深拉片段
1.本发明涉及一种生产具有三维轮廓的防水透水汽片段的方法,所述片段用于引入鞋统(shoe shaft)、衣物或背包中或用于形成所述轮廓,还涉及这样的片段。
2.防水和透水汽的鞋统的外层(鞋面(upper))通常由透水或拒水和透气的材料,例如皮革或纺织层片组成。为了使鞋统防水,在鞋面的内侧使用防水和透水汽的层片,其可以是例如单片或多孔膜。这种防水和透水汽的层片,通常被称为“功能层”,可在一侧或两侧上具有保护或增强层片。“功能层”和保护或增强层片的复合材料通常被称为“功能层压件”。
3.防水和透水汽的顶部和底部覆盖物以完全类似的方式构造。外衣中的外层例如通常由坚固织物制成,并提供防风和防气候的保护。朝向内部,通常存在一个或多个羊毛或绒布层,其例如保护身体抵御寒冷。为了使衣物防水,仍作为(内)层之一设置防水和透水汽的层片作为功能层,其可以是例如单片或多孔膜。如在鞋中,功能层也可在衣物的一侧或两侧上带有保护或增强层片,以成为功能层压件。
4.如上所述的功能层压件也是其它纺织应用中已知的,例如背包,其中由柔软功能层和保护或增强层片组成的层压结构确保一定水平的穿戴舒适性和最佳载荷分布。
5.用于功能层的全系列材料是本领域技术人员已知的。功能层材料的实例是聚醚酯(peest)、聚氨酯(pu)、聚醚酰胺(pea)和聚卤代烯烃。
6.此处的特定挑战是使功能层压件以最佳方式适应身体部分的轮廓,例如适应脚的形状。
7.关于这一点应该指出,本发明的以下描述仅以鞋为例给出,但实施方案当然不应被理解为局限于此,而是还可应用于其它衣物(例如夹克、裤子、衬衫或它们的部分)和配件(例如帽子、手套、背包)——其中优化的三维或无缝或至少接缝减少的轮廓看起来有用,而不背离预期保护范围。
8.功能层压件因此通常由若干二维平面部分组成,以获得合理精确配合的三维结构。例如,在鞋的情况下,该三维结构通常连接在鞋统的顶部和在鞋底处。由于功能层在连接或接缝点处不再表现出水密性,或水密性至少降低,通常必须随后使用接缝密封胶带密封连接或接缝点。在连接或接缝点的区域覆盖功能层的本领域技术人员已知的接缝密封胶带通常不是水汽可透的。这减少了在鞋统区域中可用于从鞋内部除去湿气的有效表面,并阻碍在密封的连接点或接缝区域中的基本理想的水汽通过,由此降低鞋的气候舒适度。
9.此外,在三维的防水且同时透水汽的鞋的生产中,缝合或连接功能层压件和随后密封由此获得的连接点的步骤构成相对复杂和劳动密集的过程,这通常反映在这种鞋的较高生产成本中。
10.如上文解释,相同或类似的考虑也适用于功能层压件的其它应用形式,如在上文提到的衣物或背包中。
11.此外,功能层压件可能由于在这些位置必需的接缝或连接点的引入而变弱,从而在荷载下过早失去其完整性。
12.在具有以这种方式引入的功能层压件的鞋中出现的另一个已知问题是由于配合不足而缺乏穿着舒适度。通过由二维的、平面的单个部件组装三维结构,只能近似地实现所
需三维轮廓。这会在材料过多的地方造成褶皱并在材料过少的地方造成压力点,以使例如防水和透水汽的鞋的穿着舒适度明显变差。
13.us 2015/0230553 a1公开了一种由膨体聚四氟乙烯(eptfe)制成的防水和透水汽的功能袜(短靴),其是无缝的但具有连接点。
14.us 2015/0150335 a1公开了一种足具系统,其包含防水功能袜(短靴)。这种功能袜(短靴)通过铸造工艺制成并且不是透水汽的。
15.ep 1 212 953 b1公开了一种具有功能层鞋统(functional layer shaft)的鞋构造。这种功能层鞋统是防水和透水汽的,并通过包覆三维脚部轮廓或三维袜结构而获得。us 2017/0042280 a1公开了一种防水和透水汽的功能袜(短靴)。这种功能袜含有至少一个纺织层片和无缝且可拉伸的功能层。所述一个或多个纺织层片作为三维袜提供并与功能层一起施加到鞋楦上。这些层片例如用胶粘剂彼此连接以形成功能层压件,然后用热固定它们的形状。以这种方式制成的功能袜(短靴)包围穿鞋者的整个脚部。
16.us 2017/0042280的一个缺点在于,功能层压件包围穿鞋者的整个脚部,特别是鞋底部分。因此,用于连接到鞋底的某些技术,例如借助strobel接缝或箍紧(pinching),在此不容易实现。
17.us 2017/0042280的另一缺点在于,由于将各层相继施加到鞋楦上,生产这样的功能袜(短靴)的方法比较麻烦和耗时。
18.此外,us 2017/0042280中描述的相继施加不同层以生产功能袜(短靴)的方法涉及起皱的风险,这会限制鞋的舒适度。
19.文献de 39 37 106 a1公开了一种通过层压材料的热变形生产单件式无缝鞋衬轴(shoe lining shaft)的方法。以这种方式生产的鞋衬轴表现出高达10%的加工收缩率。
20.de 39 37 106 a1的缺点在于,要通过热变形转化成三维轮廓的层压材料必须在先前的(可能多阶段的)工艺步骤中通过本领域技术人员已知的连接纺织层片和功能层的方法制造,例如通过使用反应性的湿交联pu热熔胶粘剂的点型或网格型粘合。这可增加在设备工程和后勤方面涉及的工作,进而对生产成本具有负面影响。
