一种生产hdi板用的热压合装置
技术领域
1.本实用新型涉及电路板热压合的技术领域,特别是一种生产hdi板用的热压合装置。
背景技术:
2.hdi板又称为hdi电路板, hdi板中的线路用于控制机床设备各个执行部件的动作(比如刀具、转台、夹持部件等的动作)。为使线路上集成,工艺上要求将两个hdi板热压合成一个整体的电路板,从而提高电路板的线路面积。现有热压合的方法是工人先将下层hdi板平放在热压机的工作台上,然后在下层hdi板的顶表面上铺一层pp膜,随后将上层hdi板覆盖在pp膜的顶表面上,最后利用热压机的热压头压向上层hdi板的顶表面上,热压头将热量传递给上层hdi板,上层hdi板再将热量传递给pp膜,pp膜受热熔化后,pp膜将上层hdi板和下层hdi板粘接在一起,保压一段时间后,控制热压机的热压头向上运动,待冷却一段时间后,即可得到成品电路板。
3.然而,这种热压合方式虽然能够生产出成品电路板,但是仍然出现以下技术缺陷:1、客户经常反馈上层hdi板从下层hdi板上脱落下来,从而经常遭到客户的投诉,严重影响企业的经济效益,其主要原因是:上层hdi板与下层hdi板之间的结合力不足,在机床设备的振动下,导致上层hdi板与下层hdi板分离。2、工人需要定位很长时间才能确保,上层hdi板的外端面与下层hdi板的外端面对齐,不仅增加了工人的工作强度,而且还降低了成品电路板的生产效率。因此,亟需一种提高两个hdi板结合强度、提高成品电路板生产效率、减轻工人工作强度的热压合装置。
技术实现要素:
4.本实用新型的目的在于克服现有技术的缺点,提供一种结构紧凑、提高两个hdi板结合强度、提高成品电路板生产效率、减轻工人工作强度、操作简单的生产hdi板用的热压合装置。
5.本实用新型的目的通过以下技术方案来实现:一种生产hdi板用的热压合装置,它包括工作台、固设于工作台台面上的龙门架,所述龙门架的横梁上固设有升降油缸,升降油缸的活塞杆贯穿横梁设置,且延伸端上固设有热压头,热压头的外部焊接有真空吸盘,真空吸盘的底表面与热压头的底表面平齐,真空吸盘内设置有绕热压头环形分布的环形空腔,真空吸盘的底表面上开设有多个连通环形空腔的真空孔,真空吸盘与真空泵的工作端口连接,真空吸盘的底表面上且位于其外边缘上焊接有定位框,定位框的内腔与上层hdi板的外轮廓一致,定位框的高度小于上层hdi板的厚度,所述工作台的台面上还固设有位于定位框正下方的定位座,定位座的顶表面上开设有定位槽,定位槽的外轮廓与下层hdi板的外轮廓一致,定位槽的深度小于下层hdi板的厚度;
6.所述龙门架的左右立柱上分别设置有左开槽机构和右开槽机构,所述左开槽机构包括进给油缸和开槽装置,进给油缸的缸筒固设于龙门架的左侧立柱上,进给油缸的活塞
杆贯穿左立柱设置,所述开槽装置设置于进给油缸的活塞杆上且位于定位框和定位座之间。
7.所述开槽装置包括电机、转轴和支架,支架固设于进给油缸活塞杆的作用端上,转轴纵向设置,且其两端均旋转安装于支架上,转轴上安装有多个间隔设置的锯片,电机固设于支架的外壁上,电机的输出轴与转轴的一端经联轴器连接。
8.所述左开槽机构与右开槽机构左右对称设置。
9.所述真空吸盘的顶部设置有连通环形空腔的接头,接头的另一端经软管与真空泵的工作端口连接。
10.所述真空泵固设于龙门架的横梁上。
11.所述热压头内设置有盲孔,盲孔内嵌入有加热棒,加热棒的接头与电源连接。
12.该热压合装置还包括控制器,所述控制器与升降油缸的电磁阀、进给油缸的电磁阀和电机电连接。
13.本实用新型具有以下优点:结构紧凑、提高两个hdi板结合强度、提高成品电路板生产效率、减轻工人工作强度、操作简单。
附图说明
