的搬运工序的俯视图。
30.图4是示出搬运工序中的检查工序的立体图。
31.图5是示出玻璃卷的制造方法中的准备工序的侧视图。
32.图6是示出检查工序中的测定数据的例子的曲线图。
33.图7是示出玻璃卷的制造方法中的搬运工序的其他例子的侧视图。
具体实施方式
34.以下,参照附图对本发明的具体实施方式进行说明。图1至图7示出本发明的玻璃卷的制造方法的一实施方式。
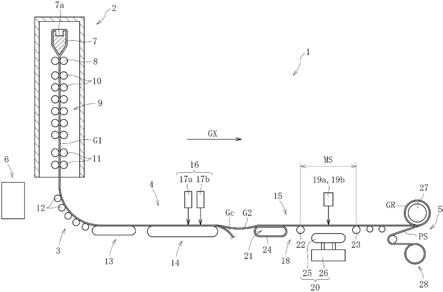
35.图1至图3示出在本方法中使用的玻璃卷的制造装置的整体结构。制造装置1具备:成形装置2,其从熔融玻璃成形带状的母材玻璃膜(玻璃带)g1;方向转换装置3,其转换母材玻璃膜g1的行进方向;横搬运装置4,其将母材玻璃膜g1沿横搬运方向gx搬运;卷绕装置5,其将通过对母材玻璃膜g1的宽度方向端部ga、gb的不需要部分(耳部)进行去除而成的产品玻璃膜g2呈卷状卷绕而形成玻璃卷gr;以及控制装置6,其执行各装置2~5的各种控制。
36.需要说明的是,在本实施方式中,产品玻璃膜g2的厚度为300μm以下,优选为100μm以下。
37.如图1以及图2所示,成形装置2具备:剖视大致楔形的成形体7,其在上端部形成有溢流槽7a;边缘辊8,其配置于成形体7的正下方,且从表背两侧夹着从成形体7溢出了的熔融玻璃;以及退火件9,其配备于边缘辊8的正下方。
38.成形装置2使从成形体7的溢流槽7a的上方溢流了的熔融玻璃沿着两侧面分别流下,且在下端合流而成形膜状的熔融玻璃。边缘辊8对熔融玻璃的宽度方向收缩进行限制而制成规定宽度的母材玻璃膜g1。退火件9用于对母材玻璃膜g1实施除应变处理。该退火件9具有在上下方向多段配设的退火辊10。
39.在退火件9的下方配设有从表背两侧夹持母材玻璃膜g1的支承辊11。在支承辊11与边缘辊8之间或者支承辊11与任一部位的退火辊10之间赋予用于促进使母材玻璃膜g1成为薄壁的张力。
40.方向转换装置3将母材玻璃膜g1的行进方向从纵向下方向横搬运方向gx转换。方向转换装置3设置于支承辊11的下方位置。在方向转换装置3呈弯曲状排列有引导母材玻璃膜g1的多个引导辊12。这些引导辊12将沿铅垂方向搬运的母材玻璃膜g1向横向引导。
41.横搬运装置4配置于方向转换装置3的行进方向前方(下游侧)。该横搬运装置4具有第一搬运装置13、第二搬运装置14以及第三搬运装置15。第一搬运装置13配置于方向转换装置3的下游侧。第二搬运装置14配置于第一搬运装置13的下游侧。第三搬运装置15配置于第二搬运装置14的下游侧。
42.第一搬运装置13以及第二搬运装置14例如由带式输送机构成,但并不限定于此,也可以由辊式输送机、其他各种输送机构成。第一搬运装置13将通过了方向转换装置3的母材玻璃膜g1沿横搬运方向gx连续地向下游侧搬运。
43.如图1以及图3所示,第二搬运装置14具备将母材玻璃膜g1的宽度方向端部(耳部)ga、gb切断为非产品部gc的切断部16。切断部16例如利用激光割断将母材玻璃膜g1切断,但并不限定于该切断方式。切断部16包括一对激光照射装置17a以及配置于该激光照射装置17a的下游侧的一对冷却装置17b。切断部16在从各激光照射装置17a对所搬运的母材玻璃
膜g1的规定部位照射激光并加热之后,从冷却装置17b释放出冷媒而将该加热部位冷却。