21.此外,在上游层压步骤中,尤其是当使用高度可拉伸的材料时,存在各个材料层片在连接过程中已拉伸到不同程度并且这些拉伸被固定在层压复合材料中的风险。在下游热变形步骤中,这些不同的拉伸可对变形的再现性具有负面影响,等等。
22.因此,本发明的目的是提供一种生产例如功能鞋统层压件的防水透水汽三维片段的方法,由此至少减少现有技术的缺点。此外,目的是提供例如功能鞋统层压件的这种三维防水透水汽片段。
23.通过一种生产具有三维轮廓的防水透水汽片段的方法解决根据本发明提出的问题,所述片段用于鞋统、衣物或背包或用于其形成,所述片段在其表面中不含连接点,并且所述方法包含下列步骤:
24.a.提供彼此叠加布置的至少一个第一和一个第二二维片材结构的堆叠体,由此彼此相邻包含在堆叠体中并直接铺设在彼此上的至少两个片材结构没有彼此连接并且由此第一片材结构形成防水透水汽功能层,
25.b.提供包含所述三维轮廓的模具体,
26.c.在将所述堆叠体加热到工艺温度的情况下,借助所述模具体热成型至少第一和
第二片材结构的堆叠体并同时层压所述堆叠体中所含的片材结构,以使根据din 53530:1981-02用25mm的试件宽度测得的、在彼此叠加布置并且最初没有彼此连接的至少一个第一和一个第二二维片材结构之间的附着力为至少1.0n,由此应该设定工艺温度以获得所述堆叠体的塑性变形和用于平面连接所述堆叠体中所含的二维片状结构的层压,由此形成所述片段。
27.根据本发明的方法至少具有优于现有技术的优点在于
28.·
可借助简单的成形工艺获得该片段。
29.·
通过使用几个单独片材结构代替预制整体层压件,可至少部分省去用于连接/层压单独片材结构的原本必要的上游工艺步骤。
30.·
使用几个单独片材结构代替预制整体层压件能够更迅速响应个体客户的要求,并且如果必要,能够减少原本为了能够实现多样化的层压设计而必须保持可提供的储存容量。
31.·
二维片材结构中的材料可在顺序和/或选择方面更自由地组合。
32.·
该方法得到最大化的水汽交换表面。
33.·
通过避免由接缝产生的压力点和避免褶皱,提高穿戴舒适度。
34.·
二维片材结构和功能层的拉伸和变形与其它方面构造相同的非变形整体层压件相比提高单个材料或所得到的整体层压件的透气性。
35.·
通过没有彼此连接的片材结构的同时变形和层压,降低或甚至防止片材结构之间的弹性和回复力,由此生产的片段在尺寸上比现有技术的片段更稳定。
36.在本发明中,定义下列术语并在说明书通篇使用:
37.术语“不含连接点”应理解为是指片段的表面不具有通过缝合、焊接、胶粘或本领域技术人员已知的其它连接方法建立的任何连接点。
[0038]“堆叠体的塑性变形”应理解为是指在热成型步骤中设定的工艺温度下堆叠体中所含的二维片材结构的一部分的至少塑性变形,以致在堆叠体冷却后,所得片段根据本发明固定为其三维轮廓。
[0039]“片段”可被引入三维鞋统或用于生产三维鞋统。此外,片段也可被引入衣物或背包或形成衣物或背包。如果将该片段引入三维鞋统或形成三维鞋统,该片段可包括鞋的所有面向脚的部分。这些区域可包括脚下的脚底,以及鞋头(toe cap)、鞋头刀片(toe blade)、鞋腰(quarter)和后盖(rear cap)的子区域。这些区段,除鞋底外,也被称为内鞋统(inner shaft)。该片段也可能仅包括面向脚的一些区域,例如鞋底区域可被排除在该片段外。在这种情况下,该片段可被引入鞋统,但该片段不属于鞋的鞋统材料(外鞋统(outer shaft))(例如皮革),而是位于鞋内部的内鞋统区域中。
[0040]
此外,除了面向脚的片材结构(内鞋统)外,该片段还可能包括鞋统的鞋面/外部材料(upper/outer material),由此形成整个鞋统的至少一部分。这意味着该片段不仅可作为内鞋统引入鞋中,还可形成整个鞋统。根据本发明的片段可完全包围脚部,但也可在鞋底区域开放,例如以便与合适的鞋底连接。
[0041]
如果将该片段引入衣物,其可构成面向身体的衣物的单个组件。例如,该片段有可能复制手套的形状,其形状包括各个手指、手掌和手背。此外,该片段也可形成整个衣物。该片段也可被引入袜子或头饰,例如带檐帽(hats)、无檐帽(caps)或还有帽子(also caps),
或完全形成它们。该片段可呈现整个头饰或仅其部分的形式,例如在帽子的情况下,其中主要部分,帽冠,含有该片段,而帽舌没有。此外,根据本发明的片段具有三维轮廓,因此是三维片段。
[0042]
根据本发明的方法中提供的堆叠体包含彼此叠加布置的至少第一和第二二维片材结构。所提供的堆叠体中所含的层片可以是层压的,即彼此连接。但是,在任何情况下,该堆叠体都含有没有彼此连接的两个相邻的二维片材结构。彼此相邻并直接铺设在彼此上的二维片材结构没有彼此连接。但是,该堆叠体也可包括没有与各自的相邻且直接叠加的片材结构连接的其它二维片材结构。最后,该堆叠体也可完全由没有彼此连接的二维片材结构构成。
[0043]
在本发明中,“层压”被理解为是指包含堆叠体中所含的二维片材结构以平面方式彼此连接。
[0044]
术语“以平面方式连接”是指至少两个二维片材结构或层片在它们的平面延伸中形成的表面处彼此连接以形成二维平面层压件。平面连接可以元件在它们的整个表面上连接的方式,即以全表面方式进行。表面也可在点处彼此连接,由此点连接形成图案并可以是以网格图案分布的胶粘剂点。