14.图1 为本实用新型的结构示意图;
15.图2 为图1的a向视图;
16.图3 为图1的b向视图;
17.图4 为定位座的俯视图;
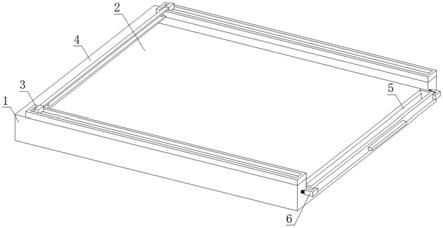
18.图5 为工装定位上层hdi板和下层hdi板的示意图;
19.图6 为在上层hdi板和下层hdi板上开条形槽的示意图;
20.图7 为控制进给油缸的活塞杆复位的示意图;
21.图8 为在下层hdi板的顶表面上覆盖pp膜的示意图;
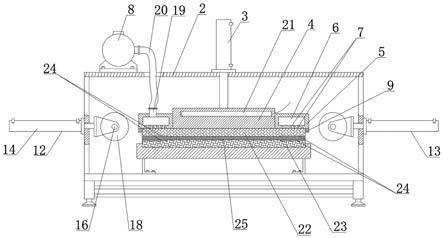
22.图9 为热压合生产成品电路板的示意图;
23.图中,1-工作台,2-龙门架,3-升降油缸,4-热压头,5-真空吸盘,6-环形空腔,7-真空孔,8-真空泵,9-定位框,10-定位座,11-定位槽,12-左开槽机构,13-右开槽机构,14-进给油缸,15-电机,16-转轴,17-支架,18-锯片,19-接头,20-软管,21-加热棒,22-上层hdi板,23-下层hdi板,24-条形槽,25-pp膜。
具体实施方式
24.下面结合附图对本实用新型做进一步的描述,本实用新型的保护范围不局限于以下所述:
25.如图1~4所示,一种生产hdi板用的热压合装置,它包括工作台1、固设于工作台1台面上的龙门架2,所述龙门架2的横梁上固设有升降油缸3,升降油缸3的活塞杆贯穿横梁设置,且延伸端上固设有热压头4,热压头4的外部焊接有真空吸盘5,真空吸盘5的底表面与热压头4的底表面平齐,真空吸盘5内设置有绕热压头4环形分布的环形空腔6,所述热压头4内设置有盲孔,盲孔内嵌入有加热棒21,加热棒21的接头与电源连接。真空吸盘5的底表面上开设有多个连通环形空腔6的真空孔7,真空吸盘5与真空泵8的工作端口连接,真空吸盘5的
底表面上且位于其外边缘上焊接有定位框9,定位框9的内腔与上层hdi板的外轮廓一致,定位框9的高度小于上层hdi板的厚度,所述工作台1的台面上还固设有位于定位框9正下方的定位座10,定位座10的顶表面上开设有定位槽11,定位槽11的外轮廓与下层hdi板的外轮廓一致,定位槽11的深度小于下层hdi板的厚度;
26.所述龙门架2的左右立柱上分别设置有左开槽机构12和右开槽机构13,左开槽机构12与右开槽机构13左右对称设置,所述左开槽机构12包括进给油缸14和开槽装置,进给油缸14的缸筒固设于龙门架2的左侧立柱上,进给油缸14的活塞杆贯穿左立柱设置,所述开槽装置设置于进给油缸14的活塞杆上且位于定位框9和定位座10之间。
27.所述开槽装置包括电机15、转轴16和支架17,支架17固设于进给油缸14活塞杆的作用端上,转轴16纵向设置,且其两端均旋转安装于支架17上,转轴16上安装有多个间隔设置的锯片18,电机15固设于支架17的外壁上,电机15的输出轴与转轴16的一端经联轴器连接。所述真空吸盘5的顶部设置有连通环形空腔6的接头19,接头19的另一端经软管20与真空泵8的工作端口连接,所述真空泵8固设于龙门架2的横梁上。
28.该热压合装置还包括控制器,所述控制器与升降油缸3的电磁阀、进给油缸14的电磁阀和电机15电连接,工人可通过控制器控制升降油缸3和进给油缸14活塞杆的伸出或缩回,同时还能控制电机15的启动或关闭,方便了工人的操作,具有自动化程度高的特点。
29.本实用新型的工作过程如下:
30.s1、上层hdi板的定位,工人将上层hdi板由下往上平放到定位框9内,由于定位框9的内腔与上层hdi板的外轮廓一致,因此上层hdi板22的外端面刚好与定位框9的内腔壁相配合如图5所示,随后工人启动真空泵8,真空泵8对软管20、接头19、环形空腔6和真空孔7抽真空,在负压下,上层hdi板22吸附在真空吸盘5的底表面上,从而实现了上层hdi板的工装并定位,此时上层hdi板22的底表面处于定位框9的下方,且上层hdi板22的顶表面与热压头4的底表面相接触;