44.第三搬运装置15具备将产品玻璃膜g2沿横搬运方向gx搬运的搬运部18、对与产品玻璃膜g2之间的距离进行测定的检测部19a、19b以及辅助搬运装置20。
45.搬运部18包括将产品玻璃膜g2在固定保持的状态下向下游侧搬运的固定搬运部21和支承产品玻璃膜g2的第一支承部22及第二支承部23。
46.固定搬运部21除了搬运产品玻璃膜g2以外还作为对产品玻璃膜g2赋予张力的张力赋予部发挥功能。固定搬运部21连接于控制装置6。固定搬运部21例如由具有输送带24的吸附输送机构成。
47.在本实施方式中,“固定保持”的意思是指在由固定搬运部21搬运产品玻璃膜g2的过程中输送带24与产品玻璃膜g2的搬运中的部位这两者不相对移动。即,在产品玻璃膜g2已被固定保持的状态下,输送带24的表面和与该表面接触的产品玻璃膜g2的下表面的一部分在搬运中不相对移动。
48.在输送带24形成有将该输送带24沿厚度方向贯通的多个吸附用孔(省略图示)。另外,在输送带24的内周侧配置有与真空泵等连接的负压产生装置(省略图示)。负压产生装置产生用于经由吸附用孔而吸附产品玻璃膜g2的负压。
49.由此,输送带24的表面通过吸附来固定保持产品玻璃膜g2的下表面。吸附在输送带24的状态的产品玻璃膜g2在与该输送带24的输送速度相同的搬运速度下被向搬运路径的下游侧搬运。需要说明的是,输送带24既可以是对产品玻璃膜g2的宽度方向上的整个宽度进行吸附的结构,也可以是仅对宽度方向上的一部分进行吸附的结构。
50.第一支承部22以及第二支承部23由对产品玻璃膜g2的下表面进行支承的辊构成。各支承部22、23既可以是自由辊,也可以被马达等驱动装置驱动旋转。第一支承部22与第二支承部23在横搬运方向gx上分离。第一支承部22配置于固定搬运部21的下游侧。第二支承部23配置于第一支承部22的下游侧。
51.在第一支承部22与第二支承部23之间形成有使已被赋予张力的产品玻璃膜g2通过的中间搬运区域ms。
52.检测部19a、19b在中间搬运区域ms中配置于辅助搬运装置20的上方。另外,检测部19a、19b位于通过中间搬运区域ms的产品玻璃膜g2的上方。检测部19a、19b例如由超声波距离传感器构成,但也可以由其他各种距离传感器构成。检测部19a、19b包括对与产品玻璃膜g2的宽度方向的一端部gd的距离进行测定的第一检测部19a以及对与产品玻璃膜g2的宽度方向的另一端部ge之间的距离进行测定的第二检测部19b。如图3以及图4所示,第一检测部19a与第二检测部19b在产品玻璃膜g2的宽度方向(与横搬运方向gx正交的水平方向)上分离。各检测部19a、19b连接于控制装置6。
53.辅助搬运装置20配置于中间搬运区域ms。辅助搬运装置20具备能够与产品玻璃膜g2的下表面接触的辅助搬运部25以及使辅助搬运部25升降的升降装置26。辅助搬运部25例如由带式输送机构成,但并不限定于该结构,也可以由其他搬运机构构成。升降装置26在玻璃卷gr的制造初始阶段中使辅助搬运部25从待机位置(参照图1)上升,并与产品玻璃膜g2的下表面接触。
54.卷绕装置5设置于第三搬运装置15的下游侧。卷绕装置5具有卷绕辊27、驱动该卷绕辊27旋转的马达(未图示)以及向卷绕辊27供给保护片ps的保护片供给部28。卷绕装置5