[0045]
术语“层片”描述了可作为毗连(连续)层或也可作为非毗连(不连续)层存在的二维层。毗连层可以是例如纺织层片。非毗连层可以是例如胶粘剂点、薄片等形式的图案。这种图案可例如印刷在功能层的背离脚部的一侧上。在纺织技术中,这被称为半层(half-ply);与功能层和面向脚部的纺织层片组合,其被称为2.5层层压件(2.5-ply laminate)。
[0046]
术语“短靴”和“功能袜”描述了完全包围穿着者的脚部的鞋组件。
[0047]
术语“纺织层片”描述了由纺织品组成的层片。这种纺织品可呈现各种形式,例如机织织物、针织织物、钩编织物、非织造物、编织织物、无屈曲织物(non-crimp fabric)或毛毡的形式。
[0048]
术语“功能层”描述了具有至少一种功能,即至少防水和透水汽的基本功能的层片。这种功能层可以是既防水又透水汽的箔、膜(film)或隔膜(membrane)。优选地,功能层由一种或多种聚合物材料组成,其包括亲水性和疏水性聚合物,以及它们的组合和混合物。
[0049]
在本发明中,术语“聚合物材料”和“聚合物”等同和可互换地使用。聚合物材料或聚合物被理解为是指任何合成或天然聚合物。
[0050]“衣物”在本发明的含义内包括手套、头饰、袜子、夹克、裤子、背心等。
[0051]
本发明的二维片材结构可包含单层片或单层,或可包含多层片或多层。可能的层片或层是纺织层片、功能层或胶粘剂层。在具有几个层片或层的片材结构的情况下,这些层片和/或层以平面方式连接以形成预层压件。
[0052]
在根据本发明的方法的一个优选实施方案中,将该片段引入三维鞋统、衣物或背包。优选的衣物是手套、袜子和头饰,如带檐帽(hats)、无檐帽(caps)或帽子(caps)、夹克、裤子和背心。手套可设计为手指逐一被手套包围,这也被称为带指手套,或拇指与其它手指分开被包围,这也被称为连指手套。
[0053]
在根据本发明的方法的一个优选实施方案中,至少一个二维片材结构包含至少一个热塑性层片或含有至少热塑性组分。
[0054]
热塑性层片可作为独立的二维片材结构形成,或可以是作为由几个层片组成的预
层压件的二维片材结构内的层片。
[0055]
此外,在一个优选实施方案中,热塑性组分可以是二维片材结构的一个层片的组分。
[0056]
如解释,对于根据本发明的方法必不可少的是,将该堆叠体热成型为三维形状以形成根据本发明的片段,并将其中所含的二维片材结构整体上完全层压在一起。
[0057]
在本发明中,热成型是指二维片材结构的堆叠体的成型。该堆叠体可含有至少一个热塑性层片。所述至少一个热塑性层片可以是例如热塑性膜、包含热塑性材料的合适纺织品、或由热熔胶粘剂组成的膜或非织造物。在热成型中,将二维片材结构加热到允许所述至少一个热塑性层片塑性变形的温度,并借助刚性模具体或本身在热成型工艺的过程中可移动并具有三维轮廓的模具体转化成三维轮廓。同时,在根据本发明的方法中,所述至少一个热塑性层片必须由于加热而产生粘性,以使其将堆叠体中所含的二维片材结构彼此层压在该三维片段中或以平面方式将它们彼此连接。
[0058]
优选地,所述至少一个热塑性层片包含具有根据din en iso 11357-1和-3测得的80至270℃的熔融温度的热塑性材料。
[0059]
进一步优选地,所述至少一个热塑性层片包含具有根据din en iso 11357-1和-3测得的0至220℃的玻璃化转变温度的热塑性材料。
[0060]
在根据本发明的方法的一个优选实施方案中,所述至少一个热塑性层片包含选自聚氨酯(pu)、聚烯烃(po)、聚酯(pes)、聚醚酯(peest)、聚丙烯腈(pan)、聚酰胺(pa)、聚丙烯酸酯(pac)、聚醚酰亚胺(pei)、聚四氟乙烯(ptfe)、聚砜(psu)、乙酸纤维素(ca)和它们的嵌段共聚物或无规共聚物和/或其混合物的至少一种材料。
[0061]
具有三维轮廓的模具体可具有负形状,例如在一侧开口的空心体,或正形状,其可以是完整的三维模具体或其一部分。
[0062]
在根据本发明的方法的优选实施方案中,可借助真空和/或压缩空气和/或反作用工具(counter tool)辅助二维片材结构的堆叠体转化成三维轮廓和同时层压。在真空辅助下的方法的一个优选实施方案中,在模具体和二维片材结构的堆叠体之间施加真空。
[0063]
在根据本发明的进一步实施方案中,通过在模具体和堆叠体或变形的堆叠体之间施加真空来辅助热成型。
[0064]
在至少两个二维片材结构的堆叠体已转化成三维轮廓并同时层压后,进行冷却以固定所得三维片段的三维轮廓。冷却也可借助冷却的模具体进行或受到后者的支持。
[0065]
然后将模具体和所得三维片段彼此分离。以这种方式获得的三维片段可随后经受进一步加工。
[0066]
尽管通过所得片段的冷却实现固定,但由于所含材料的弹性或复位,形状仍可能略微改变。如果例如变形的功能鞋统层压件的轮廓与由阳性或阴性模具指定的轮廓的偏差为最多
±
25%,则与根据本发明的方法相关的形状变化被认为是微小的。因此,如果三维片段在其自重下仅发生指定轮廓的
±