31.s2、下层hdi板的定位,工人将下层hdi板由上往下平放到定位座10的定位槽11内,从而实现了下层hdi板的定位,由于定位槽11的外轮廓与下层hdi板的外轮廓一致,因此下层hdi板23的外端面刚好与定位槽11的壁相配合如图5所示,同时下层hdi板23的顶表面处于定位槽11的上方,且下层hdi板23的外端面分别与上层hdi板22的外端面平齐;由于上层hdi板22的四个外端面与下层hdi板23的四个外端面直接一次性平齐,因此无需人工反复的调整hdi板的位置,从而缩短了两个hdi板的定位时间,不仅减轻了工人的工作强度,而且还提高了热压合效率;
32.s3、工人控制左开槽机构12的进给油缸14的活塞杆伸出,活塞杆带动支架17朝上层hdi板22和下层hdi板23所形成的空间内运动,同时控制左开槽机构12的电机15启动,电机15带动转轴16转动,转轴16带动各个锯片18同时旋转,锯片18进入到上层hdi板22和下层hdi板23所形成的空间后,多个锯片18在上层hdi板22底表面的左端部开出条形槽24,同时多个锯片18在下层hdi板23顶表面的左端部开出条形槽24如图6所示;同理,工人控制右开槽机构13的进给油缸14的活塞杆向左伸出,同时控制右开槽机构13的电机15启动,当活塞杆完全伸出后,多个锯片18在上层hdi板22底表面的右端部开出条形槽24,同时多个锯片18在下层hdi板23顶表面的右端部开出条形槽24如图6所示;
33.s4、工人控制左开槽机构12的进给油缸14和右开槽机构13的进给油缸14的活塞杆
缩回如图7所示,同时控制左开槽机构12的电机15和右开槽机构13的电机15关闭;
34.s5、工人在下层hdi板23的顶表面上放置一层pp膜25如图8所示,随后控制升降油缸3的活塞杆向下伸出,活塞杆带动热压头4向下运动,热压头4带动真空吸盘5同步向下运动,真空吸盘5带动被吸附的上层hdi板22同步向下运动,当升降油缸3的活塞杆完全伸出后,上层hdi板22的底表面压在pp膜25上如图9所示;
35.s6、工人将加热棒21的接线头连接到电源上,加热棒21通电后,其上产生热量,热量传递给热压头4,热压头4再将热量传递给上层hdi板22上,上层hdi板22将热量传递给pp膜25,pp膜25加热后熔化,熔化后的材料部分进入到各个条形槽24内,当保压一段时间后,控制真空泵8关闭,真空吸盘5不再将上层hdi板22吸附住,随后控制升降油缸3的活塞杆向上运动,升降油缸3带动热压头4向上运动;当冷却一段时间后,熔化的pp膜固化,固化后的pp膜将上层hdi板22和下层hdi板23固连在一起,从而最终在定位槽11内成型出成品电路板;
36.s7、工人将成品电路板从定位槽11内拿走,重复以上操作,即可连续的生产多个成品电路板。
37.其中,在步骤s3中,预先在两个hdi板上加工出多个条形槽24,确保了熔化后的pp膜25的部分材料流入到条形槽24内,待pp膜固化后,即可将上层hdi板22和下层hdi板23固连在一起,由此可知pp膜的部分材料嵌入在条形槽24内,相比传统的直接热压合,极大的增加了上层hdi板22与下层hdi板23的结合力,有效的避免了在机械震动下,上层hdi板从下层hdi板上脱离,极大的延长了电路板的使用寿命,同时避免了生产企业遭到客户的投诉。
38.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。