从保护片供给部28将保护片ps与产品玻璃膜g2重合,并且利用马达使卷绕辊27旋转,从而将产品玻璃膜g2呈卷状卷绕。已卷绕的产品玻璃膜g2构成为玻璃卷gr。
55.卷绕装置5利用其卷绕力对通过第三搬运装置15的中间搬运区域ms的产品玻璃膜g2赋予张力。即,卷绕装置5还与第三搬运装置15的固定搬运部21一起作为对产品玻璃膜g2赋予张力的张力赋予部发挥功能。
56.控制装置6例如包括安装cpu、rom、ram、hdd、监视器、输入输出接口等各种硬件的计算机(例如pc)。控制装置6以能够通信的方式与成形装置2、横搬运装置4以及卷绕装置5连接。
57.控制装置6具备执行各种运算的运算处理部以及存储玻璃卷gr的制造所需的数据、各种程序的存储部。
58.运算处理部例如能够执行用于控制成形装置2中的支承辊11的旋转速度以及支承辊11对母材玻璃膜g1的按压力的运算处理。运算处理部能够执行用于使检测部19a、19b动作的运算处理。运算处理部能够执行基于由检测部19a、19b测定出的数据对产品玻璃膜g2的各端部gd、ge的长度进行计算的运算处理。而且,运算处理部能够执行用于根据已计算出的各端部gd、ge的长度之差对在成形装置2(支承辊11)中对母材玻璃膜g1赋予的张力进行调整的运算处理。
59.存储部储存用于控制成形装置2中的支承辊11的旋转速度以及支承辊11对母材玻璃膜g1的按压力(夹持力)的程序、用于控制横搬运装置4中的各玻璃膜g1、g2的搬运速度的程序、用于控制固定搬运部21对产品玻璃膜g2的吸附力以及卷绕装置5中的产品玻璃膜g2的卷绕速度及卷绕力的程序等。
60.另外,存储部储存用于基于由第三搬运装置15的各检测部19a、19b测定出的数据对产品玻璃膜g2的各端部gd、ge的长度以及它们的差进行计算的程序。此外,存储部还能够保存由第三搬运装置15的各检测部19a、19b测定的数据。
61.以下,对使用上述结构的制造装置1制造玻璃卷gr的方法进行说明。本方法包括成形母材玻璃膜g1的成形工序、搬运各玻璃膜g1、g2的搬运工序以及将产品玻璃膜g2呈卷状卷绕的卷绕工序。
62.在成形工序中,使从成形装置2中的成形体7的溢流槽7a的上方溢流了的熔融玻璃沿着两侧面分别流下,并在下端合流而将该熔融玻璃成形为膜状。此时,利用边缘辊8限制熔融玻璃的宽度方向收缩而制成规定宽度的母材玻璃膜g1。之后,利用退火件9对母材玻璃膜g1实施除应变处理。母材玻璃膜g1在被支承辊11赋予的张力的作用下,形成为规定的厚度。
63.在搬运工序中,利用方向转换装置3将由成形工序成形的母材玻璃膜g1的搬运方向从纵向转换为横搬运方向gx。在搬运工序中,利用第一搬运装置13以及第二搬运装置14搬运母材玻璃膜g1,利用第二搬运装置14以及第三搬运装置15搬运产品玻璃膜g2。
64.搬运工序包括将母材玻璃膜g1断开为非产品部gc和产品玻璃膜g2的切断工序以及对产品玻璃膜g2进行检查的检查工序。
65.在切断工序中,利用第二搬运装置14将母材玻璃膜g1向下游侧输送,并且在切断部16中从激光照射装置17a向母材玻璃膜g1的一部分照射激光来进行加热。之后,利用冷却装置17b向已加热的部位吹送冷媒。由此,在母材玻璃膜g1产生热应力。在母材玻璃膜g1预
先形成有初始裂纹,在热应力的作用下使该裂纹发展。由此,从母材玻璃膜g1形成非产品部gc和产品玻璃膜g2。