25%的最大变化,其被认为是尺寸稳定的。在根据本发明的方法中,至少一些二维片材结构没有彼此连接,这就是为什么二维片材结构在作为该方法的一部分施加的变形的过程中可以一定的自由度相对于彼此移动。不受制于理论,但推测这将减小弹性和复位力并由此实现
±
5%或更小的指定轮廓的变化。
[0067]
根据本发明的方法提供了优点在于,热成型可在各个工艺步骤的特定时间安排下
连续进行,例如使用从辊拉出的二维片材结构,其可由一个或多个层片和/或层构成。
[0068]
当然,也可能不连续地进行该程序。
[0069]
在该方法的一个有利的实施方案中,通过在模具体和堆叠体或变形的堆叠体之间施加真空来辅助热成型。
[0070]
在根据本发明的方法的进一步优选的实施方案中,步骤c.中的热成型包含下列子步骤:
[0071]
·
将堆叠体夹紧到框架中,
[0072]
·
从至少一侧将堆叠体中所含的二维片材结构加热到工艺温度,
[0073]
·
通过借助模具体将堆叠体转化成三维轮廓并在二维片材结构和模具体之间施加真空,形成所述片段并层压二维片材结构,
[0074]
·
冷却所述片段以固定三维轮廓,
[0075]
·
移除真空,
[0076]
·
移除模具体。
[0077]
可用合适的热成型机,例如illig或kiefel制造的热成型机进行热成型。
[0078]
在热成型法中,将二维片材结构引入热成型机并在此例如借助红外辐射器加热到在80℃至270℃之间,优选在100℃至220℃之间的工艺温度,特别优选加热到在130℃至180℃之间的工艺温度。
[0079]
代替红外辐射器,堆叠体可通过任何合适的方法加热,如感应、微波辐射或热空气。但是,优选的是借助红外辐射器加热堆叠体。
[0080]
优选地,将堆叠体加热5至60秒。
[0081]
特别优选地,双面加热至少两个二维片材结构的堆叠体。通过双面加热该堆叠体,所含的二维片材结构被均匀地加热,这可带来层片之间的更好的层压和更好的粘附。因此,层压在一起的二维片材结构可具有至少1.0n的有利附着力,由此二维片材结构优选具有至少3.0n,再更优选至少3.5n,特别优选至少4.0n的根据din 53530:1981-02用25mm的试件宽度测得的附着力。如果在试验过程中在层片分离前发生至少一个二维片材结构的撕裂,得到附着力的上限。
[0082]
在加热过程中或在加热后,可再张紧加热的堆垛(pile)。可通过将堆叠体固定在热成型机中而机械进行再张紧,或通过使用活性介质,如压缩空气进行再张紧。
[0083]
在加热和如果必要,再张紧之后,在该方法的一个实施方案中,可将具有所需三维轮廓的模具体例如从下方移动穿过加热堆叠体的平面,以粗略地预先界定三维轮廓。
[0084]
此时,如解释,在该方法的一个优选实施方案中,可在模具体和二维片材结构之间创建真空,以便由堆叠体中所含的二维片材结构完全形成所需三维轮廓并将这些层压在一起以获得三维功能层压件的片段,其例如用于引入鞋统、衣物或背包,或用于生产鞋统。
[0085]
优选地,借助模具体进行的热成型以1至30秒的堆叠体在模具体上的停留时间进行。
[0086]
当在模具体和二维片材结构之间使用真空时,使用0.001至0.95巴的压力,优选最多0.8巴的压力,更优选最多0.6巴的压力,特别优选最多0.4巴的压力。
[0087]
然后优选冷却该片段以固定三维轮廓。冷却可通过冷却的模具体或通过外部冷却,例如通过空气或本领域技术人员已知的其它合适的方法实现。优选地,在5至45秒内进
行冷却。
[0088]
该方法可包含从形成的片材结构中切割或冲压出片段的后续步骤。
[0089]
该方法的一个优选实施方案在于热成型和层压包含借助成型工具(forming tools)深拉、借助活性介质深拉、借助活性能量深拉或其组合。
[0090]
借助成型工具深拉也可构成一个实施方案,其中将具有三维轮廓的模具体例如从下方移动穿过堆叠体的平面。为了辅助变形,可另外将反作用工具(counter tool)从堆叠体的背离模具体的一侧按压到堆叠体上。在这种情况下,反作用工具具有适应模制部件的三维反轮廓。
[0091]
在借助活性介质深拉的情况下,由活性介质,如压缩空气或压力调节流体垫(pressure-regulated fluid cushion)辅助热成型。
[0092]
在借助活性能量深拉的情况下,可通过磁力实现成型。但是,这需要存在良好导电的片材或线材。
[0093]
该方法的一个优选实施方案在于,在热成型过程中,向背离模具体的堆叠体表面施加附加压力以辅助转化成三维轮廓。
[0094]
如已经解释,这种附加压力可通过反作用工具、通过压缩空气或压力调节流体垫生成。
[0095]
在一个优选实施方案中,当在堆叠体的背离模具体的一侧使用附加压力时,使用1.5至10巴的压力,特别优选3至8巴的压力,更优选5至7巴的压力。
[0096]
在根据本发明的方法的一个优选实施方案中,功能层包含一种或多种聚合物材料,优选一种或多种热塑性材料。功能层可由无孔膜、微孔膜或其组合组成。
[0097]
防水和透水汽的功能层优选具有不大于200μm的厚度,特别优选不大于30μm的厚度。
[0098]
此外,功能层优选具有至少50%的致断伸长。特别优选地,功能层具有至少200%的致断伸长。
[0099]
优选地,防水和透水汽的功能层包含选自聚氨酯(pu)、聚烯烃(po)、聚酯(pes)、聚醚酯(peest)、聚丙烯腈(pan)、聚酰胺(pa)、聚醚酰亚胺(pei)、聚四氟乙烯(ptfe)、聚砜(psu)、乙酸纤维素(ca)和它们的嵌段共聚物或无规共聚物和/或其混合物的至少一种材料。
[0100]
在一个实施方案中,微孔膜可以是膨体聚四氟乙烯膜。还可想到的是,在深拉前使用非膨体聚四氟乙烯膜,其通过深拉进行拉伸,由此该聚四氟乙烯膜在深拉过程后是微孔的。
[0101]
在根据本发明的方法的进一步实施方案中,功能层包含微孔膜和无孔膜。优选地,微孔膜包含疏水聚合物材料,例如聚四氟乙烯,且无孔膜包括亲水聚合物材料,例如聚氨酯。功能层因此也可表现出疏水聚合物材料和亲水聚合物材料的组合。
[0102]
在一个优选实施方案中,防水和透水汽的功能层特别由热塑性聚氨酯(tpu)或聚醚酯(peest)构成。
[0103]
无孔膜形式的防水和透水汽的功能层的一个非限制性实例是膜,一种由对健康无害并可再循环的聚醚酯(peest)制成的膜。
[0104]
在根据本发明的方法的一个优选实施方案中,第一片材结构包含功能层。
[0105]
根据本发明,二维片材结构可由多个层片组成。优选地,所述至少两个二维片材结构具有至少一个附加层片。
[0106]
功能层可在二维片材结构内在其下侧以及在其上侧带有至少一个附加层片。这些可在热成型前已经以平面方式连接,或直到进行热成型才以平面方式连接。功能层可在其下侧和上侧具有相同或不同数量的层片。优选地,所述至少一个附加层片是纺织层片。
[0107]
在一个有利的实施方案中,所述至少一个附加层片是纺织层片,由此这种纺织层片可在其平面延伸中连续或不连续构造而成。在一个优选实施方案中,纺织层片是机织织物、针织织物、钩编织物、非织造物、编织织物、无屈曲织物(non-crimp fabric)或毛毡的形式。优选地,该堆叠体包含至少一个纺织层片。
[0108]
在根据本发明的方法的一个优选实施方案中,第一片材结构是包含功能层和至少一个附加层片的预层压件,它们借助热熔胶粘剂或反应性胶粘剂连接,将胶粘剂连续或不连续施加到功能层和/或所述至少一个附加层片上。
[0109]
在另一优选实施方案中,所述至少一个附加层片可以植绒形式施加到功能层。在再一优选实施方案中,所述至少一个附加层片是不连续的,并可例如具有图案,例如以网格图案施加的胶粘剂点或以网格图案施加的植绒,例如以结构域的形式,由此各个点或结构域没有彼此连接。
[0110]
优选地,纺织层片可具有不同区域,它们包括例如局部增强和/或不同程度的可拉伸性。纺织层片还可具有各向异性区域,其中在纺织层片的延伸方向上存在不同的性质。纺织层片中的这些局部差异和/或各向异性可例如通过某些编织工艺和针织方法并入纺织层片中。以这种方式获得的不同区域可例如充当鞋跟区域、鞋尖或鞋带元件处的加强件,或用于支持在热成型工艺中形成所需形状轮廓的尽可能最精确的印记。在根据本发明的方法的一个优选实施方案中,纺织层片具有不同性质的区域和/或各向异性区域。
[0111]
在该方法的进一步优选的实施方案中,纺织层片可由纱线或长丝组成。纱线可以是复丝纱,也可以是由短纤维制成的纱线。在这种情况下,本领域技术人员理解短纤维是长度为2至200mm的相对较短的纤维。另一方面,长丝具有大于200mm,优选大于500mm,再更优选大于1,000mm的长度。如果它们例如在纺丝过程中通过喷丝头连续挤出,长丝也可以是几乎无尽的。
[0112]
纺织层片的纱线或长丝可由单一聚合物或几种聚合物组成。在后一种情况下,纱线可以是混纺纱,其中单个长丝包含不同的聚合物,或长丝可以是双组分长丝纱,其中单个长丝包含多于一种聚合物。
[0113]
这样的双组分长丝纱以空间受限的排列含有多于一种聚合物,例如作为并列型、皮芯型或海岛型。
[0114]
该方法的另一实施方案在于纺织层片的长丝由皮芯型双组分长丝纱组成,由此皮中的聚合物的熔融温度t
m,sheath
低于芯中的聚合物的熔融温度t
m,core
。
[0115]
在一个优选实施方案中,纺织层片的材料选自聚合物,包含聚烯烃、聚酯、聚酰胺、聚氨酯和聚丙烯腈或其组合。
[0116]
优选地,该聚合物具有根据din en iso 11357-1和-3测得的20至220℃的玻璃化转变温度。
[0117]
进一步优选地,该聚合物具有根据din en iso 1 1357-1和-3测得的80至270℃的
熔融温度。
[0118]
此外,二维片材结构优选具有根据din en iso 13934-1:1999测得的在室温下50至360%的在纵向和横向上的致断伸长。在根据本发明的方法的一个优选实施方案中,二维片材结构优选具有在室温下至少50%,更优选至少100%,再更优选至少250%的在纵向或横向上的致断伸长。
[0119]
此外,二维片材结构优选具有根据din en iso 13934-1:1999测得的在纵向和横向上60至1700n的拉伸强度。
[0120]
优选地,功能层可借助热熔胶粘剂或反应性胶粘剂连接到所述至少一个附加层片之一上,由此可将胶粘剂连续或不连续施加到功能层和/或所述至少一个附加层片上。
[0121]
也可能构建由热熔胶粘剂或反应性胶粘剂组成的连续或不连续层片,例如以非织造物或其它结构的形式。