66.需要说明的是,在玻璃膜g1、g2的制造开始时,实施用于将产品玻璃膜g2的始端部gf连结于卷绕装置5的准备工序。如图5所示,在该准备工序中,第三搬运装置15中的辅助搬运装置20进行工作。
67.即,辅助搬运装置20使升降装置26工作,使辅助搬运部25从待机位置(参照图1)上升。辅助搬运部25配置为其上表面与第一支承部22以及第二支承部23是相同的高度。由此,辅助搬运部25成为能够支承产品玻璃膜g2的下表面的状态。
68.由第二搬运装置14搬运的产品玻璃膜g2的始端部gf从辅助搬运部25向第二支承部23移动。始端部gf被进一步向下游侧搬运,且连结于卷绕装置5的卷绕辊27。当产品玻璃膜g2相对于卷绕装置5的连结(准备工序)结束时,辅助搬运装置20使升降装置26工作而使辅助搬运部25向待机位置下降。
69.在检查工序中,利用张力赋予部(固定搬运部21以及卷绕装置5)对在准备工序后通过中间搬运区域ms的产品玻璃膜g2沿其长度方向赋予张力。产品玻璃膜g2在被固定搬运部21和卷绕装置5拉拽的状态下,通过各检测部19a、19b的下方。
70.第一检测部19a以及第二检测部19b对各检测部19a、19b与通过中间搬运区域ms的产品玻璃膜g2的上表面之间的距离(位移)进行测定。测定出的数据被向控制装置6发送,并保存于存储部。
71.控制装置6的运算处理部将由检测部19a、19b测定出的产品玻璃膜g2的各端部gd、ge的位移数据曲线图化,并显示于监视器。
72.图6示出显示于监视器的曲线图的一例。该曲线图在横轴上表示产品玻璃膜g2的搬运距离(m),且在纵轴上表示测定部位的位移(mm)。该曲线图是对在检测部19a、19b的下方通过了一定时间的产品玻璃膜g2测定该产品玻璃膜g2的各端部gd、ge与各检测部19a、19b之间的距离且将该距离的变化作为位移量示出的曲线图。
73.在曲线图中,由第一检测部19a测定出的产品玻璃膜g2的一端部gd的位移数据呈直线状显示。另外,在曲线图中,由第二检测部19b测定出的产品玻璃膜g2的另一端部ge的数据呈折线状显示。因而,该曲线图示出产品玻璃膜g2的另一端部ge比一端部gd长。另外,在该曲线图中,产品玻璃膜g2的一端部gd的位移大致为零,相对于此另一端部ge的位移为负。这意味着产品玻璃膜g2的另一端部ge比一端部gd向下方松弛。
74.另外,在曲线图中,产品玻璃膜g2的另一端部ge的测定数据呈折线状显示意味着第二检测部19b检测出在产品玻璃膜g2的另一端部ge残留的褶皱w(参照图3以及图4)。褶皱w在制造出母材玻璃膜g1的情况下显现于该母材玻璃膜g1的端部ga、gb。即使在利用切断部16形成了产品玻璃膜g2的情况下,褶皱w的一部分也可能残存于产品玻璃膜g2的各端部gd、ge。
75.控制装置6的运算处理部基于由第一检测部19a以及第二检测部19b测定出的位移数据(各检测部19a、19b与产品玻璃膜g2的上表面之间的距离的数据),对在中间搬运区域ms通过了一定时间的产品玻璃膜g2中的宽度方向的各端部gd、ge的长度进行计算。之后,运算处理部对产品玻璃膜g2中的宽度方向的一端部gd的长度与另一端部ge的长度之差进行计算。