[0122]
在纺织层片的优选应用的情况下,这些可包含热熔胶粘剂或反应性胶粘剂。例如,纺织层片可完全或部分由热熔胶粘剂或反应性胶粘剂组成。这包括织物层片构造聚合物或包含在织物层片中的聚合物充当反应性胶粘剂或热熔胶粘剂。
[0123]
在这种情况下,存在通过将这种聚合物转化到其软化范围内或超过其软化范围而在功能层和纺织层片之间建立连接的可能性。当然,这样的纺织层片也可与另一连续或不连续层片以这种方式组合。
[0124]
在根据本发明的方法的一个实施方案中,所述至少一个附加层片是包含热熔胶粘剂或反应性胶粘剂的纺织层片,借此将功能层和纺织层片以平面方式彼此连接。
[0125]
一般而言,任何合适的聚合物、共聚物或其混合物可用作热熔胶粘剂或反应性胶粘剂。优选地,选自聚氨酯(pu)、聚酰胺(pa)、聚酯(pes)、热塑性聚氨酯(tpu)、聚丙烯酸酯(pac)或它们的嵌段共聚物或无规共聚物和/或其混合物的聚合物用作热熔胶粘剂或反应性胶粘剂。
[0126]
在根据本发明的方法的一个优选实施方案中,反应性胶粘剂或热熔胶粘剂的聚合物具有根据din en iso 11357-1和-3测得的70℃至220℃的熔融温度。
[0127]
在同样优选的实施方案中,反应性胶粘剂或热熔胶粘剂的聚合物具有根据din en iso 11357-1和-3测得的10℃至220℃的玻璃化转变温度。
[0128]
优选选择用于连接预层压件中的层片的反应性胶粘剂或热熔胶粘剂的聚合物以使熔融温度高于在深拉过程中的工艺温度。
[0129]
但是,在一些情况下,也优选选择用于连接预层压件中的层片的反应性胶粘剂或热熔胶粘剂的聚合物以使熔融温度低于在深拉过程中的工艺温度。通过在深拉过程中熔化胶粘剂,例如,有可能实现在预层压件中起初连接的层片的一起滑动和在成型和冷却后的层片的重新连接,由此至少减少在功能层压件的三维片段中原本可能发生的任何应变。
[0130]
优选选择用于在深拉过程中层压二维片材结构的反应性胶粘剂或热熔胶粘剂的聚合物以使熔融温度低于在热成型过程中的工艺温度。
[0131]
该方法的一个优选实施方案在于,当提供二维片材时,在热成型过程中将覆盖箔放置在背离模具体的堆叠体表面上,其在热成型后移除。
[0132]
覆盖箔可由不同材料制成,但应该优选在热成型后可从三维片段上移除而不留下任何残留。此外,覆盖箔应该优选表现出良好的导热性,以及耐高温性和高软化温度范围。
此外,覆盖箔应该容易拉伸,并表现出与二维片材结构的可拉伸性至少相同量级的可拉伸性。这样的覆盖箔的一个实例是有机硅箔。
[0133]
覆盖箔可用于在热成型过程中保持真空,即,将其与外部密封开。当在不透气功能层的外侧使用附加层时或当使用透气微孔膜作为功能层时,这是特别有利的。此外,这种覆盖箔可充当隔离膜以防止二维多层片材结构的层片在热成型后粘着到反作用工具或压力调节流体垫上。
[0134]
在该方法的另一优选实施方案中,模具体的材料选自木材、塑料、纤维增强塑料、聚合物树脂和铝铸造树脂、石膏、金属、金属合金、钢、粘土、陶瓷、玻璃、硬塑料、铸造黄铜和/或其组合。
[0135]
特别优选地,模具体的材料选自木材、塑料、纤维增强塑料、聚合物树脂、铝铸造树脂和/或其组合。
[0136]
在该方法的进一步有利的实施方案中,模具体呈现所需的鞋内轮廓或所需的手部或帽子轮廓,例如以鞋楦或手或头形状的形式。
[0137]
上述方法特别适于生产用于引入鞋统的功能鞋统层压件的防水和透水汽片段,由此该片段同时尺寸稳定、为单件式并在其表面中不含连接点。
[0138]
因此,本发明进一步涉及一种用于鞋统、衣物或背包或用于形成鞋统、衣物或背包的防水和透水汽的三维片段,由此所述片段包含防水和透水汽的功能层和至少一个附加层片,并且所述功能层和/或所述至少一个附加层片包含热塑性材料,由此所述片段在其自重下尺寸稳定、为单件式并在其表面中不含连接点,其特征在于所述片段由至少两个二维片材结构的堆叠体组成,它们同时层压和转化成三维片段。
[0139]
在根据本发明的片段的一个优选实施方案中,这种片段形成整个鞋统。
[0140]
这种片段在其表面中没有表现出任何连接点。因此,整个片段是防水和不透水汽的,没有任何薄弱点需要特殊密封或增强。
[0141]
此外,上文对根据本发明的方法描述的优选实施方案,例如关于所用材料、它们的性质和借助该方法获得的片段的结构也相应地适用于根据本发明的功能层压件的防水和透水汽的三维片段。
[0142]
此外,该三维片段或根据本发明的三维片段可包含整个内鞋统,以及内和外鞋统,并因此包含整个鞋统。
[0143]
优选为根据本发明的方法制成的片段或根据本发明的片段提供鞋底构造。可使用本领域技术人员已知的制鞋方法为通过根据本发明的方法制成的片段或根据本发明的片段提供鞋底构造。
[0144]
例如,根据本发明的方法制成的片段或根据本发明的片段可借助连接方法,如胶粘和/或缝合连接。当然,本发明也涵盖所有其它合适的连接方法,如激光焊接、超声焊接、高频焊接和热楔形焊接(hot-wedge welding)及其组合。
[0145]
根据本发明的片段或根据本发明的方法制成的片段优选缝合到strobel鞋底上,或箍紧到内底上并用密封材料和/或借助胶粘剂以水密方式连接到鞋底结构上。
[0146]
strobel方法是将鞋统连接到中底的一种方式,主要用于制作轻便登山鞋和跑步鞋。将鞋统缝合到由耐磨织物制成的纺织内底上,例如使用所谓的strobel接缝。strobel接缝是在鞋统与内底之间的环形whipped seam。胶粘或注射鞋底。胶粘剂或用于注射的材料
渗透strobel接缝并将其密封。
[0147]
在箍紧的情况下,将内底附着于鞋楦的下侧,然后将包括功能层压件的鞋统套在鞋楦上(pulled over the last)。使用胶粘剂进行鞋统、功能层压件和内底之间的永久连接。
[0148]
此外,也可优选通过直接注射聚合物如聚氨酯而为鞋底构造提供大底,由此该聚合物将该片段密封到鞋底构造上。
[0149]
在注射过程中,将包括功能层压件的成品鞋统安放在鞋底模具中。在这种形式下,使用合适的聚合物/塑料,通常聚氨酯进行注射。该聚合物材料渗透strobel接缝并将其密封。
[0150]
参考以下附图和实施例更详细解释本发明,尽管附图和实施例不应被理解为限制:
[0151]
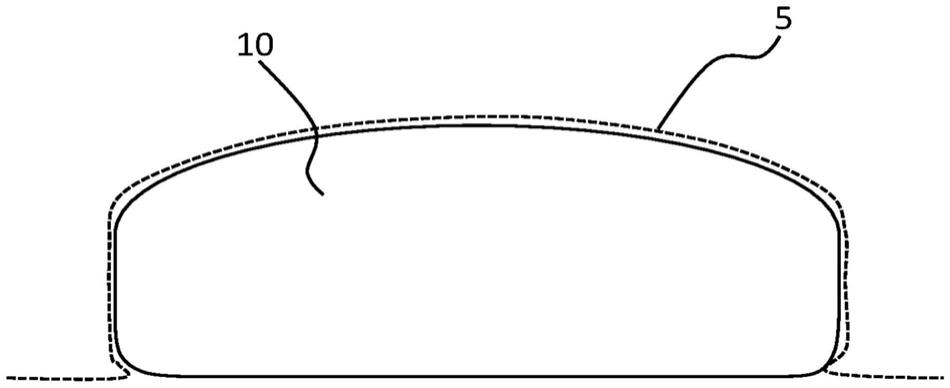
图1a示意性显示带有根据本发明的三维片段的模具体的横截面。
[0152]
图1b显示模具体/鞋楦的侧视图的示例性照片图像,其中根据本发明的三维片段在其鞋统侧包围该模具体。
[0153]
图2示意性显示根据本发明的2层功能鞋统层压件的横截面。
[0154]
图3示意性显示根据本发明的3层鞋统功能层压件的横截面。
[0155]
图4a显示制鞋业中常用的鞋楦的侧视示意草图。
[0156]
图4b显示制鞋业中常用的鞋楦的顶视示意草图。
[0157]
图5示意性显示根据本发明连接到鞋底构造上的功能鞋统层压件的三维片段的横截面。
[0158]
图6示意性显示含有根据本发明的功能鞋统层压件的三维片段的鞋子的横截面。
[0159]
图1a和1b在横截面(图1a)中或借助示例性照片图示(图1b)示意性图解使用提供片段5或5a的三维轮廓的模具体10或10a根据本发明的方法进行的二维片材结构的变形以形成功能鞋统层压件的合适三维片段5或5a的结果。
[0160]
图2示意性显示根据本发明的方法形成和层压的三维片段20的一段的横截面,其由纺织层片30、胶粘剂层40和防水和透水汽的功能层50组成。在一个有利的实施方案中,功能层50由聚醚酯(peest)制成,如膜。在一个优选实施方案中,胶粘剂层40也可以是包含含有胶粘剂的纤维或长丝的非织造物。这一实施方案中的片段因此也可被视为3层功能鞋统层压件。
[0161]
作为一个实例,图3示意性显示根据本发明的方法变形和层压的三维片段60的一部分的横截面,其由第一纺织层片30、第一胶粘剂层40、防水和透水汽的功能层50、第二胶粘剂层70和第二纺织层片80组成。纺织层片30和80可相同或不同。这同样适用于胶粘剂层40和70,无论纺织层片如何。如对图2所述,胶粘剂层40和70也可以各自是由含有胶粘剂的纤维或长丝组成的非织造物。这一实施方案中的片段因此也可被视为5层功能鞋统层压件。
[0162]
图4a和4b分别以侧视图和顶视图示意性显示本领域技术人员已知的复制脚部轮廓的鞋楦85的一个实例,其可用作根据本发明的方法中的模具体。
[0163]
图5示意性显示根据本发明的功能鞋统层压件90的三维片段,其在一个有利的实施方案中通过胶粘剂95a或缝合95b连接到鞋底结构100上。
[0164]
图6示意性显示在防水和透水汽的鞋中的根据本发明的功能鞋统层压件105的三
维片段的横截面,该鞋具有外部材料110(例如由皮革制成)、附着的鞋底结构115和大底120。根据本发明的方法制成的片段或根据本发明的片段105以最佳方式复制鞋轮廓以致在外部材料110与包含内鞋统的至少一部分的片段105之间没有出现间隙或只有小间隙。这确保了鞋的最佳贴合度。
[0165]
实施例1:
[0166]
堆叠体由预层压件、热塑性胶粘剂层和内衬材料组成,由此预层压件的组成为:
[0167]
1. 81重量%聚对苯二甲酸乙二醇酯和19重量%弹性纤维的针织织物,重量50g/m2,
[0168]
2.以网格图案施加且重量为大约12g/m2的反应性湿固化聚氨酯胶粘剂,
[0169]
3.膜厚度为10μm的聚醚酯基膜,
[0170]
胶粘剂层(胶粘剂非织造物)由热塑性胶粘剂的非织造物组成,该热塑性胶粘剂由熔程为大约115℃的聚氨酯制成,且重量为20g/m2,内衬材料是由聚酯制成的重量为265g/m2的针织织物。
[0171]
预层压件、胶粘剂非织造物和内衬材料从卷筒退卷并安置在热成型机(illig)上以使预层压件的针织织物侧和内衬材料面向机器的两个红外加热器,各自设定为175℃,且堆叠体在此加热16-18秒。然后通过阳模成型将直立鞋楦从下方移动穿过该堆叠体的平面。堆叠体的内衬材料侧面向鞋楦,针织侧背离鞋楦。在到达终点位置后,在鞋楦和层压件之间创建真空。在此,将该堆叠体成型为3d功能鞋统层压件且预层压件和内衬材料通过胶粘剂非织造物彼此连接。在大约15秒的冷却时间后,释放真空,再向下移动鞋楦并从机器上移除成品3d功能鞋统层压件。
[0172]