76.运算处理部将计算出的长度之差与保存于存储部的基准值进行比较。运算处理部在计算出的长度之差超过基准值的情况下,为了减少该长度之差而向成形装置2发送控制信号。成形装置2基于已接收到的控制信号,例如调整支承辊11的旋转速度或者支承辊11对母材玻璃膜g1的按压力(夹持力)。
77.需要说明的是,在搬运工序中,在第二搬运装置14与第三搬运装置15(固定搬运部21)之间的区域中,产品玻璃膜g2在松弛的状态下被搬运(参照图1)。在这种情况下,不对由切断部16切断的母材玻璃膜g1作用张力。由此,在母材玻璃膜g1的切断部位,能够防止因张力的作用带来的破损。
78.在卷绕工序中,从保护片供给部28将保护片ps向产品玻璃膜g2供给,并且利用卷绕装置5的卷绕辊27将由第三搬运装置15搬运的产品玻璃膜g2呈卷状卷绕。通过利用卷绕辊27卷绕规定长度的产品玻璃膜g2,从而完成玻璃卷gr。
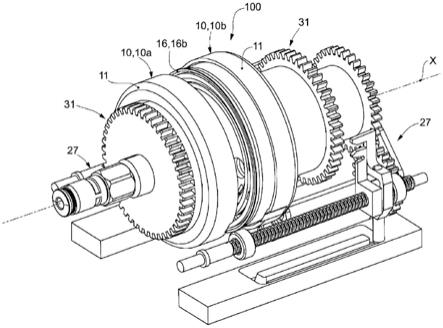
79.关于如上述那样制造出的玻璃卷gr,之后有时执行基于辊对辊(roll to roll)的搬运。如图7所示,在辊对辊搬运中,从装配在放卷装置29的第一玻璃卷gr1拉出产品玻璃膜g2,并且利用配置在与放卷装置29分开的位置的卷绕装置5将该产品玻璃膜g2呈卷状卷绕,从而形成第二玻璃卷gr2。
80.辊对辊的搬运装置(制造装置)除了上述的放卷装置29以及卷绕装置5之外,还具备:第一支承部22及第二支承部23,它们配置于放卷装置29与卷绕装置5之间;以及检测部19a、19b,它们设置于第一支承部22与第二支承部23之间的中间搬运区域ms。
81.放卷装置29具备放卷辊30、驱动该放卷辊30旋转的马达(未图示)以及将从第一玻璃卷gr1拉出的保护片ps回收的保护片卷绕部31。卷绕装置5具有与图1的制造装置1的卷绕装置5相同的结构。
82.检测部19a、19b与图1所示的检测部19a、19b相同地由超声波距离传感器等距离传感器构成。与图4例示的状态相同,第一检测部19a以及第二检测部19b在产品玻璃膜g2的宽度方向上隔开间隔地配置。各检测部19a、19b能够对产品玻璃膜g2中的宽度方向的各端部gd、ge与该各检测部19a、19b之间的距离(各端部gd、ge的位移)进行测定。各检测部19a、19b既可以连接于图1的控制装置6,也可以连接于独立的控制装置。
83.在该搬运方式中,利用送出产品玻璃膜g2的放卷装置29以及将产品玻璃膜g2呈卷状卷绕的卷绕装置5构成张力赋予部。
84.在该方式的搬运工序中,从装配于放卷装置29的第一玻璃卷gr1拉出产品玻璃膜g2以及保护片ps。产品玻璃膜g2经过第一支承部22、中间搬运区域ms、第二支承部23被向卷绕装置5搬运。与产品玻璃膜g2一起被从第一玻璃卷gr1拉出的保护片ps被保护片卷绕部31卷绕。
85.在搬运工序中,通过中间搬运区域ms的产品玻璃膜g2被放卷装置29与卷绕装置5沿其长度方向拉拽。由此,对产品玻璃膜g2赋予张力。
86.在检查工序中,利用第一检测部19a对赋予有张力的产品玻璃膜g2的宽度方向的一端部gd与该第一检测部19a之间的距离进行测定。另外,利用第二检测部19b对产品玻璃膜g2的宽度方向的另一端部ge与该第二检测部19b之间的距离进行测定。由各检测部19a、19b测定出的数据被向控制装置发送。
87.控制装置的运算处理部基于从各检测部19a、19b接收到的测定数据对在中间搬运