成品3d功能鞋统层压件具有根据din 53530:1981-02用25mm的试件宽度测得的2.3n的附着力。
[0173]
实施例2:
[0174]
重复实施例1,修改在于胶粘剂非织造物现在是预层压件的一部分。因此:
[0175]
堆叠体由预层压件和内衬材料组成,预层压件的组成为:
[0176]
1. 81重量%聚对苯二甲酸乙二醇酯和19重量%弹性纤维的针织织物,重量50g/m2,
[0177]
2.以网格图案施加且重量为大约12g/m2的反应性湿固化聚氨酯胶粘剂,
[0178]
3.膜厚度为10μm的聚醚酯基膜,
[0179]
4.由熔程为大约115℃的聚氨酯制成且重量为20g/m2的热塑性胶粘剂的非织造物,
[0180]
内衬材料是针织聚酯织物,重量为265g/m2。
[0181]
预层压件和内衬材料从卷筒退卷并安置在热成型机(illig)上以使预层压件的针织织物侧面向机器的两个红外加热器,各自设定为175℃,并在此加热16-18秒。然后通过阳模成型将直立鞋楦从下方移动穿过该堆叠体的平面。堆叠体的内衬材料侧面向鞋楦,针织侧背离鞋楦。在到达终点位置后,在鞋楦和层压件之间创建真空。在此,将该堆叠体成型为3d功能鞋统层压件且预层压件和内衬材料通过胶粘剂非织造物彼此连接。在大约15秒的冷却时间后,释放真空,再向下移动鞋楦并从机器上移除成品3d功能鞋统层压件。
[0182]
该3d功能鞋统层压件具有根据din 53530:1981-02用25mm的试件宽度测得的4.0n的附着力。
[0183]
实施例3:
[0184]
重复实施例1,修改在于内衬材料由再循环材料制成。因此:
[0185]
堆叠体包含来自实施例1的预层压件、来自实施例1的热塑性胶粘剂层和内衬材料,该内衬材料是再循环聚酯的针织绒,重量为350g/m2。
[0186]
预层压件、胶粘剂非织造物和内衬材料从卷筒退卷并安置在热成型机(illig)上以使预层压件的针织织物侧和内衬材料面向机器的两个红外加热器,各自设定为165℃,并在此加热16-18秒。然后通过阳模成型将直立鞋楦从下方移动穿过该堆叠体的平面。堆叠体的内衬材料侧面向鞋楦,针织侧背离鞋楦。在到达终点位置后,在鞋楦和层压件之间创建真空。在此,将该堆叠体成型为3d功能鞋统层压件且预层压件和内衬材料通过胶粘剂非织造物彼此连接。在大约15秒的冷却时间后,释放真空,再向下移动鞋楦并从机器上移除成品3d功能鞋统层压件。
[0187]
成品3d功能鞋统层压件具有根据din 53530:1981-02用25mm的试件宽度测得的2.1n的附着力。
[0188]
对比例4:
[0189]
重复实施例1,修改在于胶粘剂层现在是胶粘剂网。因此:
[0190]
堆叠体由来自实施例1的预层压件、热塑性胶粘剂层和来自实施例1的内衬材料组成,该热塑性胶粘剂层由热塑性胶粘剂的网组成,该热塑性胶粘剂由熔程为大约110℃的聚氨酯制成,且重量为35g/m2。
[0191]
预层压件、胶粘剂网和内衬材料从卷筒退卷并安置在热成型机(illig)上以使预层压件的针织织物侧和内衬材料面向机器的两个红外加热器,各自设定为175℃,并在此加热16-18秒。然后通过阳模成型将直立鞋楦从下方移动穿过该堆叠体的平面。堆叠体的内衬材料侧面向鞋楦,针织侧背离鞋楦。在到达终点位置后,在鞋楦和层压件之间创建真空。在此,将该堆叠体成型为3d功能鞋统层压件且预层压件和内衬材料通过胶粘剂非织造物彼此连接。在大约15秒的冷却时间后,释放真空,再向下移动鞋楦并从机器上移除成品3d功能鞋统层压件。
[0192]
在成品3d功能鞋统层压件中,由于热塑性胶粘剂的不均匀分布,在层压复合材料内有时发生层离。在这些点的区域中,根据din 53530:1981-02用25mm的试件宽度测得的的附着力《1.0n。
[0193]
对比例5:
[0194]
重复实施例1,修改在于胶粘剂非织造物现在具有较低熔点。因此:
[0195]
堆叠体由来自实施例1的预层压件、热塑性胶粘剂的非织造物(胶粘剂非织造物)的热塑性胶粘剂层和来自实施例1的内衬材料组成,该热塑性胶粘剂由熔程为大约50℃的聚氨酯制成,且重量为20g/m2。
[0196]
预层压件、胶粘剂非织造物和内衬材料从卷筒退卷并安置在热成型机(illig)上以使预层压件的针织织物侧和内衬材料面向机器的两个红外加热器,各自设定为140℃,并在此加热16-18秒。然后通过阳模成型将直立鞋楦从下方移动穿过该堆叠体的平面。堆叠体的内衬材料侧面向鞋楦,针织侧背离鞋楦。在到达终点位置后,在鞋楦和层压件之间创建真
空。在此,将该堆叠体成型为3d功能鞋统层压件且预层压件和内衬材料通过胶粘剂非织造物彼此连接。在大约15秒的冷却时间后,释放真空,再向下移动鞋楦并从机器上移除成品3d功能鞋统层压件。
[0197]
在成品3d功能鞋统层压件中,由于热塑性胶粘剂的不均匀分布,在层压复合材料内有时发生层离。在这些点的区域中,根据din 53530:1981-02用25mm的试件宽度测得的的附着力《1.0n。
[0198]
上述对比例表明在热成型过程中的同时变形和层压对实现根据本发明所需的功能层压件中的未连接片材结构之间的附着力至关重要。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。