区域ms通过了一定时间的产品玻璃膜g2的宽度方向上的各端部gd、ge的长度进行计算。运算处理部对计算出的产品玻璃膜g2的一端部gd的长度与另一端部ge的长度之差进行计算。运算处理部将长度之差与保存于存储部的基准值进行比较。运算处理部在长度之差超过基准值的情况下,将第一玻璃卷gr1(或者第二玻璃卷gr2)判定为不合格。
88.在该方式的卷绕工序中,通过了第二支承部23的产品玻璃膜g2被卷绕装置5的卷绕辊27呈卷状卷绕。此时,向产品玻璃膜g2重叠来自保护片供给部28的保护片ps。由此,在卷绕装置5形成第二玻璃卷gr2。
89.根据以上说明的本实施方式的玻璃卷gr的制造方法,在检查工序中,将产品玻璃膜g2在赋予了张力的状态下进行搬运,从而能够将该产品玻璃膜g2以稳定的姿态支承以及搬运。由此,能够由检测部19a、19b高精度地对产品玻璃膜g2的宽度方向上的各端部gd、ge的状态(长度)进行测定。
90.在本方法中,基于由检查工序测定出的产品玻璃膜g2的各端部gd、ge的长度的信息,执行成形装置2中的支承辊11的控制(反馈控制),从而能够尽可能减小各端部gd、ge的长度之差。由此,能够制造尺寸精度高的产品玻璃膜g2,进而能够制造高品质的玻璃卷gr。
91.需要说明的是,本发明并不限定于上述实施方式的结构,也并不限定于上述的作用效果。本发明能够在不脱离本发明的主旨的范围内进行各种变更。
92.在上述的图7的例子中,示出利用辊对辊搬运来搬运产品玻璃膜g2并且执行检查工序的例子,但本发明并不限定于该结构。在本发明的玻璃卷的制造方法中,在该检查工序的前后,能够执行清洗工序、成膜工序及其他制造相关处理工序。
93.在上述的实施方式中,示出利用溢流下拉法成形母材玻璃膜g1的例子,但作为本实施方式的变形例,也可以利用狭缝下拉法、再拉法、浮法等来成形母材玻璃膜g1。
94.在上述的实施方式中,示出由吸附输送机构成第三搬运装置15的固定搬运部21的例子,但本发明并不限定于该结构。固定搬运部21例如也可以由能够对产品玻璃膜g2赋予张力的吸引辊(suction roll)、轧辊(nip roll)、其他搬运机构构成。
95.在上述的实施方式中,示出利用由距离传感器构成的检测部19a、19b对产品玻璃膜g2的各端部gd、ge的状态进行测定的例子,但本发明并不限定于该结构。检测部19a、19b也可以由能够对产品玻璃膜g2的各端部gd、ge进行拍摄的拍摄装置、其他测定装置构成。另外,本发明的检测部也可以具备对产品玻璃膜g2中的宽度方向的中央部的状态(长度)进行测定的第三检测部。
96.附图标记说明
97.2 成形装置
98.4 横搬运装置
99.5 卷绕装置
100.19a 第一检测部
101.19b 第二检测部
102.20 辅助搬运装置
103.21 固定搬运部
104.22 第一支承部
105.23 第二支承部
106.29 放卷装置
107.g1 母材玻璃膜
108.g2 产品玻璃膜
109.gd 产品玻璃膜的宽度方向的一端部
110.ge 产品玻璃膜的宽度方向的另一端部
111.gr 玻璃卷
112.gr1 第一玻璃卷
113.gr2 第二玻璃卷
114.gx 横搬运方向
115.ms 中间搬运区域。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。